
技术摘要:
本发明公开了一种无缝钢管在线冷却工艺中钢管平直度检测系统及检测方法,涉及钢管生产制造技术领域,主要目的是避免平直度不合格的钢管在线冷却过程因无法均匀化冷却而造成管型不良加剧,对在线控制冷却系统造成损坏及发生卡死需停产,影响生产稳定性。本发明主要技术 全部
背景技术:
无缝钢管是一种重要的经济钢材,是国防和国民经济建设的重要原材料之一,广 泛应用于石油、军工和航天等多个领域。 采用控制冷却的热轧无缝钢管的生产工艺流程中,钢管经轧管机和定径机轧制后 的钢管会直接通过在线冷却装置进行快速冷却,使钢管从高温状态快速冷却下来,在线冷 却装置由平行设置的若干独立圆形喷环构成,每个独立喷环内侧沿圆周均匀分布有倾斜高 压喷嘴。 然而,由于热轧无缝钢管在生产过程中,难免会产生钢管管头翘曲及破损、管身弯 曲等情况,即钢管的平直度在控制冷却之前无法保证,若生产中的钢管管头翘曲情况严重 或者破损严重,则无法进入在线冷却装置,对冷却喷环造成一定的破坏;同时,钢管平直度 不合格,则钢管和冷却喷环无法保证同心,钢管圆周方向受到的冷却效果不同,会导致冷却 不均匀问题,进一步增加钢管翘曲,使其卡在装置中无法前进,需要停止生产来解决问题, 消耗人力物力财力,影响生产稳定性,造成工厂损失。
技术实现要素:
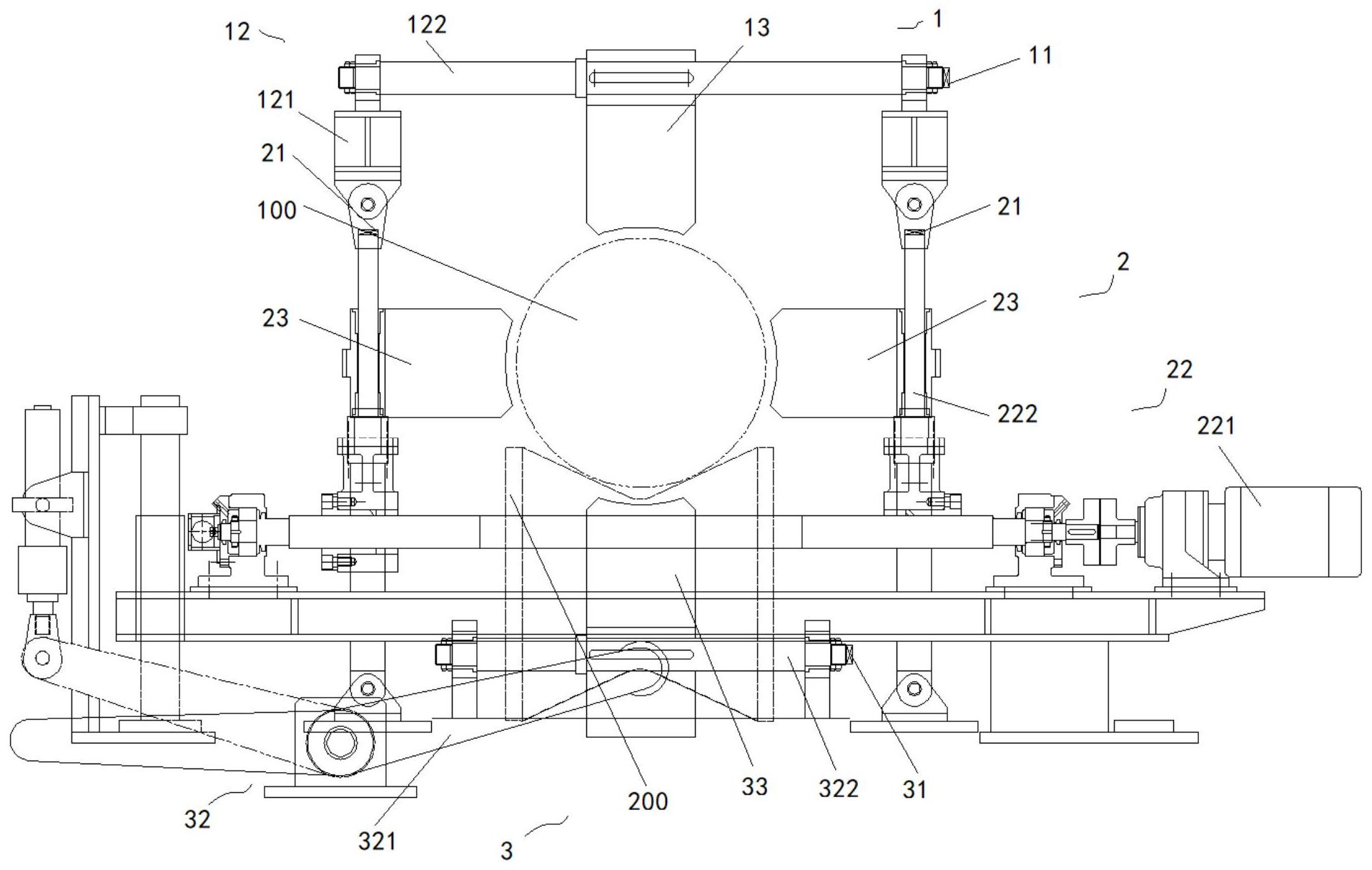
有鉴于此,本发明实施例提供一种无缝钢管在线冷却工艺中钢管平直度检测系统 及检测方法。主要目的是避免平直度不合格的钢管在线冷却过程无法实现均匀化冷却从而 造成管型不良加剧,对在线控制冷却系统造成损坏,及发生卡死需停产,影响生产稳定性。 为达到上述目的,本发明主要提供如下技术方案: 第一方面,本发明实施例提供了一种热轧无缝钢管平直度在线检测系统,用于安 装在热轧生产线的输送辊道处,且与上料翻转装置相距预设距离,包括: 第一检测装置,所述第一检测装置位于所述输送辊道的上部,所述第一检测装置 包括第一检测模块、第一位置调节机构和与所述第一位置调节机构转动连接的第一摆片; 第二检测装置,所述第二检测装置位于所述输送辊道的侧部,所述第二检测装置 包括第二检测模块、第二位置调节机构和分别与所述第二位置调节机构转动连接且相对的 两个第二摆片; 第三检测装置,所述第三检测装置位于所述输送辊道的下部,所述第三检测装置 包括第三检测模块、第三位置调节机构和与所述第三位置调节机构转动连接的第三摆片; 其中,所述第一检测装置、第二检测装置和第三检测装置用于沿所述输送辊道的 轧制方向依次布置,所述第一位置调节机构、第二位置调节机构和第三位置调节机构分别 用于调节所述第一摆片、第二摆片和第三摆片与所述钢管之间的距离,所述第一检测模块、 第二检测模块和第三检测模块分别用于检测所述第一摆片、第二摆片和第三摆片的摆动角 4 CN 111589881 A 说 明 书 2/7 页 度。 进一步地,所述第一摆片、第二摆片和第三摆片上与所述钢管相对的一端端面分 别为与所述钢管轮廓形状相适配的弧形面。 进一步地,所述第一位置调节机构包括第一液压驱动部和第一位移传感器,所述 第一液压驱动部具有第一输出端,所述第一输出端转动连接有第一转轴; 所述第一摆片连接于所述第一转轴。 进一步地,所述第一检测模块为第一编码器,所述第一编码器连接于所述第一转 轴的轴端。 进一步地,所述第二位置调节机构包括第二液压驱动部和第二位移传感器,所述 第二液压驱动部具有两个第二输出端,两个所述第二输出端分别连接有第二转轴; 两个所述第二摆片分别转动连接于所述第二转轴。 进一步地,所述第二检测模块为两个第二编码器,两个所述第二编码器分别连接 于两个所述第二转轴的轴端。 进一步地,所述第三位置调节机构包括第三液压驱动部和第三位移传感器,所述 第三液压驱动部具有第三输出端,所述第三输出端转动连接有第三转轴; 所述第三摆片连接于所述第三转轴。 进一步地,所述第三检测模块为第三编码器,所述第三编码器连接于所述第三转 轴的轴端。 第二方面,本发明实施例提供了一种热轧无缝钢管平直度在线检测方法,用于前 述的热轧无缝钢管平直度在线检测系统,所述方法包括: 根据钢管的直径和平直度要求,通过所述第一位置调节机构、第二位置调节机构 和第三位置调节机构依次分别调节所述第一摆片、第二摆片和第三摆片与所述钢管之间的 预设距离至平直度误差允许范围内; 将定径后的所述钢管以预设速度在所述输送辊道上依次通过所述第一摆片、第二 摆片和第三摆片,且所述第一检测模块、第二检测模块和第三检测模块依次分别检测所述 第一摆片、第二摆片和第三摆片的转动角度值; 当所述第一摆片、第二摆片和第三摆片的转动角度值均小于预设值时,则表示所 述钢管的平直度达到在线冷却的要求,可进行在线控制冷却工艺; 当所述第一摆片、第二摆片和第三摆片的转动角度值中有一个或多个大于所述预 设值时,则表示所述钢管的平直度未达到在线冷却的要求,需通过所述输送辊道运送至冷 床; 其中,所述钢管的外径D为200-460mm,且当所述钢管的外径200mm≤D<325mm时, 所述预设距离为15mm,所述预设值为8°;当所述钢管的外径325mm<D≤460mm时,所述预设 距离为20mm,所述预设值为15°。 借由上述技术方案,本发明至少具有以下有益效果: 本发明实施例提供的技术方案中,定径后的热轧无缝钢管在进行在线控制冷工艺 之前,可以在输送辊道上依次经过第一检测装置、第二检测装置和第三检测装置,进行钢管 整个长度的平直度在线检测,当第一检测模块、第二检测模块和第三检测模块检测到第一 摆片、第二摆片和第三摆片的转动角度都小于预设值时,则表示该钢管的平直度能达到在 5 CN 111589881 A 说 明 书 3/7 页 线冷却的要求,即可进行在线冷却工艺,而当一摆片、第二摆片和第三摆片的转动角度中有 一个或多个大于预设值时,则表示该钢管的平直度未能达到在线冷却的要求,需要剔除而 不能进行在线冷却工艺,从而避免了平直度不合格的钢管在线冷却过程无法实现均匀化冷 却从而造成管型不良加剧,对在线控制冷却系统造成损坏,及发生卡死需停产,保证了生产 稳定性,节约人力物力财力,避免工厂损失。 附图说明 图1为本发明实施例提供的一种热无缝钢管在线冷却工艺中钢管平直度检测系统 的结构示意图; 图2为本发明实施例提供的一种无缝钢管在线冷却工艺中钢管平直度检测系统的 侧视图; 图3为本发明实施例提供的一种热轧生产线的结构示意图。











