
技术摘要:
本发明涉及一种用于包装盒组装的设备,所述包装盒由两间隔布置的硬质的盒板和包裹在盒板边部的柔性的盒皮组成,包括塑型模芯、定位机构和辊压机构,塑型模芯上具有实现对盒皮进行塑型的塑型部,塑型部上具有塑型面,塑型模芯的两侧设置用于容置盒板的容置部,容置部位 全部
背景技术:
木皮包装盒因环保、美观、成本低而被广泛使用在高端包装领域。如图1所示的木 皮包装盒100,由两相对布置的盒板110和包裹在盒板110周边的盒皮120组成,盒皮120的两 端分别设置纽扣130和纽绳140,纽扣130和纽绳140的锁扣实现包装盒的关闭,盒板110与盒 皮120之间采用胶粘连接。在生产过程中,需要对盒板上用于与盒皮连接的部位进行涂胶, 然后将涂胶后的盒板和盒皮粘到一起,组装成包装盒。传统组装包装盒的操作依赖人工,生 产效率低,产品的质量标准无法统一把控,因此有必要提供一种包装盒组装的设备。
技术实现要素:
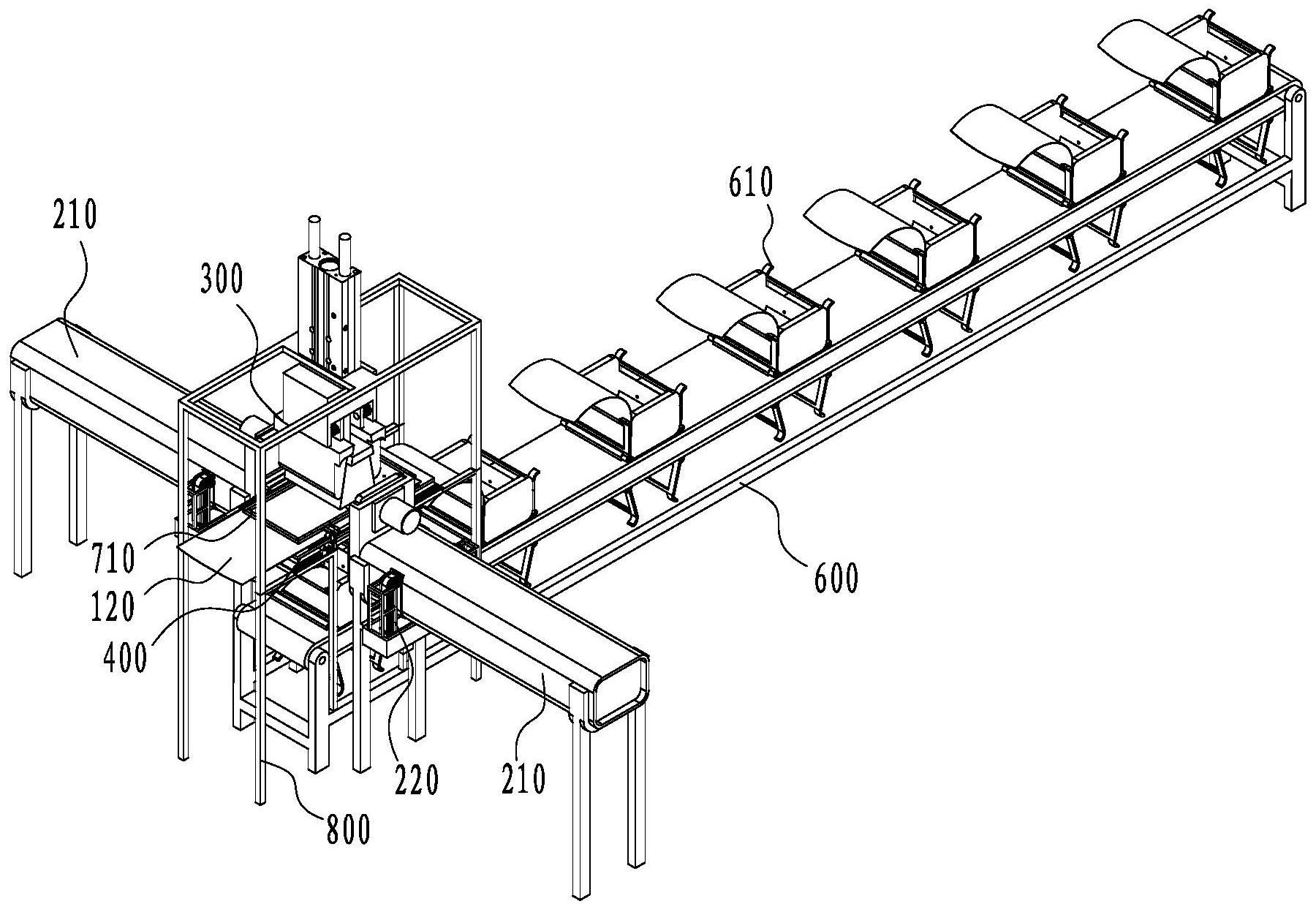
本发明的目的是提供一种用于包装盒组装的设备,其能够提高包装盒组装的效 率。 本发明采取的技术方案具体如下。 用于包装盒组装的设备,所述包装盒由两间隔布置的硬质的盒板和包裹在盒板边 部的柔性的盒皮组成,包括塑型模芯、定位机构和辊压机构,塑型模芯上具有实现对盒皮进 行塑型的塑型部,塑型部上具有塑型面,塑型模芯的两侧设置用于容置盒板的容置部,容置 部位于塑型面的两侧,塑型面和容置部处于工作状态时,容置部处的盒板上涂胶处的板侧 边和塑型面顺延布置,定位机构对涂胶后的盒皮进行定位,辊压机构对盒皮的边部涂胶处 与盒板的涂胶处进行辊压粘合。 优选地,盒板在容置部内立状布置,容置部的上侧形成具有对盒板沿板宽方向移 动、盒板向上移动的限位部件,容置部的下边部具有供盒板向下移出容置部的移出口,盒板 从容置部的外侧沿板厚方向水平移至容置部内。 优选地,辊压机构包括压辊,压辊沿盒板的板厚方向布置,压辊和塑型模芯之间沿 板高和板宽方向具有相对运动的自由度。 优选地,塑型模芯至少升降式安装在机架上,压辊设置有两个,两压辊至少沿板宽 方向活动安装在机架上。 优选地,定位机构由两能相互靠近和分离的水平布置的定位板构成,两定位板的 上板面设置对盒皮进行定位的定位浅槽,盒皮平铺在定位浅槽内进行定位,两定位板相靠 近的端部安装所述的压辊。 优选地,塑型模芯包括沿着板宽方向依次布置的前模块、中模块和后模块,前模 块、后模块活动安装在中模块上,前模块、中模块和后模块的外模面组成所述的塑型面,前 模块和后模块上沿板高方向布置的外模面可以向靠近中模块的一侧移动收拢。 优选地,前模块包括前模块本体和前模块本体上活动设置的前模活动部,后模块 包括后模块本体和后模块本体上活动设置的后模活动部,前模活动部、后模活动部处于A1 4 CN 111605024 A 说 明 书 2/21 页 和A2两种状态,A1状态为:前模活动部、后模活动部的外表面和中模块的下表面组成所述的 塑型面;A2状态为:前模活动部、后模活动部的外表面向靠近中模块的一侧移动,方便塑型 模芯从粘贴好的包装盒移出。 优选地,前模活动部和中模块之间、以及后模活动部和中模块之间分别设置有A楔 面驱动组件,前模块本体、后模块本体沿着板高方向相对中模块移动,且前模块本体和后模 块本体相对于中模块下移时触发A楔面驱动组件调整前模活动部、后模活动部处于A1状态。 优选地,定位机构的下侧设置有对辊压后的盒体进行转送的转送机构。 优选地,转送机构为转送输送带构成,转送输送带上设置有对辊压后的包装盒进 行夹持的夹持机构,转送输送带的输送路径上设置有烘箱。 优选地,容置部的两外侧设置有用于对盒板边部上待涂胶处进行涂胶的涂胶装 置。 优选地,塑型模芯安装在模芯安装架上,模芯安装架的下端设置有活动杆,中模块 装配在活动杆的下端,活动杆和模芯安装架之间设置有模芯调节弹簧,模芯调节弹簧驱使 中模块向远离模芯安装架一侧移动。 本发明取得的技术效果为: 本发明提供的用于包装盒组装的设备,通过塑形模芯上的塑形部对盒皮进行塑 形,通过塑形模芯两侧设置的容置部,在工作状态下容置盒板,并使盒板上涂胶处的板侧边 和塑型面顺延布置,通过定位机构对涂胶后的盒皮进行定位,通过辊压机构对盒皮的边部 涂胶处与盒板的涂胶处进行辊压粘合,由此完成包装盒的组装。通过该设备实现包装盒的 组装,能够大大减少人工参与的工作量,提高了包装盒组装操作的自动化水平,进而提高包 装盒组装的效率。 除了上面所描述的目的、特征和优点之外,本发明还有其它的目的、特征和优点。 下面将参照附图,对本发明作进一步详细的说明。 附图说明 构成本申请的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实 施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中: 图1为木皮包装盒的轴测图; 图2为盒板与盒皮在装配状态下的示意图; 图3为本申请实施例提供的用于包装盒盒板的涂胶装置的主视图; 图4为本申请另一实施例提供的用于包装盒盒板的涂胶装置的轴测图; 图5为本申请实施例提供的涂胶单元的主视图; 图6为图5中沿A-A向的剖视图; 图7为本申请实施例提供的涂胶单元的轴测图; 图8为本申请实施例提供的塑型模芯在A2状态下的主视图; 图9为本申请实施例提供的塑型模芯在A1状态下的主视图; 图10为本申请实施例提供的塑型模芯在A1状态下的轴测图; 图11为本申请实施例提供的定位机构、导送约束部与机架的装配示意图; 图12为图11的主视图; 5 CN 111605024 A 说 明 书 3/21 页 图13为本申请实施例提供的包装盒组装设备的轴测图; 图14为图13的主视图; 图15为转送机构的局部视图。 各附图标号对应关系如下: 100-包装盒,110-盒板,120-盒皮,121-直线边部,122-弧形边部,130-纽扣,140- 纽绳,210-A导送件,211-A空缺部,220-涂胶单元,221-环形涂胶带,221a-胶带本体,221a1- 浅槽,221a2-约束槽,221b-粘胶层,222-胶槽,223-塑型件,224-条板,230-转料组件,231- 顶升件,232-顶升驱动件,233-推送件,234-推送驱动件,300-塑型模芯,310-前模块,320- 中模块,330-后模块,340-A楔面驱动组件,350-容置部,351-移出口,360-限位部件,370-模 芯安装架,380-活动杆,390-模芯调节弹簧,400-定位机构,410-定位板,411-定位浅槽, 420-定位架,430-B平移驱动组件,440-C楔面驱动组件,441-C1楔面驱动部,442-C2楔面驱 动部,500-压辊,600-转送输送带,610-夹持机构,611-夹持件,611a-弯折部,710-导送约束 部,711-B导送件,712-压皮辊,713-导送通道,720-滑动支架,730-A平移驱动组件,750-B楔 面驱动组件,751-B1楔面驱动部,752-B2楔面驱动部,800-机架。











