
技术摘要:
本发明公开了一种高透气度轻型医疗防护专用纸及其制造方法,该方法以特种木质纤维、漂白化学棉浆、漂白硫酸盐针叶木化学浆作纤维原料进行配抄,产品经均质、筛选、调料、冲浆、除砂、上浆、精筛、网部脱水成型、压榨、前干燥、表面施胶、后干燥、压光、卷取、打包而成 全部
背景技术:
高透气度轻型医疗防护专用纸主要用于制作一次性医疗防护用品,防护用品属于 医疗用屏蔽织物,主要着重阻隔性能。阻隔性能包括防止液体与微生物渗透的性能。医护人 员在进行医疗救护中,不可避免地会接触到病人的血液与体液,病人的血液与体液往往可 能携带HBV(肝炎B病毒)、HCV(肝炎C病毒)、HIV(艾滋病病毒)、SARS(冠状病毒)、SARS-CoV-2 (新型冠状病毒)等各种病原体。 随着人们对医疗安全的重视,医护人员的工作量和工作风险也在逐渐提高。医护 人员在护理病人时,为了保护自身不受感染,需要必要的医疗防护用品。传统的医疗防护用 品防护不到位,无法有效保护医护人员的生命安全和身体健康。由于我国的人口基数教大, 导致患者数量远大于医护人员数量,医护人员需要进行高强度的工作,对防护服的排汗通 风及安全性带来了挑战。 随着人们生活水平的提高,人们对健康的需求与日俱增,在医疗卫生行业和健康 领域,一次性医疗防护用品消费量巨大,一旦遇到突发公共卫生事件,其需求更是“井喷”, 市场前景广阔。传统的医疗防护用品主要由化纤无纺布制作而成,存在难降解、不吸汗、致 过敏、欠舒适等技术缺陷,大量使用不仅会造成环境污染,而且与人们对美好生活的向往背 道而弛。因此,市场呼唤一种可降解、抗过敏、易吸汗、高透气的新材料取而代之。
技术实现要素:
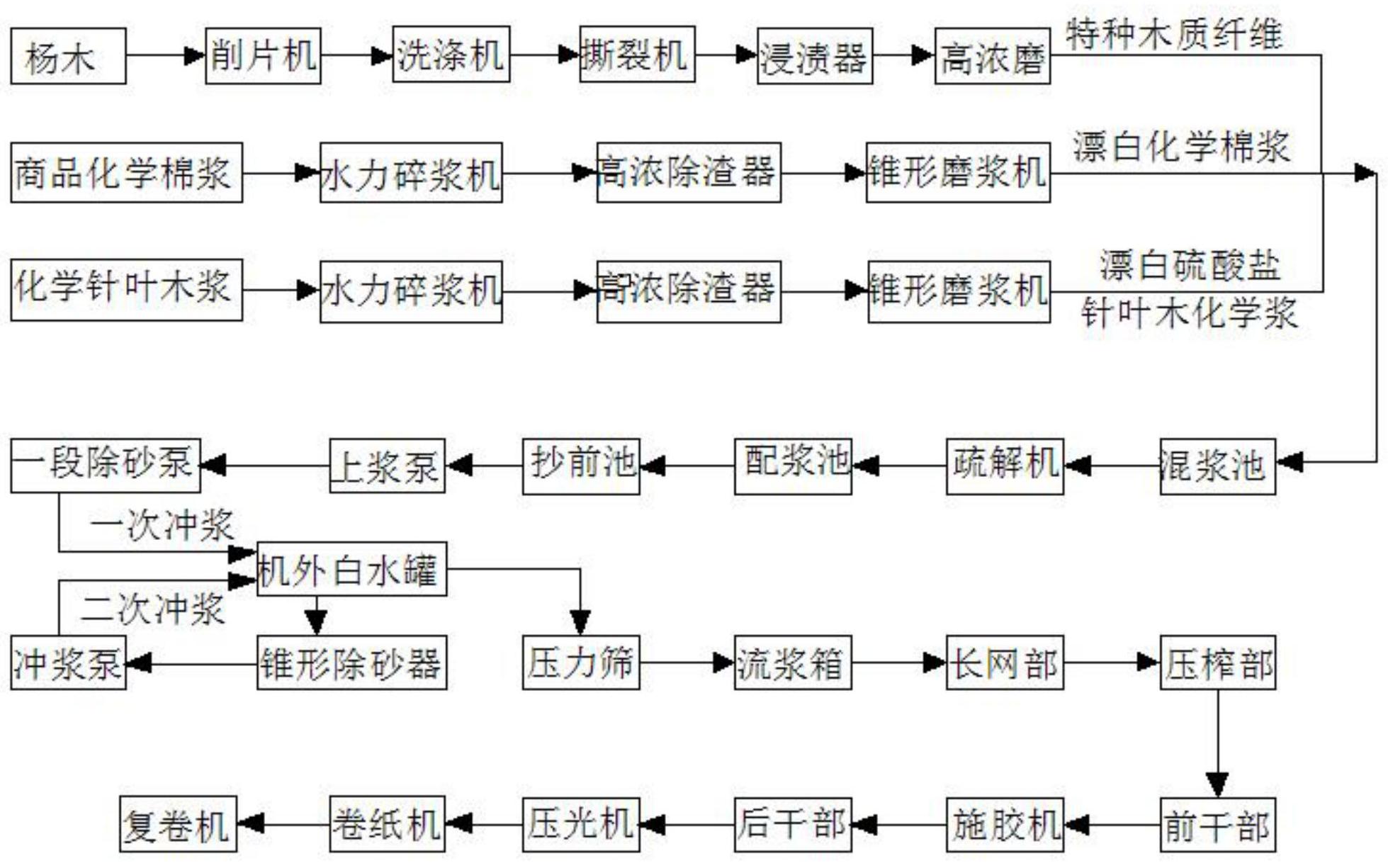
本发明的目的在于克服现有技术的不足,提供一种高透气度轻型医疗防护专用纸 及其制造方法,以解决上述技术背景中提出的问题。 为实现上述目的,本发明通过以下技术方案来实现: 一种高透气度轻型医疗防护专用纸,是以植物纤维为原料、辅以化工用品抄造而 成;所述植物纤维按重量份计,包括如下原料:漂白硫酸盐针叶木纤维25~35份、漂白化学 棉纤维15~25份和特种木质纤维45~55份。 上述技术方案中,所述特种木质纤维,包括杨木和化学药品;所述化学药品相对杨 木绝干量计,包括以下组分:氢氧化钠5~6%、硅酸钠2.5~3.5%、过氧化氢5.5~6.5%和 EDTA 0.2~0.3%。 上述技术方案中,所述特种木质纤维采用杨木碱性过氧化氢机械法处理工艺制 得,且所得特种木质纤维技术指标:得率≥90%、松厚度≥2.5cm3/g、白度75~80%,灰分≤ 1.5%。 上述技术方案中,所述特种木质纤维采用的杨木碱性过氧化氢机械法处理工艺 5 CN 111549554 A 说 明 书 2/9 页 为:是将杨木经剥皮、削片、筛选、洗涤、撕裂、浸渍、搓磨、稀释、筛选及消潜等工序处理,并 在上述工序中加入化学药品加工而成; 其中,撕裂工序时,采用单螺杆撕裂机进行第一道撕裂木片,然后再使用双螺杆撕 裂机进行第二道、第三道撕裂木片,在第二道撕裂时加入1/3的氢氧化钠和硅酸钠,在第三 道撕裂时加入余下的2/3的氢氧化钠和硅酸钠,使得纤维分丝彻底后再进行浸渍; 浸渍工序时,在浸渍器中加入1/3的过氧化氢和EDTA混合液后进入磋磨; 搓磨工序时,采用高效集成的两段高浓磨,使纤维充分、均匀漂白并彻底细纤维 化,在一段高浓磨中加入1/3的过氧化氢和EDTA混合液,在二段高浓磨中再加入余下的1/3 的过氧化氢和EDTA混合液; 最后,将经搓磨工序处理后的浆料稀释、筛选、消潜得到所述的特种木质纤维,且 所得特种木质纤维的纤维技术参数如下:纤维束含量≤0.5%,浓度3.5~4.5%,打浆度28 ~380SR,湿重1.5~2.5g。 上述技术方案中,所述漂白化学棉纤维,是采用商品化学棉浆经碎解、除渣、打浆 工序,达成以下技术参数:浓度3.0~4.0%,打浆度30~400SR,湿重5~8g。 上述技术方案中,所述漂白硫酸盐针叶木纤维,是采用商品化学针叶木浆经碎解、 除渣、打浆工序,达成以下技术参数:浓度3.5~4.5%,打浆度30~400SR,湿重4~6g。 上述技术方案中,所述化工用品,相对植物纤维绝干量计,包括氨基聚硅氧烷(柔 软剂)0.3~0.8%、ASA(施胶剂)0.3~0.6%、PVA(增强剂)0.8~1.2%和CPA-209(杀菌剂) 0.05~0.08%。 上述技术方案中,所述高透气度轻型医疗防护专用纸的质量技术指标为:透气度 ≥0.5um/Pa .s、柔软度100~200mN、松厚度≥1.5cm3/g、撕裂度≥600mN、耐破度≥200kPa、 吸水值30~50g/m2。 上述技术方案中,所述高透气度轻型医疗防护专用纸用于制作一次性医疗防护用 品。 一种高透气度轻型医疗防护专用纸的制造方法,主要包括以下过程: (1)制造特种木质纤维:所述特种木质纤维具体是通过将杨木经剥皮、削片、筛选、 洗涤、撕裂、浸渍、搓磨、稀释、筛选及消潜等工序处理,并通过在上述工序中加入化学药品 后加工而成;其中,所述化学药品相对杨木绝干量计,包括氢氧化钠5~6%、硅酸钠2.5~ 3.5%、过氧化氢5.5~6.5%和EDTA 0.2~0.3%; 其中,撕裂工序时,先采用单螺杆撕裂机进行第一道撕裂木片,然后再使用双螺杆 撕裂机进行第二道、第三道撕裂木片;其中,在第二道撕裂时加入1/3的氢氧化钠和硅酸钠, 在第三道撕裂时加入余下的2/3的氢氧化钠和硅酸钠,使得纤维分丝彻底后再进行浸渍; 浸渍工序时,通过在浸渍器中加入1/3的过氧化氢和EDTA混合液浸渍充分后进入 搓磨; 搓磨工序时,采用高效集成的两段高浓磨,使纤维充分、均匀漂白并彻底细纤维 化;其中,在一段高浓磨中加入1/3的过氧化氢和EDTA混合液,在二段高浓磨中再加入余下 的1/3的过氧化氢和EDTA混合液; 最后,将经搓磨工序处理后的浆料稀释、筛选、消潜后得所述的特种木质纤维,且 所得特种木质纤维的纤维技术参数如下:纤维束含量≤0.5%,浓度3.5~4.5%,打浆度28 6 CN 111549554 A 说 明 书 3/9 页 ~380SR,湿重1.5~2.5g; (2)处理漂白硫酸盐针叶木纤维:所述漂白硫酸盐针叶木纤维具体是采用商品化 学针叶木浆经碎解、除渣及打浆工序处理后所得,且所得的漂白硫酸盐针叶木纤维技术参 数如下:浓度3.5~4.5%,打浆度30~400SR,湿重4~6g; (3)处理漂白化学棉纤维:所述漂白化学棉纤维具体是采用商品化学棉浆经碎解、 除渣及打浆工序处理后所得,且所得的漂白化学棉纤维技术参数如下:浓度3.0~4.0%,打 浆度30~400SR,湿重5~8g; (4)混合均质配浆过程,具体包括以下步骤: (4-1)将步骤(1)至步骤(3)所得的特种木质纤维、漂白硫酸盐针叶木纤维、漂白化 学棉纤维泵入混浆池充分混合,要求混合均匀; 按重量份计,其中漂白硫酸盐针叶木纤维25~35份、漂白化学棉纤维15~25份和 特种木质纤维45~55份; (4-2)将步骤(4-1)混合好的浆料送入疏解机均质,使其达成以下技术参数:纤维 束含量≤0.5%,浓度3.5~4.5%,打浆度30~400SR,湿重3~5g; (4-3)将经过步骤(4-2)均质的浆料,在配浆池中先进行酸碱度调和,再加入PVA 后,送入抄前池; (5)抄造过程 (5-1)将抄前池的浆料由上浆泵送入一段除砂泵入口利用机外白水罐进行白水一 次冲浆,然后经锥形除砂器后再由冲浆泵入口利用机外白水罐(与一次冲浆共用)进行白水 二次冲浆,接着经压力筛进入流浆箱;其中,在冲浆泵的入口处加入施胶剂0.3~0.6%的 ASA;在一段除砂泵的入口处加入0.3~0.8%的氨基聚硅氧烷; (5-2)将步骤(5-1)所得浆料以0.3~0.6%浓度经流浆箱进入长网部成型,并脱水 至干度18~22%后进入压榨部,接着在压榨部采用低线压高效率脱水设备,高效脱水至干 度45~50%后进入前干部干燥,然后在前干部干燥后,根据纸页情况使用表面施胶机,控制 施胶浓度6~10%,最后再进入后干部干燥,并根据纸页情况使用压光机; (5-3)将经过步骤(5-1)和步骤(5-2)抄造完成的纸进行缠卷、打包,即为所得高透 气度轻型医疗防护专用纸,其质量技术指标:纵向裂断长≥5000m,撕裂度≥600mN,耐破度 ≥200kPa,柔软度100~200mN,透气度≥0.5um/Pa .s,松厚度≥1.5cm3/g,吸水值30~50g/ m2。 本发明为解决现有医疗防护用品基材化纤无纺布易过敏、不吸汗、致静电的技术 缺陷,以植物纤维为主要原料,无毒无害不过敏不刺激皮肤;控制吸水值在30~50g/m2之 间,能保证一定的吸水(汗)性能;水分控制在6~8%之间,抄造过程设置除静电消除器,可 消除静电。 本发明为追求医疗防护用品的高松厚度和高透气性,掺配45~55%特种木质纤 维,采用碱性过氧化氢热磨机械处理工艺,打浆度30~400SR,松厚度可达2.5cm3/g以上;15 ~25%的化学棉浆,浆料采用分丝帚化工艺,打浆度后叩解度控制在30-400SR,压榨采用低 线压高效能脱水设备,纸张松厚度控制到1.5cm3/g以上,透气度控制在0.5um/Pa.s以上。 本发明为保证材料强度好不易撕裂,以漂白化学棉浆15~25份、漂白硫酸盐针叶 木化学浆25~35份为主要原料,浆料处理以分丝帚化为主,配加0.8~1.2%的PVA,达到撕 7 CN 111549554 A 说 明 书 4/9 页 裂度≥600mN和耐破度≥200kPa。 本发明为改善纸张柔软,保证纸质更加轻柔,外观手感好,以15~25份漂白化学棉 浆、25~35份漂白硫酸盐针叶木化学浆为主要原料,配加氨基聚硅氧烷0.3~0.8%。 为改善纸张匀度,提高细腻性和组织细密防菌阻菌性能,本发明中,特种木质纤维 采用碱性过氧化氢漂白热磨机械处理工艺制得,加入氢氧化钠5~6%和硅酸钠2 .5~ 3.5%,软化纤维并使纤维柔软细腻,控制打浆度30~400SR,湿重2~3g;漂白化学棉浆打浆 浓度3.5~4.5%,打浆度30~400SR,湿重6~9g;漂白硫酸盐针叶木浆打浆浓度4~5%,打 浆度30~400SR,湿重5~8g;多种植物纤维(特种木质纤维、漂白化学棉浆和漂白硫酸盐针 叶木浆)混合均质处理后的技术指标为纤维束含量≤0.5%、浓度3.5~4.5%、打浆度30~ 400SR、湿重3~5g,配置上网成型器,控制纸机网部缓慢脱水,以提高纸页匀度。 为保证纸质天然纯白、色调柔和、无致癌物、无有害物质,本发明特种木质纤维采 用过氧化氢漂白,浆的白度75~78%ISO,处理过程无氯无硫;漂白化学棉浆、漂白硫酸盐针 叶木化学浆的白度88~90%ISO,不添加调色剂,禁止添加荧光增白剂。 本发明制得的产品主要参数为定量60-120g/m2,为保证纸张生态环保和使用效 果,纸张颜色为纯白色,白度75-85%ISO;纵向裂断长≥5000m,撕裂度≥600mN,耐破度≥ 200kPa,柔软度100~200mN,透气度≥0.5um/Pa.s,松厚度1.5cm3/g,吸水值30~50g/m2。 优选地,本发明为了降低客户使用成本,掺配45~55份特种木质纤维可以保证产 品轻型轻量化,适合一次性大量使用,相对来说“物美价廉”。 与现有技术相比,本发明的有益效果是: 1、现有的一次性医疗防护用品主要是以化纤无纺布为基础原材料,经过加工而 成;为了避免传统的医疗防护用品难降解、不吸汗、易过敏、欠舒适的技术缺陷,本发明采用 植物纤维为主要原料,辅之以特殊功能的化工用品,经过特殊的工艺处理,由纸机抄造而 成。本发明提供了一种“安全、环保、透气、舒适”的医疗防护用品新材料——高透气度轻型 医疗防护专用纸。 2、本发明为克服现有医疗防护用品基材化纤无纺布难降解、欠环保的短板弱项, 以植物纤维为主要原料,生产过程无化学制浆,处理过程无重负荷污染源,工艺处理无氯无 硫等化学元素,易降解能回收可循环利用,轻型轻量化减少了对木材原料的消耗,绿色低 碳,生态环保。 3、本发明提供的医疗防护专用纸易降解能回收可循环利用,具有绿色、环保、防 菌、高透气、吸汗、舒适、轻型的的特点,其轻型轻量化的特点,不仅可为客户降低采购成本, 而且能为国家节约林木资源,体现了绿色生态可持续的发展理念。 本发明主要创新点在于:采用45~55份特种木质纤维,以使纸张更加松厚;为改善 纸张匀度、细腻性,控制漂白化学棉浆和漂白硫酸盐针叶木纤维分别以3.5~4.5%和4.0~ 5.0%浓度采用锥形磨打浆,以加强纤维分丝帚化;同时,特种木质纤维更加柔软细腻,不同 于国内其它APMP厂家产品;各种浆混合后均质处理,可加强混合效果,改善浆料质量,各种 纤维浆料配比,按重量份计为:特种木质纤维45~55份、漂白化学棉浆15~25份和漂白硫酸 盐针叶木纤维25~35份。 8 CN 111549554 A 说 明 书 5/9 页 附图说明 图1为本发明中高透气度轻型医疗防护专用纸的工艺流程图。











