
技术摘要:
一种拉伸小车及其双头自动拉伸机,其双头自动拉伸机包括拉伸模具、拉伸小车,拉伸模具的拉伸块上设置有多个直径逐渐变小的锥形孔,切割索穿过锥形孔从而完成拉伸。拉伸小车用于夹紧切割索一端,从而对切割索的拉伸提供动力。拉伸模具有两个且两个拉伸模具相互对称安装 全部
背景技术:
现有切割索的加工工艺过程大致如下:将装满药剂的较粗管子(参数见表1.1)两 头轧尖,穿过锥型拉拔模具,通过机械动力设备提供拉拔力,将粗管子直径依次减小,最终 达到需求尺寸,拉拔次数最多可达48次。分解现有工艺,具体包含以后步骤: ①采有一次拉伸一支产品,拉伸单次完成后,需人工转运掉头后再拉伸; ②每一次人工更换模具; ③拉伸小车人工夹持; ④冷却方式肥皂水冷却及清洁润滑; ⑤拉伸速度每一次需人工调整; ⑥拉伸小车运动位置需要人工干预调整,产品拉完时产品有掉落风险; ⑦拉伸小全过程无安全保护; ⑧一次性最多模具数量:48模。 表1.1 序号 材料 原始直径(mm) 壁厚(mm) 最后拉伸直径(mm) 1 铅 ø30 3~5 Ø7~12 2 银 Ø15 2~3 Ø2~2.5 3 铜 Ø20 2 Ø5~6.5 4 铝 Ø15 2~2.5 Ø4~4.5 通过对现有工艺梳理,可以发现现有加工过程存在劳动强度大、产品一致性差、信 息化孤岛等问题,具体如下: ①人工干预环节多(轧尖、更换模具、拉伸人工夹持、拉伸速度人工调整),工人劳动强 度大,效率低,每班加工产品不超过12个; ②自动化程度低,拉伸过程人工调速,无拉力控制,产品一致性差; ③信息化程度低,加工过程参数(拉力、分度)、产品加工进度等信息无法及时分享及保 存; ④每次人工更换模具,且需要人工多次更换,效率低,出错人为风险较大; ⑤轧头机构全裸在外,有安全风险; ⑥轧头机构无滚槽无标识和导向装置易出错。 对此,发明人设计出一种双头自动拉伸机,其通过两套模具双向往复拉伸,既能够 节约空间。降低设备体积,又能够实现自动化,从而提高加工效率、降低人工成本、保证产品 合格率。 4 CN 111545582 A 说 明 书 2/8 页
技术实现要素:
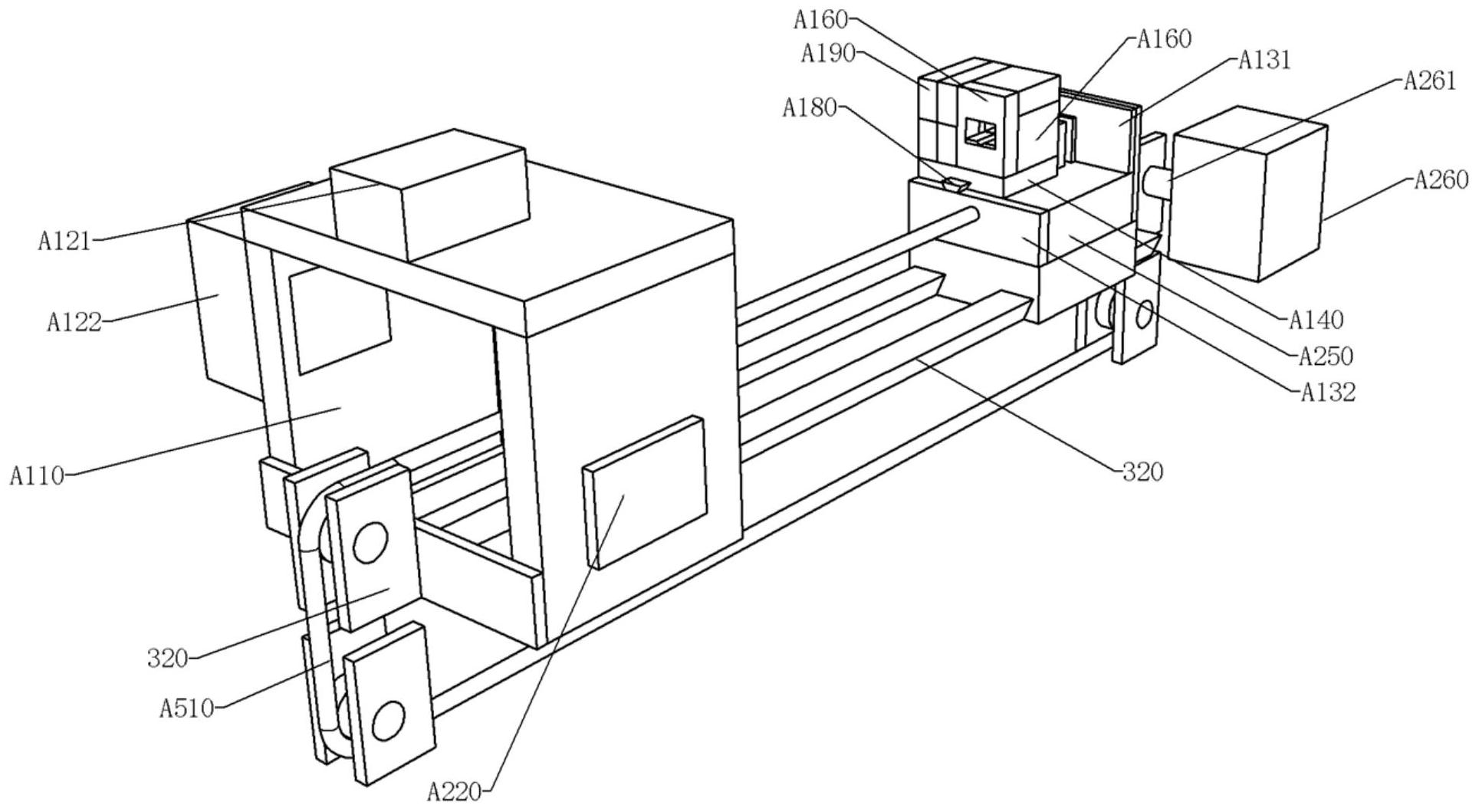
有鉴于现有技术的上述缺陷,本发明所要解决的技术问题是提供一种拉伸小车及 其双头自动拉伸机;其拉伸小车能够卡紧切割索,从而多切割索进行拉伸。 为实现上述目的,本发明提供了一种拉伸小车,包括小车座,小车座上设置有前拉 板、后拉板,所述小车座上安装有电气盒,所述电气盒顶部安装有拉力导轨,所述拉力导轨 与拉力滑槽卡合、可滑动装配,所述拉力滑槽设置在拉力底座上,所述前拉板、拉力底座分 别与拉力传感器两端装配固定;所述拉力底座上还安装有卡紧壳、前端板,所述卡紧壳内分 别设置有第一卡紧滑槽、第二卡紧滑槽; 所述卡紧壳、前端板与触发块对应处均设置有能使切割索穿过的卡压通道,所述第一 卡紧滑槽内卡合、可滑动地安装有活动卡块,所述活动卡块上分别设置有卡块部分、导向部 分,且活动卡块顶部设置有磁铁部分,所述磁铁部分采用永磁体制成,所述导向部分底部分 别穿过固定卡块后与连接部分装配固定,所述固定卡块安装在卡压通道底部、卡块部分下 方。 优选地,电气盒内分别安装有电池、电路板、无线充电接收器,所述无线充电接收 器与无线充电发射器正对;电路板上安装有MCU、无线模块,MCU的信号端分别与无线模块的 信号端、微动开关和拉力传感器的输出端通讯连接,无线模块用于和外部设备无线通讯。 优选地,卡紧壳内安装有检测盒,所述检测盒内部为中空的检测腔,检测腔靠近前 拉板一侧上安装有微动开关,且检测腔内卡合、可滑动地安装有触发块,触发块面向微动开 关的触发端的一侧上设置有触发凸起,触发凸起外部套装有触发弹簧,触发弹簧另一端与 检测腔的内壁贴紧。 优选地,所述连接部分装入第三卡紧滑槽内且与之可滑动装配,所述连接部分与 第三卡紧滑槽的底面之间安装有卡紧复位弹簧,卡紧复位弹簧用于对连接部分施加向上推 动的弹力。 优选地,所述卡块部分与固定卡块上分别设置有第一角槽、第二角槽,所述第一角 槽、第二角槽为开口相互对应的三角形槽体。 优选地,所述导向部分的侧壁上设置有数个锁止槽,所述锁止槽与锁板上的锁止 凸起卡合装配;所述锁板固定在锁杆一端上,且锁板与第二卡紧滑槽卡合、可滑动装配,所 述锁杆另一端套装上锁弹簧后装入解锁滑槽内且与解锁磁铁块装配固定,所述解锁滑槽安 装在解锁盖内,所述解锁盖安装在卡紧壳、前端板上。 优选地,所述锁止凸起上分别设置有斜面部分、直面部分,所述斜面部分位于直面 部分的上方; 小车座底部设置有小车滑槽,小车滑槽与小车导轨卡合、可滑动装配,小车导轨安装在 底板上,底板上还安装有轴板;轴上套装有导向轮,导向轮外绕过有钢丝绳,钢丝绳两端分 别与小车座上的前拉板、后拉板装配固定,且其中一根轮轴通过联轴器与小车电机的小车 输出轴连接;所述底板上与钢丝绳对应处还设置有贯穿的底座通槽。 优选地,所述底板靠近拉伸模具处还安装有辅助支架,辅助支架的两侧分别安装 有无线充电发射器、解锁软铁块,辅助支架的顶部安装有上锁软铁块,所述解锁软铁块、上 锁软铁块分别固定在解锁软铁柱、上锁软铁柱上,所述解锁软铁柱、上锁软铁柱外部分别套 装有第二线圈、第一线圈;所述第二线圈接入直流电后产生磁场,从而磁化解锁软铁柱、上 5 CN 111545582 A 说 明 书 3/8 页 锁软铁柱,使得解锁软铁块产生与解锁磁铁块相同磁场的磁场;第一线圈接入直流电后使 得上锁软铁块磁化,从而产生与磁铁部分的磁场相反的磁场。 本发明还公开了一种双头自动拉伸机,其应用有上述拉伸小车。 优选地,还包括拉伸模具,所述拉伸模具的拉伸块上设置有多个直径逐渐变小的 锥形孔,切割索穿过锥形孔从而完成拉伸;所述拉伸小车用于夹紧切割索一端,从而对切割 索的拉伸提供动力;所述拉伸模具有两个且两个拉伸模具相互对称安装,拉伸小车也有两 个,且分别分布在两个拉伸模具两侧;两个拉伸模具、拉绳小车均安装在底板上。 本发明的有益效果是: 1、本发明的拉伸模具通过多个直径渐变的锥形孔,可以实现对切割索的逐渐拉伸,从 而保证切割索的加工质量及合格率。且本发明通过设置两套拉伸模具,从而可以实现切割 索往复移动进行拉伸,这种设计一方面能够降低设备体积,另一方面能够有效提高加工效 率,避免不断人工换装切割索造成的效率低下问题。 2、本发明的拉伸小车能够自动探测切割索的位置,然后对切割索进行夹紧,并通 过钢丝绳提供动力以对切割索进行拉拔加工。而拉伸小车加装拉力传感器,从而可以探测 对切割索拉拔时的拉力,以更好地控制加工参数,保证产品合格率。 附图说明 图1-图9是本发明的结构示意图。其中图3、图6分别为切割索轴线所在的两个相互 垂直的中心面处剖视图;图4-图5分别为图3中F1、F2处放大图;图7-图8分别为图6中F3、F4 处放大图。 图10-图20是拉伸模具的结构示意图。其中图12为保持管轴线所在中心面处剖视 图;图13、图16分别为让位输出轴轴线所在的两个相互垂直的中心面处剖视图;图18为拉伸 块的结构示意图。 图21-图24是拉伸小车的结构示意图。图23是锁杆轴线所在中心面处剖视图;图24 为图23中F5处放大图。 图25-图26是拉伸小车内部结构示意图。











