
技术摘要:
本发明属于金属表面处理技术领域,尤其涉及一种等离子熔覆制备金属过渡层的方法。其包括:以金属粉末为原料在基体材料上通过等离子熔覆的方式制备过渡层;等离子熔覆配合同步送粉进行。并且在此基础上,还可包括在过渡层上以金属粉末为原料进一步通过等离子熔覆的方式 全部
背景技术:
钛具有比强度高、无磁性、耐腐蚀及生物相容性好等优异的机械性能及化学性能, 广泛的应用于航空航天、汽车、军事、石油化工、能源、生物医学等领域,已成为许多国家大 力发展的轻质金属材料,但是其价格相对昂贵,尤其是在作为机构部件使用时问题尤为突 出。近些年来,我国对航空以及海洋的大力开发,钛及其产品需求日益旺盛,但我国钛资源 并不丰富,而且受到生产技术水平的限制,导致我国大量钛材需要进口。 钛及钛合金涂层可以用来作为钛及其合金的替代品,其主要由钛及其合金作为表 层,以普通碳钢或低合金钢作为基体,使得钛和铁实现钛铁链接,兼具钛的耐蚀性能及碳钢 的强度和塑性,成本只有钛的10~20%,已经逐步应用到各个领域,因此开展钛及钛合金涂 层的制备技术的研究具有非常重要的意义。 但目前将钛及钛合金涂层制备在钢材表面形成稳定钛、铁链接的有两方面难点: 一方面钛、铁两种金属间物理、化学性能差异较大,使其成型变得困难,同时焊接过程中会 产生大量的气孔、裂纹等缺陷;另一方面钛-铁之间形成的金属化合物在常温下能够稳定存 在,且其晶体表现为本征脆性,这些化合物的存在对结合界面的性能都将产生不利影响,因 此这两方面限制了钛和钢的直接复合。并且工业上所应用的轧制法、爆炸焊接等钛铁链接 方法虽然可以实现性能差异较大金属的复合,但产品规格主要是厚度较大的中厚板材,并 不适用于不规则零部件的制备与修复。 而目前针对钢材表面涂层的制备改进方法包括:如CN107937876A/一种具有硬度 梯度层支撑的TiAlN复合超硬涂层及其制备方法的发明专利申请,其采用等离子氮碳共渗 技术制备氮碳共渗层后配以离子源辅助电子束物理气相沉积技术制备氮铝钛涂层;又如 CN103496211B/低碳钢表面钛-氮-碳-铝-氧纳米陶瓷涂层及其制备方法的发明专利申请, 其采用渗碳配合气相沉积的的方式进行复合纳米陶瓷涂层的制备。 但是,上述工艺并非针对于钢材表面制备钛及钛合金涂层进行改进,同时目前国 内外也几乎没有针对性地改进工艺,且当上述工艺用于钢材表面制备钛及钛合金涂层时, 并无法实现提高钛铁链接强度的效果,并且仍存在容易产生涂层缺陷以及钛和铁的金属化 合物,导致涂层与基体材料之间产生脆性,涂层容易从钢材基体上脱落等问题。
技术实现要素:
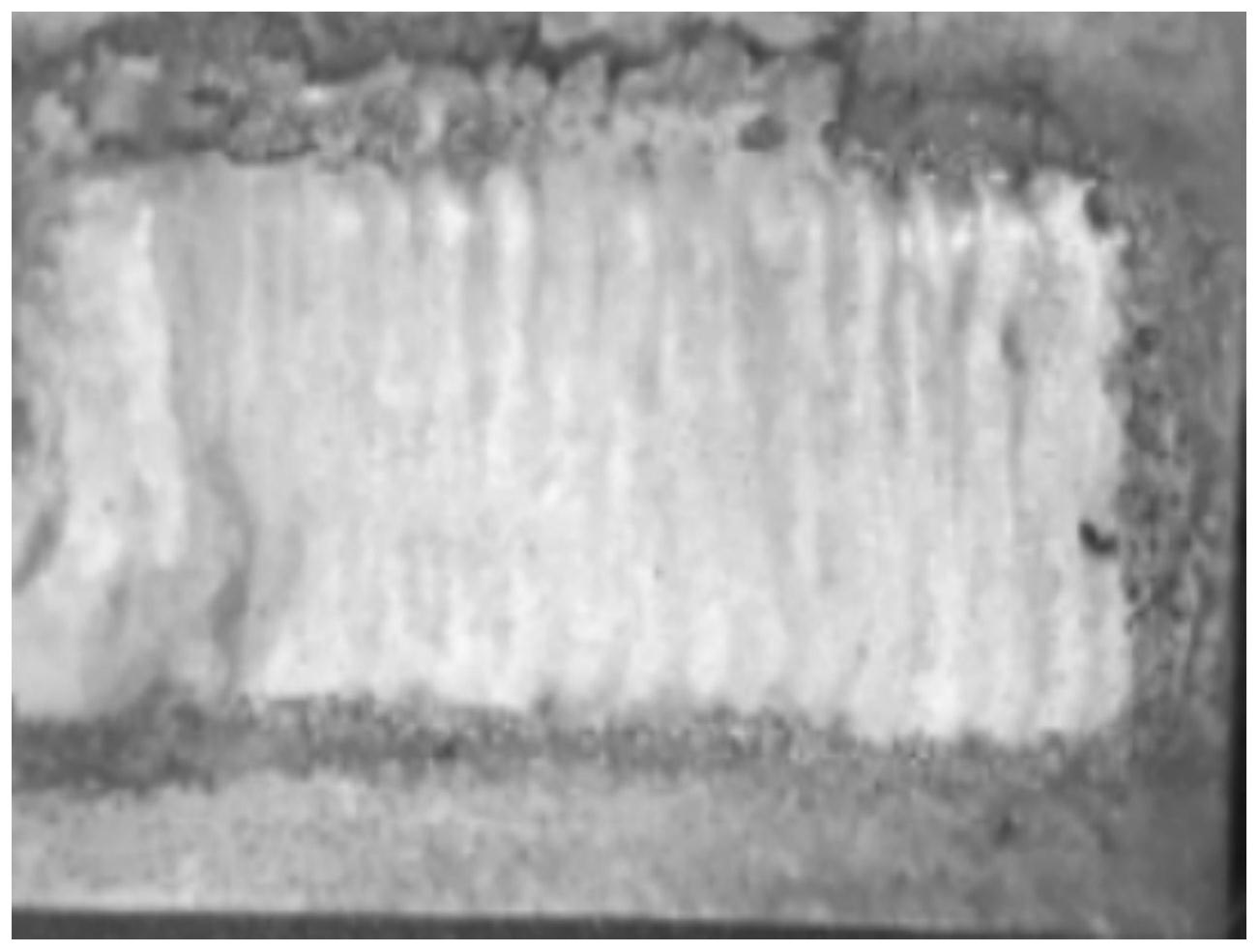
为解决现有的钢材在表面制备钛及钛合金涂层时存在钛铁链接较难,存在如容易 出现脆相、复合性差、成型困难、缺陷较多或成本过高等一系列问题,本发明提供了一种等 离子熔覆制备金属过渡层的方法。 本发明的目的在于: 3 CN 111607754 A 说 明 书 2/12 页 一、有效降低现有钢系基体材料表面制备钛及钛合金涂层的难度,并通过金属过渡层 的制备提高钛铁链接效果; 二、提高后续钛及钛合金涂层制备后钛及钛合金涂层与基体材料的结合强度; 三、具有对大多数钢材和钛及钛合金涂层均可用,具有良好的普遍适用性; 四、方法简洁高效,对设备要求低。 为实现上述目的,本发明采用以下技术方案。 一种等离子熔覆制备金属过渡层的方法, 所述方法包括: 以金属粉末为原料在基体材料上通过等离子熔覆的方式制备过渡层; 等离子熔覆配合同步送粉进行。 本发明通过等离子熔覆的方式,将金属粉末熔覆在基体材料表面形成过渡层,通 过过渡层的作为钛铁链接的过度链接,以降低钛及钛合金涂层的形成难度,使得后续钛系 金属粉末熔覆形成钛层时更加方便,并且提高了钛铁链接效果,使得钛层与基体材料的结 合强度,实现了高效且有效制备钛合金涂层的效果。 并且,相较于另一熔覆工艺激光熔覆而言,等离子熔覆虽具有熔覆变形大、熔覆精 度略差、加热/冷却较慢和焊缝通常较宽、内应力产生区间较大等缺点,但对于一种实用工 艺而言,等离子熔覆也具有稳定性更高、材料限制少、送粉简便和设备要求的成本、操作等 要求较低等优点,具有广泛地普适性,因而其对于本发明技术方案而言,具有独特的不可替 代性,能够实现各种成分或结构的过渡层和钛层的制备和组合,以形成适应不同需求的钛 合金涂层制备,整体方案在实际生产和使用过程中具有巨大的灵活性。 同步送粉即在等离子熔覆过程中形成熔池的同时将金属粉末直接送入熔池。通过 研究发现,将等离子熔覆与同步送粉工艺混合,用以过渡层的制备,即分别用于过渡层的制 备时,能够有效降低熔覆变形大、熔覆精度较差所带来的不利影响,提高了熔覆效果以及所 制得的过渡层的品质,使其与基体材料更有效、更稳定地结合,此外,充分利用了加热/冷却 较慢的特点,使得同步送粉工艺的难度也得以下降,熔池保持时间更长且易于控制,使得金 属粉末与所形成的熔池充分融合,有利于实现均匀的熔覆,区域过度性更佳,并且使得焊缝 缩窄以及层与基体材料之间的结合强度,整体上综合提高了过渡层的品质以及其与基体材 料的结合强度,并且有利于在后续进行钛及钛合金涂层制备时进一步降低钛铁链接难度。 作为优选, 所述等离子熔覆控制参数如下: 工作电流100~260A,工作电压5~30V,扫描速度0.01~1.0m/min,送粉气、等离子工作 气和保护气的体积流量为0.2~1.2m3/h。 在上述参数条件下进行等离子熔覆的效果更佳。工作电流和工作电压的大小直接 影响了熔覆过程中加热速率,影响了熔池的形成速率以及可控性,加热速率过大则熔池可 控性较差,容易产生熔池过深等问题,而加热速率过小则难以形成足够深度的熔池,并且熔 融和冷却一旦趋于平衡,会极大程度地影响熔覆质量,导致过渡层的品质急剧下降。扫速也 间接影响了熔池的可控性,扫速过大则熔池过浅且容易快速凝固、扫速过小则熔池过深。此 外,工作电流、工作电压和扫速综合决定了过渡层的厚度,对过渡层的品质起着较大的影响 作用。 4 CN 111607754 A 说 明 书 3/12 页 作为优选, 所述等离子熔覆过程中: 焊枪喷嘴距待加工面表面7.8~8.2mm,焊枪钨极内缩4.8~5.2mm。 在上述条件下等离子束聚焦较好,等离子熔覆的效果更佳。 作为优选, 所述等离子工作气、送粉气和保护气均为氩气。 鉴于基体材料与钛材料的特点,为避免在高温下因为气体产生其他杂相,离子工 作气、送粉气和保护气均选择氩气。 作为优选, 所述金属粉末包括Cu、Mn、Co、Ag、Mo、Ta、Nb、W和V中的任意一种或多种。 经研究发现,上述成分的过渡层金属粉末对于提高钛铁链接效果和降低钛铁链接 难度而言,产生的效果最优。 作为优选, 所述基体材料为钢; 所述钢为碳钢或低合金钢。 本发明技术方案对于钢系基体材料具有普遍适用性,而上述碳钢和低合金钢本身 所存在的钛铁链接难度大的问题较为显著,用于该两种钢材时所产生的改善钛铁链接效果 也最为显著。 一种等离子熔覆制备金属过渡层的方法, 所述方法包括: 以金属粉末为原料在基体材料上通过等离子熔覆的方式制备过渡层; 并在过渡层上以金属粉末为原料进一步通过等离子熔覆的方式制备至少一层次过渡 层; 所述等离子熔覆配合同步送粉进行。 本发明通过等离子熔覆的方式,将金属粉末熔覆在基体材料表面形成过渡层,通 过过渡层的作为钛铁链接的过度链接,以降低钛及钛合金涂层的形成难度,使得后续钛系 金属粉末熔覆形成钛层时更加方便,并且提高了钛铁链接效果,使得钛层与基体材料的结 合强度,实现了高效且有效制备钛合金涂层的效果。 并且,相较于另一熔覆工艺激光熔覆而言,等离子熔覆虽具有熔覆变形大、熔覆精 度略差、加热/冷却较慢和焊缝通常较宽、内应力产生区间较大等缺点,但对于一种实用工 艺而言,等离子熔覆也具有稳定性更高、材料限制少、送粉简便和设备要求的成本、操作等 要求较低等优点,具有广泛地普适性,因而其对于本发明技术方案而言,具有独特的不可替 代性,能够实现各种成分或结构的过渡层和钛层的制备和组合,以形成适应不同需求的钛 合金涂层制备,整体方案在实际生产和使用过程中具有巨大的灵活性。 同步送粉即在等离子熔覆过程中形成熔池的同时将金属粉末直接送入熔池。通过 研究发现,将等离子熔覆与同步送粉工艺混合,用以过渡层的制备,即分别用于过渡层的制 备时,能够有效降低熔覆变形大、熔覆精度较差所带来的不利影响,提高了熔覆效果以及所 制得的过渡层的品质,使其与基体材料更有效、更稳定地结合,此外,充分利用了加热/冷却 较慢的特点,使得同步送粉工艺的难度也得以下降,熔池保持时间更长且易于控制,使得金 5 CN 111607754 A 说 明 书 4/12 页 属粉末与所形成的熔池充分融合,有利于实现均匀的熔覆,区域过度性更佳,并且使得焊缝 缩窄、提高层与层之间以及层与基体材料之间的结合强度,整体上综合提高了过渡层的品 质以及其与基体材料的结合强度,并且有利于在后续进行钛及钛合金涂层制备时进一步降 低钛铁链接难度。 此外,次过渡层的制备,能够进一步实现过渡层的功能化,通过不同成分的过渡层 的制备进一步实现钢材的表面改性、实现功能化,并且可根据钛合金涂层的的成分不同对 过渡层的成分及层结构进行调控,以实现更好的钛铁链接效果,提高各层间的结合强度,进 一步提高了本发明方法的适用性。 作为优选, 所述所述等离子熔覆控制参数如下: 工作电流100~260A,工作电压5~30V,扫描速度0.01~1.0m/min,送粉气、等离子工作 气和保护气的体积流量为0.2~1.2m3/h。 在上述参数条件下进行等离子熔覆的效果更佳。工作电流和工作电压的大小直接 影响了熔覆过程中加热速率,影响了熔池的形成速率以及可控性,加热速率过大则熔池可 控性较差,容易产生熔池过深等问题,而加热速率过小则难以形成足够深度的熔池,并且熔 融和冷却一旦趋于平衡,会极大程度地影响熔覆质量,导致过渡层的品质急剧下降。扫速也 间接影响了熔池的可控性,扫速过大则熔池过浅且容易快速凝固、扫速过小则熔池过深。此 外,工作电流、工作电压和扫速综合决定了过渡层的厚度,对过渡层的品质起着较大的影响 作用。 作为优选, 所述等离子熔覆过程中: 焊枪喷嘴距待加工面表面7.8~8.2mm,焊枪钨极内缩4.8~5.2mm。 在上述条件下等离子束聚焦较好,等离子熔覆的效果更佳。 作为优选, 所述等离子工作气、送粉气和保护气均为氩气。 鉴于基体材料与钛材料的特点,为避免在高温下因为气体产生其他杂相,离子工 作气、送粉气和保护气均选择氩气。 作为优选, 所述次过渡层在制备时,在进行等离子熔覆前在待熔覆的区域覆设厚度为0.5~2.5mm 含有金属粉末的预调浆层,随后依次进行空冷和热干燥; 所述空冷持续1~4h; 所述热干燥于100~180℃条件下进行2~6h。 由于等离子熔覆装置大多存在只能对球形粉末进行送粉的局限性,而预调浆配合 送粉的模式可以使得不规则的非球形粉末得到应用,降低了应用成本,拓宽了等离子熔覆 的应用范围; 同时,简单采用预调浆会对同步送粉/等离子熔覆产生不利的影响,影响熔池的形成导 致同步送粉产生一定的“延迟性”,因此需要对预调浆进行一定的处理,首先形成固化的预 调浆层,以协调后续同步送粉/等离子熔覆工艺的进行。 作为优选, 6 CN 111607754 A 说 明 书 5/12 页 所述预调浆由金属粉末、小分子极性溶剂和阿拉伯胶组成,阿拉伯胶与小分子极性溶 剂以质量比1:(2~10)的比例混合作为粘结剂,金属粉末与粘结剂的质量比为(5~20):(4 ~9)。 经过研究发现,采用上述体系的预调浆效果较为优异,过渡层中基本不残留杂质, 并且固化效果好,固化后预调浆所形成的固化层平整性较高,对于熔池的形成影响小,与同 步送粉/等离子熔覆的配合效果优异。小分子极性溶剂为水或者乙醇。 作为优选, 所述金属粉末包括Cu、Mn、Co、Ag、Mo、Ta、Nb、W和V中的任意一种或多种。 经研究发现,上述成分的过渡层金属粉末对于提高钛铁链接效果和降低钛铁链接 难度而言,产生的效果最优。 作为优选, 所述基体材料为钢; 所述钢为碳钢或低合金钢。 本发明技术方案对于钢系基体材料具有普遍适用性,而上述碳钢和低合金钢本身 所存在的钛铁链接难度大的问题较为显著,用于该两种钢材时所产生的改善钛铁链接效果 也最为显著。 作为优选, 本发明所用的金属粉末粒度均为70~180μm。 经过研究发现,金属粉末粒度并非越小越好,金属粉末较小时首先会产生成本升 高的问题,而金属粉末过大则会对送粉过程产生影响。 本发明的有益效果是: 1)通过等离子熔覆配合同步送粉的方式,克服了钛铁链接难的缺陷; 2)可进行选区熔覆,节省熔覆材料的同时提高了工艺的灵活性; 3)过渡层制备后在后续进行钛及钛合金涂层制备时,能够显著减少气孔、裂纹等缺陷, 增强钛及钛合金涂层的结合稳定性,得到了性能优异的钛及钛合金涂层; 4)本发明可控参数较多,可以更好的实现对涂层质量的控制,工艺可控性好,制备工艺 简单、操作方便、效率高、易于实现。 附图说明 图1为实施例1所制得最终产物的宏观形貌图; 图2为实施例1所制得最终产物的截面图; 图3为实施例1所制得最宠产物的截面元素分布图。











