
技术摘要:
本发明涉及自动化加工技术领域,具体涉及一种可扩展自动化磨抛系统及方法,包括机械臂、机械臂控制器、工装夹具、标定装置、上下料台、砂带机、抛光机、PLC模块、上位机、通信模块和服务器,标定装置、上下料台、砂带机以及抛光机均固定在机械臂工作范围内,待加工工件 全部
背景技术:
机械臂是指高精度,多输入多输出、高度非线性、强耦合的复杂系统。随着机器视 觉以及嵌入式系统的发展,机械臂技术已经成功运用在工业装配、安全防爆等领域。机械臂 的每个移动、动作均需要程序定义,即需要生成加工配方。目前磨抛领域现有的解决方案之 一,也是目前最常用的一种是采用传统的手工示教方式。首先完成工具及工件坐标系的标 定,由操作员通过示教器控制机械臂运行至一系列磨抛点位,经过反复调参及工艺试验,达 到预期效果后再批量运行。另一种方案是通过离线编程的方式。离线编程系统是指不需中 断产线,在仿真环境下进行机器人编程,提供友好的人工交互界面来进行轨迹生成及运动 规划。并提前对可能存在的碰撞,奇点,轴限位等问题进行处理,之后再结合标定及校准将 仿真环境下的程序部署到真实产线调试,缩短机器人编程及产线中断时间。工业场景下采 用传统的示教器方法给机器人进行编程存在轨迹示教及调试耗时长,并且需长时间中断产 线的问题。 相比传统的示教器手动示教编程,离线编程方案的主要驱动因素是减少产线中断 及人工示教编程的时间,从而降低成本。离线编程系统存在的主要的问题如下:1.使用复 杂,软件成本,人员成本及培训成本高昂;2.制造及工艺涉及的参数非常多,软件系统难以 全部处理,且对不同工件的复用性差;3.仿真里设备布局及工件模型等与真实场景存在不 可避免的误差,仿真与实际运行结果不符。如中国专利CN106182018A,公开日2016年12月7 日,一种基于工件三维图形的磨抛工业机器人离线编程方法,通过工件标定模块,标定获得 该工件坐标系OW在机器人基坐标系OBase中的空间位姿齐次变换矩阵W;通过工件三维图形 处理模块,将磨抛路径离散为若干个空间点,输出每个空间点的三维坐标信息,计算得到工 件表面磨抛路径上若干个定义在工件坐标系OW中的空间位姿齐次变换矩阵R;通过工具标 定模块,在机器人工具末端与工件接触位置处建立工具末端坐标系OT,并标定获得该工具 末端坐标系OT在机器人基坐标系OBase中的空间位姿齐次变换矩阵T,实现机器人离线编 程。目前打磨及抛光行业主要仍以人工打磨的方式,机器人在该行业的实际落地工业应用 场景有限,而且在有限的实际应用场景也都基本处于人工示教的方式。
技术实现要素:
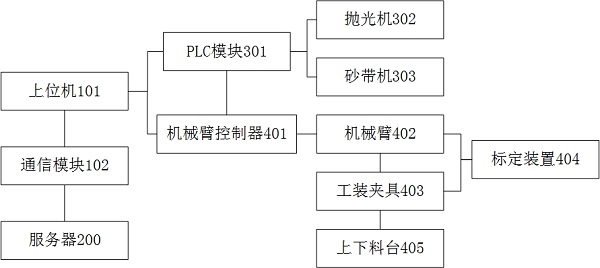
本发明要解决的技术问题是:目前磨抛配方生成周期长成本高的技术问题。提出 了一种磨抛配方生成更为灵活便捷的可扩展自动化磨抛系统及方法。 为解决上述技术问题,本发明所采取的技术方案为:一种可扩展自动化磨抛系统, 包括机械臂、机械臂控制器、工装夹具、标定装置、上下料台、砂带机、抛光机、PLC模块、上位 机、通信模块和服务器,所述标定装置、上下料台、砂带机以及抛光机均固定在机械臂工作 范围内,待加工工件固定安装在所述工装夹具内并放置在所述上下料台上,所述机械臂控 4 CN 111571314 A 说 明 书 2/7 页 制器与机械臂连接,所述砂带机以及抛光机均与PLC模块连接,所述机械臂控制器以及PLC 模块均与上位机连接,上位机通过通信模块与服务器通信连接。服务器运行离线编程方案, 从而将生产现场操作和复杂的配方生成解耦,使生产现场技术人员无需学习培训复杂的离 线编程方案的操作,大幅降低了培训成本。离线编程方案生成一个基本的配方版本,生产现 场技术人员在此基础上进行修改微调即可达到各种定制的工艺要求,同时结合标定步骤解 决配方复用困难的问题,能够极大的提高生产效率。 作为优选,所述标定装置包括位移传感器和标定部,所述位移传感器固定安装在 机械臂工作范围内,所述标定部固定在所述工装夹具上,所述标定部包括点标定部和方向 标定部,将工件坐标系与机械臂法兰坐标系标定时,机械臂控制器控制机械臂带动工装夹 具使点标定部已经方向标定部分别多次接触位移传感器,记录接触数据,并求解获得工件 坐标系与机械臂法兰坐标系的转换关系完成工件坐标系标定。将标定部设置在工装夹具 上,从而将工件坐标系标定与工件解耦,在加工不同型号工件,或修改工件工艺参数后,不 需要修改工件坐标系的标定,解决了工件坐标系标定对工件的依赖,进一步实现解耦,使配 方的复用难度再次降低,为机械臂技术在批量、复杂现场环境下的推广应用提供了基础。 作为优选,所述点标定部包括固定在工装夹具上的标准球,所述方向标定部包括 固定在工装夹具上的标准平板。四个点能够确定一个球面,标准球四次接触位移传感器即 可求解获得标准球的球心位置,且现有技术中球面加工技术能够实现的精度非常高,相对 于直接接触一个点,采用接触球面求解球心的方式,能够提高点定位的准确度,进而提升工 件坐标系标定的准确度。标准平板三次接触位移传感器就可以确定平面的法向量,进而实 现旋转矩阵的计算,标定过程简洁快速。 作为替代,所述点标定部为固定在工装夹具上的标准球,所述方向标定部为固定 在工装夹具上的另外两个标准球与点标定部一起构成的三个标准球。三个点能够确定一个 平面,进而确定一个法线向量,相对于平板,三个标准球的加工精度更容易保证,标定结果 精度也会提高,但会导致接触点由7次接触变成12次接触,计算过程也更复杂,会造成标定 效率略有降低。 作为优选,所使用的位移传感器末端的硬度低于标定部硬度。位移传感器的末端 更容易更换,工装夹具的加工和更换成本更高,能够提高工装夹具使用寿命,节省成本。 一种可扩展自动化磨抛方法,适用于如前述的一种可扩展自动化磨抛系统,包括: 标定流程、磨抛配方创建流程和磨抛配方加载运行流程,所述标定流程进行坐标系标定,所 述磨抛配方创建流程创建磨抛配方,所述磨抛配方加载运行流程将磨抛配方创建流程创建 的磨抛配方发送至PLC模块以及机械臂控制器执行。 作为优选,所述标定流程包括: 1.1)TCP标定: 1.11)安装TCP标定装置;1.12)上位机触发TCP标定信号,机械臂控制器接收到TCP标定 信号后,调用TCP标定程序,驱动机械臂至若干个指定的点位;1.13)采集传感器及机械臂位 姿数据并发送到上位机;1.14)上位机根据传感器及机械臂位姿数据计算出TCP标定结果; 1.2)工具坐标系标定: 1.21)上位机触发工具坐标系标定信号,机械臂控制器接收到工具坐标系标定信号后, 调用工具坐标系标定程序,驱动机械臂至若干个指定的点位;1.22)采集传感器及机械臂位 5 CN 111571314 A 说 明 书 3/7 页 姿数据并发送到上位机;1.23)上位机根据TCP标定结果、传感器及机械臂位姿数据计算出 工具坐标系标定结果,并保存标定参数文件; 1.3)工件坐标系标定: 1.31)安装工件坐标系标定装置;1.32)上位机触发工件坐标系标定信号,机械臂控制 器接收到工件坐标系标定信号后,调用工件坐标系标定程序,驱动机械臂至若干个指定的 点位;1.33)采集传感器及机械臂位姿数据并发送到上位机;1.34)上位机根据位移传感器 及机械臂位姿数据计算出工件坐标系标定结果,并保存标定参数文件。 作为优选,所述磨抛配方创建流程包括:2.1)进入上位机磨抛配方创建界面;2.2) 输入待加工工件型号、砂带机以及抛光机参数,上传由离线编程软件生成的轨迹配方文件, 生成磨抛配方并分配唯一配方ID;2.3)上位机保存步骤2.2)生成的磨抛配方,并提供查看 和修改服务。 作为优选,所述磨抛配方加载运行流程包括:3.1)上位机将磨抛配方发送到机械 臂控制器,配方ID发送到PLC模块,若出现发送错误则发出告警;3.2)PLC将配方ID转发到机 械臂控制器,若转发出错则发出告警;3.3)机械臂控制器根据配方ID加载对应的磨抛配方 文件参数以及标定参数文件;3.4)执行磨抛配方,上位机将运行指令发送至PLC模块,运行 情况通过PLC模块反馈至上位机显示;3.5)上位机判断是否进入手动模式,若是,则进入手 动模块由示教器操作,若否,则进入自动模式,运行磨抛配方直至退出运行。 作为优选,所述磨抛配方加载运行流程包括:步骤2.2)中,获得轨迹配方文件的方 法包括;2.2.1)将待加工工件的三维模型输入上位机;2.2.2)上位机将待加工工件的三维 模型上传到服务器;2.2.3)服务器采用离线编程方案生成轨迹配方文件;2.2.4)服务器将 轨迹配方文件发送到上位机。 作为优选,步骤1.13)中使用的传感器为接触传感器、压力传感器或第二位移传感 器。该类传感器能够检测到碰撞信号或碰撞时产生的位移。 作为优选,步骤1.13)中使用的传感器为第二位移传感器;步骤1.11)中安装TCP标 定装置包括:在机械臂的法兰盘上安装固定有第二位移传感器的TCP标定工装,在机械臂工 作范围内固定标定圆球;步骤1.12)中驱动机械臂至若干个指定的点位包括:驱动机械臂, 使第二位移传感器末端接触多个标定圆球的球面上的点,记录下位移传感器读数及机械臂 位姿;步骤1.14)上位机根据传感器及机械臂位姿数据计算出TCP标定结果的方法包括:上 位机使用非线性优化算法,得出标定装置在机械臂的基座标系下的坐标、第二位移传感器 在法兰坐标系下的移动方向向量以及第二位移传感器末端到机械臂的法兰盘中心点的位 移,从而获得TCP标定结果。 本发明的实质性效果是:提供了一种能够将磨抛轨迹配方文件创建及管理与磨抛 现场工艺解耦分离的技术方案,使生产现场摆脱了高昂的配方创建成本或低效率的约束, 降低了配方复用的难度和成本;标定程序实现了自动化,如果需更换磨抛产品,仅需触发信 号即可快速得到自动标定结果;为小批量的、现场管理精度差的生产线使用高度自动化的 机械臂自动加工系统提供了技术方案,在有多个磨抛工作站时能极大方便配方复用,益于 规模化应用,提升生产效率。 6 CN 111571314 A 说 明 书 4/7 页 附图说明 图1为实施例一自动化磨抛系统结构示意图。 图2为实施例一标定流程示意图。 图3为实施例一磨抛配方创建流程示意图。 图4为实施例一磨抛配方加载运行流程示意图。 图5为实施例一工件坐标系标定方法流程框图。 其中:101、上位机,102、通信模块,200、服务器,301、PLC模块,302、抛光机,303、砂 带机,401、机械臂控制器,402、机械臂,403、工装夹具,404、标定装置,405、上下料台。











