
技术摘要:
本发明涉及一种精密电连接器的智能盲插装配单元,所述盲插装配单元包括电连接器上料装置、装配机构、控制单元和工作台装置;所述电连接器上料装置、所述装配机构和所述控制单元分别设置在装配工位上;所述电连接器上料装置用于电连接器的自动上料;所述装配机构用于实 全部
背景技术:
随着科学技术的发展,现代电气设备的互联方式已由传统的电缆连接逐步升级为 盲插电连接器连接,盲插电连接器体积小、质量轻,能够极大地节省空间、降低产品重量。目 前常用的电连接器互连方案由三部分组成,两个插座和一个双阴转接器,通过双阴转接器 实现电气连接,这类互连技术常用的连接器有MBX型、BMP型和SMP型。 如图1和图2所示的某两类盲插电连接器,该类电连接器传输射频信号,其表面镀 层质量及装配一致性是影响产品电性能的重要原因。当前盲插电连接器的装配主要依靠手 工装配,装配时,刮擦、汗渍等对电连接器表面镀层损伤风险较大;不同人、不同时间内电连 接器的装配质量也不一样。经调研,部分连接器厂家、使用方会根据特定的连接器型号定制 装配机构,适用范围小,基本无法实现推广应用。 如专利号为CN 103702535 A的发明专利一种机箱盲插连接器的定位装置,其能保 证盲插连接器的装配精度,但是无法实现自动装配、适用范围较小、柔性较差,且无法保证 每次装配的一致性。
技术实现要素:
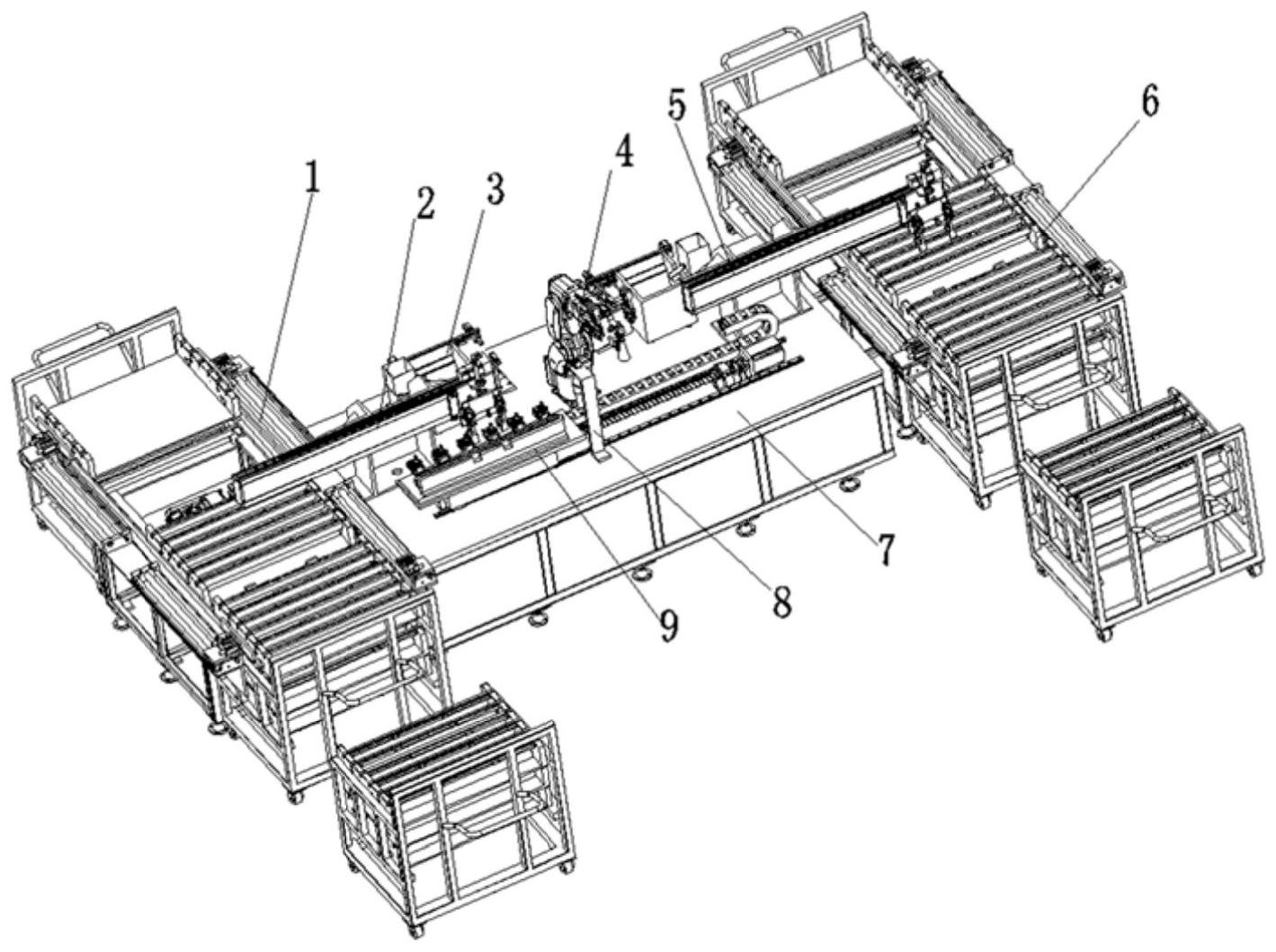
为解决盲插电连接器的装配质量及一致性较差的问题,本发明提供一种精密电连 接器的智能盲插装配单元,其能够实现盲插电连接器的智能化、高精度、高可靠装配,保证 产品精度与电性能指标。 一种精密电连接器的智能盲插装配单元,其特征在于,所述盲插装配单元包括电 连接器上料装置、装配机构、控制单元和工作台装置;所述电连接器上料装置、所述装配机 构和所述控制单元分别设置在装配工位上; 所述电连接器上料装置用于电连接器的自动上料;所述装配机构用于实现所述电 连接器的抓取、定位及装配动作;所述控制单元用于控制所述电连接器上料装置、所述装配 机构和所述工作台装置各自动作;所述工作台装置用于待装件的逐一定位装夹,并将所述 待装件送至所述装配工位装配所述电连接器。 进一步地,所述装配机构包括力和位移传感组件、末端夹具、末端视觉系统;所述 力和位移传感组件、所述末端夹具和所述末端视觉系统均安装在所述装配机构的端部; 所述力和位移传感组件用于采集装配动态的实时参数,并将参数传送至所述控制 单元;所述末端夹具用于抓取所述电连接器上料装置输送的所述电连接器;所述末端视觉 系统用于对所述电连接器在所述待装件上的预装位置以及所述电连接器实时定位,并将定 位信息传送至所述控制单元;所述装配机构通过所述控制单元驱动实时调整所述电连接 器,实现所述电连接器在所述待装件上的自适应装配。 4 CN 111590284 A 说 明 书 2/5 页 进一步地,所述装配机构还包括底座、六轴机械手、气缸夹爪和装配面板;所述六 轴机械手安装在所述底座上,并能够围绕所述底座进行六轴向转动;所述气缸夹爪一端与 六轴机械手端部相连,所述气缸夹爪的另一端与所述装配面板相固定;所述力和位移传感 组件、所述末端夹具与所述末端视觉系统分别安装在所述装配面板上。 进一步地,所述末端夹具包括支座、阀芯、精密应变簧、导向杆、柔性夹爪和安装 板;所述支座安装在所述装配机构底端,所述阀芯一端安装在所述支座上,另一端穿过所述 安装板与所述柔性夹爪相连;所述精密应变簧的上下两端分别与所述支座和所述安装板连 接,并套装在所述阀芯上;所述导向杆套装在所述柔性夹爪上,且固定在所述安装板上;所 述柔性夹爪在所述阀芯作用下伸出所述导向杆后能够张开。 进一步地,所述柔性夹爪的底端由多个记忆钛合金制成的爪组成。 进一步地,所述柔性夹爪的内侧设有耐磨柔软非金属材料层。 进一步地,所述电连接器上料装置内所有与所述电连接器接触的表面均具有非金 属面料层。 进一步地,所述盲插装配单元还包括视觉检测系统,所述视觉系检测系统安装在 所述装配工位上,位于所述工作台装置上方,用于检测进入所述装配工位的所述待装件的 准确性及初次定位的信息,并将检测参数传送至所述控制单元,同时还对装配后的工件进 行实时检测。 进一步地,所述盲插装配单元还包括工件送料装置和工件上料装置,所述工件送 料装置位于所述控制单元的一侧,用于将所述待装件从产品标准托盘中取出并送至指定位 置;所述工件上料装置位于所述控制单元的侧上方,用于将所述待装件从所述指定位置取 出,并将所述待装件逐一传送至所述工作台装置上。 进一步地,所述盲插装配单元还包括工件下料装置和工件出料装置,所述工件下 料装置夹取装配完毕的工件将其送至所述工件出料装置,通过所述工件出料装置送出。 本发明的有益效果: 本发明能够实现电连接器在待装件上的高质量、自动化装配,并能提高装配质量 的一致性。本发明通过待装件和电连接器的自动上料装置,以及装配机构实现自动取料、自 动装配,还利用视觉检测系统确定待装件的位置及装配后的工件缺装、漏装的检测,以提高 装配合格率。本发明还通过装配机构的六轴机械手、柔性夹爪等实现电连接器的多角度的 柔性装配,并利用力和位移传感组件和末端视觉系统,保证装配动态参数100%采集,以实 现电连接器的自适应装配,保证了产品装配质量一致性和可追溯性,装配合格率99%以上; 而且本发明还通过非金属材料层避免对电连接器表面的损伤。另外,本发明还可采用系列 化组件,能够适用于多种类似产品的高精度自动化装配,实现较高程度的柔性装配。 附图说明 图1为现有技术中盲插装配单元结构示意图一; 图2为现有技术中盲插装配单元结构示意图二; 图3为本发明精密电连接器的智能盲插装配单元结构示意图; 图4为本发明中装配机构的结构示意图; 图5为本发明中末端夹具的结构示意图。 5 CN 111590284 A 说 明 书 3/5 页 其中:1-工件送料装置、2-工件上料装置、3-电连接器上料装置、4-装配机构、41- 底座、42-六轴机械手、43-气缸夹爪、44-装配面板、45-力和位移传感器组件、46-末端夹具、 461-支座、462-阀芯、463-精密应变簧、464-导向杆、465-柔性夹爪、47-末端视觉系统、5-工 件下料装置、6-工件出料装置、7-控制单元、8-视觉检测系统、9-工作台装置。











