
技术摘要:
本发明涉及一种焊料及通过该焊料焊接的保温容器。该焊料按照重量百分比包括,锆5%、镍9%、钛78%、铜8%。该保温容器包括钛材料内胆和SUS304不锈钢的不锈钢外壳;该内胆和外壳之间装配后留有焊接容腔,使用如上所述的焊料进行真空钎焊焊接,焊接后实现内胆和外壳的连接。 全部
背景技术:
目前,不少人除了用保温杯装水外,还会装果汁、水果茶、果粉冲剂、碳酸饮料等酸 性饮品。现有的保温容器(特别是保温杯)的主要材质是不锈钢,即保温杯的内胆和外壳都 是不锈钢材质。而不锈钢熔点较高,不会因高温溶化释出不良物质。但不锈钢最怕强酸,如 果长时间装载酸性较强的饮品,很可能会对其内胆产生损伤。不锈钢保温杯内胆受损,会引 起不锈钢所含的铬、镍、锰元素加速迁移,并且极有可能在短时间内迁移出较多的重金属。 而且这种迁移往往肉眼无法识别,给使用者的健康带来隐患。有些人也喜欢把中药泡在保 温杯内,方便携带饮用。但煎好的中药中溶解了大量酸性物质,容易和保温杯内壁所含的化 学物质发生反应,并溶解到汤药里,对人体产生不良影响。钛保温杯就不用顾忌这一点了, 它耐强酸强碱的强大属性,与中药接触,但不会产生任何化学反应,能实现中药安全,方便 的随身携带。不论是咖啡,果汁,水果茶、果粉冲剂、碳酸饮料,牛奶都能装,无任何重金属析 出,想喝什么装什么,无任何限制,甚至对金属过敏的人士都可以安心使用钛杯。第二:钛对 人体的好处,这种轻金属具有通过细胞电离调节身体天然电流的能力。钛具有特殊的电流 特性,对人体会产生有益的生理作用且其化学性稳定,不会发生经时性的变化或变质,有益 人体身心健康。因此使用钛制品可以达到精神松弛、肌肉放松、运动机能提高的效果。第三: 钛杯的杀菌与保鲜特效,氧化钛是钛和氧的无机化合物,一般被用在食品添加剂、涂料、化 妆品添加剂等的上面。氧化钛根据其结晶构造的不同,被分为金红石型和锐钛矿型两种。其 中,锐钛矿型具有杀菌效果。正极氧化的氧化钛薄膜,因为在化学合成处理时产生温度特 性,这种特性使其成为锐钛矿的结晶,生成在钛的表面上。钛表面是一层氧化薄膜,不会感 到有金属制品的铁锈味,也不会使饮料产生异味,可以品味到很清爽的味道。光抗菌作用的 机制即氧化钛受光后,其表面的正极空穴和负极电子被释放出来。这个能量与含在水里的 氧溶解形成活性氧、分解水后产生氢和氧。在这个过程里,在氢和活性氧的作用下,进行杀 菌、分解有机物,同时,也分解杂菌、酸味等,因此能使饮料的味道更加醇厚。第四:钛,被誉 为生物金属,广泛用于医疗器械,人体植入,是世界公认的健康无毒元素,对人的植物神经 和味觉神经没有任何影响,耐强酸强碱。所以钛保温杯除了价格稍微贵一点,但对人体的好 处也是有目共睹的。 为了解决上述问题,中国发明专利申请公开说明书(公开号:CN110432727A)公开 了一种外钢内钛的真空保温杯和抽真空工艺。它包含如下步骤:制作内胆双层,制作钛合金 内胆层,制作不锈钢内胆层。制作外壳,包含如下步骤:不锈钢层:不锈钢管材料,割管,水 涨,成型,产品齐全后滚好螺纹等外壳成型;冲压好外底成型,抽真空孔。制作成品杯体,包 含如下步骤:内胆外壳配好扣焊接,外底焊接(焊接上吸气片);焊接好后放上玻璃胶;在真 空设备加温玻璃胶融化降温后达到高真空状态。它采用内胆为双层内钛合金,最外层外壳 3 CN 111545950 A 说 明 书 2/3 页 不锈钢,3层工艺,内胆和外壳中空位真空层,大大提高了保温杯的真空夹层密封性,延长了 保温杯的使用寿命。 但是,目前钛材和不锈钢的焊接牢度不佳,甚至采用普通焊接方式根本无法焊接 在一起,反而造成钛内胆和不锈钢外壳的保温容器的质量不佳。
技术实现要素:
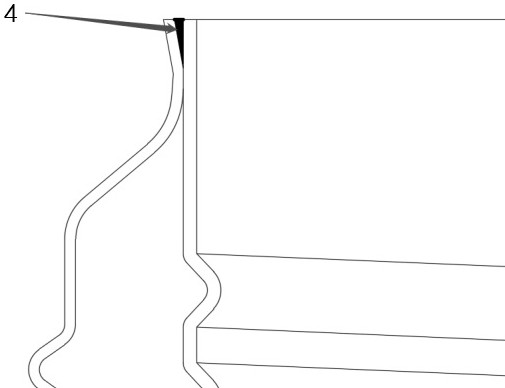
本发明的目的在于提供一种焊料及通过该焊料焊接的保温容器,主要解决上述现 有技术所存在的问题,本发明可以实现保温容器的钛内胆和不锈钢外壳之间焊接连接,其 焊接部位的抗拉强度高,致密性好,确保保温容器的质量并延长其使用寿命。 为实现上述目的,本发明的技术方案是: 一种焊料,用于实现钛和不锈钢之间的真空钎焊焊接,其特征在于:该焊料按照重量百 分比包括,锆5%、镍9%、钛78%、铜8%。 所述的焊料,其特征在于:将锆、镍、钛、铜按比例磨成粉状,其细度为300-800目。 一种保温容器,它包括钛材料内胆和不锈钢外壳;其特征在于:该内胆和外壳之间 装配后留有焊接容腔,使用如上所述的焊料进行真空钎焊焊接,焊接后实现内胆和外壳的 连接。 所述的保温容器,其特征在于:该真空钎焊的温度为905-930℃。 所述的保温容器,其特征在于:该焊接容腔的宽度为0.1-0.5mm。 所述的保温容器,其特征在于:该真空钎焊部位采用搭边焊或卷边焊。 所述的保温容器,其特征在于:该真空钎焊的保温时间为50-70min。 藉由上述技术方案,本发明的优点是: 本发明通过其焊料可以实现保温容器钛内胆和不锈钢外壳之间的有效连接,焊缝靠近 不锈钢的一面通过焊料形成CuNi合金层,这一侧抗拉强度达到110MPa左右。焊缝靠近钛内 胆一面通过焊料形成有TiCukao合金层,这一侧抗拉强度达到110MPa左右。焊缝中间硬度最 低是因为焊料无法形成合金的强度。其钎焊温度不得高于930℃原因是:达到930℃会对钛 原材会有相变反应,结晶体变大,母材钛变脆。 附图说明 图1是本发明保温容器的结构示意图。 图2是本发明保温容器的真空钎焊部位的结构示意图1。 图3是本发明保温容器的真空钎焊部位的结构示意图2。 图4是本发明保温容器的真空钎焊部位的另一种结构示意图。 图5是本发明保温容器的真空钎焊部位的再一种结构示意图。











