
技术摘要:
本发明能够更可靠地防止垫圈从安装螺纹部脱落。火花塞(1)的制造方法包括配置工序、接触工序以及变形工序。在配置工序中,将安装螺纹部(30)贯穿于垫圈(50),将垫圈(50)配置于安装螺纹部(30A)与座部(32)之间。在接触工序中,使治具(60)从前端侧相对于通过配置工序配置的 全部
背景技术:
专利文献1所公开的火花塞100具有安装螺纹部52、凸缘状的密封部54以及环状的 垫圈5。垫圈5被安装螺纹部52贯穿,并配置在存在于安装螺纹部52与密封部54之间的螺纹 颈59的周围。在垫圈5,从与密封部54侧相反的那一侧抵接有治具,从而自身的内缘的局部 被压扁并向自身的径向内侧变形。由此,垫圈5的内径变得比安装螺纹部52的最大外径小, 因此,能够抑制该垫圈5从安装螺纹部52脱落。 现有技术文献 专利文献 专利文献1:日本特开2013-149623号公报
技术实现要素:
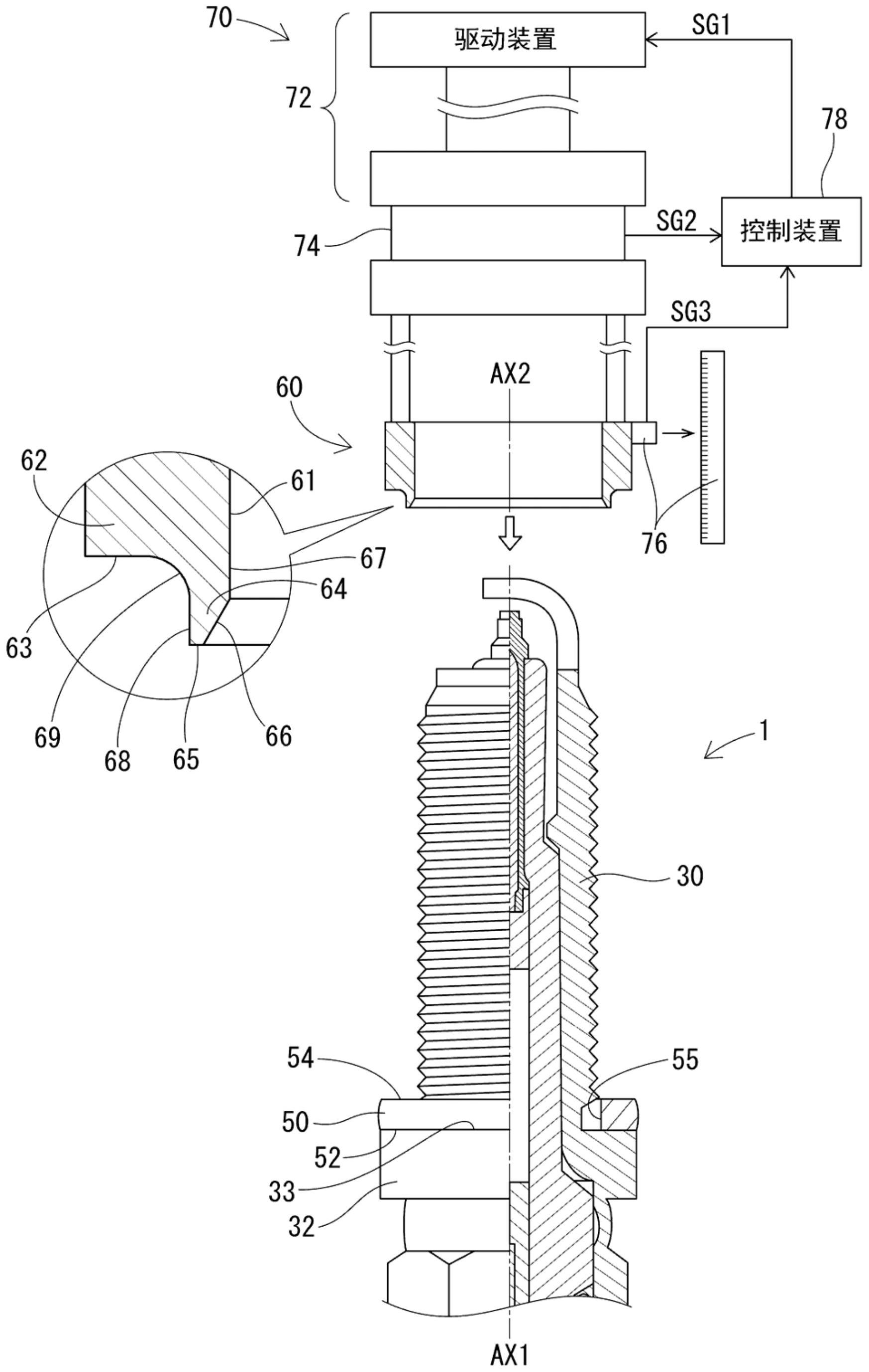
发明要解决的问题 在专利文献1所公开的火花塞100中,需要使垫圈以不会从安装螺纹部52脱落的程 度变形。作为使垫圈5以不会从安装螺纹部52脱落的程度变形的方法,能够想到例如这样的 方法,即,利用治具按压垫圈5,直到施加于治具的载荷达到设定载荷(例如10000N)为止。这 样,能够使垫圈5以一定的载荷变形,因此,通过设定恰当的设定载荷,能够使垫圈5以能够 抑制从安装螺纹部52脱落的程度变形。但是,使垫圈5变形的治具由于重复使垫圈5变形而 磨耗,因此,即使在施加了相同的载荷的情况下,伴随着磨耗,该治具嵌入垫圈5的深度变 浅。因此,垫圈5的变形量变小,从安装螺纹部52脱落的可能性变高。 本发明是为了解决上述课题中的至少一者而完成的,其应该解决的课题为,提供 一种能够更可靠地防止垫圈从安装螺纹部脱落的技术。 用于解决问题的方案 本发明的火花塞的制造方法用于制造一种火花塞,该火花塞具有: 筒状的主体金属壳体,其具有形成于自身的前端侧外周的安装螺纹部和设于所述 安装螺纹部的后端侧并向径向外侧突出的座部;以及 垫圈,其构成为实心环状,并且配置于所述安装螺纹部与所述座部之间,在该火花 塞的制造方法中包括: 配置工序,在该工序中,将所述安装螺纹部贯穿于所述垫圈,将所述垫圈配置于所 述安装螺纹部与所述座部之间; 接触工序,在该工序中,使治具从所述前端侧相对于通过所述配置工序配置的所 述垫圈接触,并且使所述治具向所述后端侧移动,直到从所述垫圈施加于所述治具的载荷 达到预先规定的设定载荷为止;以及 变形工序,在该工序中,在所述接触工序之后使所述治具进一步向所述后端侧移 3 CN 111613972 A 说 明 书 2/11 页 动预先规定的设定距离的量,利用所述治具按压所述垫圈,使所述垫圈的内缘部向所述垫 圈的径向内侧变形。 根据该结构,治具在从垫圈被施加的载荷达到了设定载荷之后,向后端侧移动设 定距离的量。因此,治具在与垫圈相接触并被施加了设定载荷之后,进一步向垫圈压入设定 距离的量。因此,能够抑制治具的压入比设想的浅的情形,因此,能够抑制因治具的压入比 设想的浅而导致垫圈的内缘部未充分向径向内侧变形这样的情形。因而,根据该结构,能够 更可靠地防止垫圈从安装螺纹部脱落。 也可以是,在接触工序中,至少在施加于治具的载荷达到了设定载荷的时刻,在垫 圈形成由治具的按压所产生的凹部。 例如若垫圈以相对于座部倾斜的不正确的姿势配置,并在维持不正确的姿势的状 态下结束接触工序,则使治具从垫圈未被治具和座部夹着的状态进一步向火花塞的后端侧 移动设定距离的量,因此,有可能垫圈不会正常地变形。 但是,根据该结构,在接触工序中,能够在垫圈形成凹部的程度的载荷被施加于垫 圈,在该载荷达到了设定载荷的时刻,在垫圈形成由治具的按压所产生的凹部。因此,即使 在例如垫圈以不正确的姿势配置的情况下,通过垫圈被施加能够形成凹部的程度的载荷, 也能够在向变形工序转移之前的阶段被矫正为正确的姿势。并且,能够形成垫圈被治具和 座部夹着的状态并结束接触工序。因此,根据该结构,能够抑制因在垫圈为不正确的姿势的 状态下开始变形工序而导致垫圈不会正常地变形这样的情形。 也可以是,治具在自身的一端具有环状的爪部。 也可以是,在变形工序中,在垫圈的周向整周上,利用爪部对垫圈以环状进行按 压。 根据该结构,容易在垫圈的周向整周上均等地施加压力,因此,垫圈容易在周向整 周上均等地变形。 也可以是,在接触工序中,在如下情况下判断为异常,即,即使治具到达预先规定 的基准位置,但施加于治具的载荷未达到设定载荷。 根据该结构,虽然到达了原本施加于治具的载荷达到设定载荷的位置,但在施加 于治具的载荷未达到设定载荷的情况下,能够检测到异常的发生。 也可以是,在变形工序中,在如下情况下判断为异常,即,即使在治具移动了设定 距离的量之后,施加于治具的载荷也为预先规定的基准载荷以下。 例如若垫圈以相对于座部倾斜的不正确的姿势配置,并在维持不正确的姿势的状 态下结束接触工序,则使治具从垫圈未被治具和座部夹着的状态进一步向火花塞的后端侧 移动设定距离的量,因此,有可能垫圈不会正常地变形。但是,根据该结构,容易检测到这样 的异常的发生。具体如以下所述。 例如在垫圈为不正确的状态下施加于治具的载荷达到了设定载荷的情况下,之后 在变形工序中,在治具进一步按压垫圈时,有可能垫圈被矫正为正确的姿势。当垫圈变为正 确的姿势时,在治具与座部之间移动自如,难以对该垫圈施加来自治具的按压力。因此,会 发生如下的情形,即,在治具移动了设定距离的量的时刻施加于治具的载荷为预先规定的 基准载荷以下。并且,根据上述结构,在如下情况下判断为异常,即,即使在治具移动了设定 距离的量之后,施加于治具的载荷也为预先规定的基准载荷以下。 4 CN 111613972 A 说 明 书 3/11 页 因而,容易检测到因垫圈以不正确的姿势配置而导致垫圈不会正常地变形这样的 异常的发生。 也可以是,将垫圈设为铜垫圈。 根据该结构,能够将上述垫圈制成具有较高的密封性和耐久性的垫圈。 发明的效果 根据本发明,能够更可靠地防止垫圈从安装螺纹部脱落。 附图说明 图1是例示火花塞的整体结构的说明图。 图2是例示压力机和治具的结构的说明图。 图3是例示将垫圈安装于主体金属壳体的工序的流程的流程图。 图4的(A)是例示在未配置垫圈的状态下开始接触工序的情形的说明图。图4的(B) 是例示在接触工序中,治具到达了基准位置的情形的说明图。 图5的(A)是例示在配置工序中,垫圈以不正确的姿势配置的情形的说明图。图5的 (B)是例示在垫圈维持不正确的姿势的状态下施加于治具的载荷达到了设定载荷的情形的 说明图。图5的(C)是例示如下情形的说明图,即,虽然治具的移动距离达到了设定距离,但 施加于治具的载荷为基准载荷以下,因此判断为异常。图5的(D)是例示垫圈通过被治具按 压而变为正确的姿势的情形的说明图。图5的(E)是例示在接触工序中施加于治具的载荷达 到了设定载荷的情形的说明图。图5的(F)是例示在变形工序中,垫圈正常地变形的情形的 说明图。 图6的(A)是例示在配置工序中,垫圈以正确的姿势配置的情形的说明图。图6的 (B)是例示在接触工序中施加于治具的载荷达到了设定载荷的情形的说明图。图6的(C)是 例示在变形工序中,垫圈正常地变形的情形的说明图。 附图标记说明 1、火花塞;20、主体金属壳体;30、安装螺纹部;32、座部;50、垫圈;55、内缘部;56、 凹部;60、治具;64、爪部。











