
技术摘要:
本发明公开了一种开槽式橡胶密封圈及其制备方法,包括内侧环体、外侧环体、粘接层;本发明选取了聚氨酯、碳酸铵、环氧树脂、亚麻短纤维四种组分的混合体系作为粘接料,首先聚氨酯和环氧树脂提供一定的粘接强度达到一定的抗撕裂强度,同时通过加入碳酸铵在高温固化时会 全部
背景技术:
密封圈大多都是由橡胶等软质材料制成,其主要是由材料自身的弹性提供密封力 以实现密封作用,现有密封圈的截面大多呈标准圆形或者椭圆形,其内外圆周面挤压形成 内外密封面,这种结构的密封圈因制造方便、成本低廉而被广泛应用于各行各业中;但是上 述密封圈在长时间使用后容易发生老化变形、伸缩性变差,进而导致密封抵接的效果下滑, 使得密封性变差。
技术实现要素:
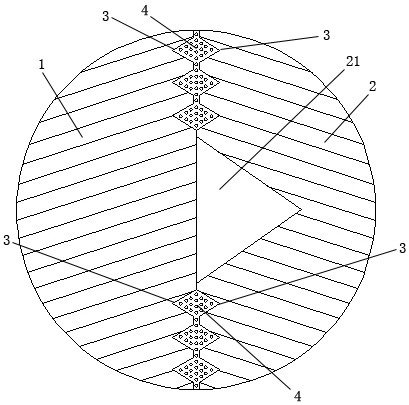
针对上述现有技术的不足之处,本发明解决的问题为:提供一种弹性伸缩性好、密 封效果好的开槽式橡胶密封圈及其制备方法。 为解决上述问题,本发明采取的技术方案如下: 一种开槽式橡胶密封圈,包括内侧环体、外侧环体、粘接层;所述内侧环体的中间外侧 设有环形伸缩槽;所述外侧环体安装于内侧环体的四周外侧;所述外侧环体的内侧和内侧 环体的外侧的上下环面上分别开设多个环形粘接槽;所述外侧环体的内侧和内侧环体的外 侧的环形粘接槽位置分别对接;所述环形粘接槽内填充粘接层;所述内侧环体和外侧环体 的组分和重量份为:丁腈橡胶50至60份、丙烯酸酯橡胶20至25份、醇酸树脂5至10份、炭黑2 至5份、防老剂1至2份、硫磺1至2份;所述粘接层的组分和重量份为:聚氨酯50至60份、环氧 树脂10至20份、亚麻短纤维50至100份。 进一步,所述内侧环体和外侧环体的截面均呈半圆形结构。 进一步,所述内侧环体中间外侧环形伸缩槽的截面呈外大内小的V形结构。 进一步,所述环形粘接槽均呈外大内小的V形结构。 一种开槽式橡胶密封圈的制备方法,步骤如下: S1、制备密封圈:将丁腈橡胶、丙烯酸酯橡胶、醇酸树脂、炭黑、防老剂、硫磺按照预定的 配比进行密炼、开炼、成型、硫化,形成所述密封圈; S2、轴向切割:将制备好的密封圈通过环刀自上而下切割,形成内侧环体和外侧环体; S3、开槽:在内侧环体的外侧中间开设环形伸缩槽;然后在外侧环体的内侧和内侧环体 的外侧的上下环面上分别开设位置对应的多对环形粘接槽; S4、配置粘接料:将聚氨酯、碳酸铵、环氧树脂、亚麻短纤维按照配比加入水中,均匀搅 拌混合,形成糊状形态的粘接料; S5、粘接固化:在外侧环体的内侧和内侧环体的外侧的环形粘接槽上填充涂刷粘接料; 然后将外侧环体安装于内侧环体的四周外侧,使得外侧环体的内侧和内侧环体的外侧的环 形粘接槽上的粘接料对接,然后进行加热固化,形成所述的开槽式橡胶密封圈。 进一步,所述步骤S3中开设的环形伸缩槽的深度为内侧环体径向厚度的2/5至3/ 3 CN 111550554 A 说 明 书 2/5 页 5。 进一步,所述步骤S4中的聚氨酯、碳酸铵、环氧树脂、亚麻短纤维的总量与水的重 量比为4~3:1。 进一步,所述步骤S5中加热时间为20至30min,加热温度为80至90℃。 本发明的有益效果 1.本发明为了提高内侧环体和外侧环体的粘接稳定性以及考虑到粘接强度不能过于 太高而影响内侧环体的伸缩性,如此本发明选取了聚氨酯、碳酸铵、环氧树脂、亚麻短纤维 四种组分的混合体系作为粘接料,首先聚氨酯和环氧树脂提供一定的粘接强度达到一定的 抗撕裂强度,同时通过加入碳酸铵在高温固化时会全部进行分解,产生的气体会有部分残 留于整个粘接料内,从而使得粘接料内部形成多孔结构,另外由于亚麻短纤维交错分布于 粘接料中的,如此固化后形成多根亚麻短纤维交错分布的柔性网络体系,如此使得整个粘 接料保证一定的强度的同时具有一定的伸缩性,减少了粘接料的硬质属性,如此使得内侧 环体具备一定的伸缩性。 2.本发明改变了传统的开槽式橡胶密封圈的结构和工艺,将开槽式橡胶密封圈进 行纵向剖开之后形成内侧环体和外侧环体,本发明在内侧环体的外侧中间四周开设了环形 伸缩槽,如此使得内侧环体的伸缩性更好,当轴插入内侧环体之后挤压内侧环体,使得内侧 环体于轴的四周外侧贴合,密封效果更加持久。 附图说明 图1为本发明截面结构示意图。











