
技术摘要:
本发明一种TFT玻璃BOD工序快速动态称重系统,包括两组称重装置和plc;一组称重装置设置在空载称重工位,测量运输小车的重量;另一组称重装置设置在负载称重工位,测量运输小车和称重玻璃的重量;每组称重装置均包括两台高精度测量秤,所述两台高精度测量秤共同完成测重 全部
背景技术:
目前玻璃基板热端生产过程中,由于基板厚度要求不断薄型化,造成掰板工序的 节拍进一步加快,薄型化后要求板重数据的精度提高,引出量的大小决定板重数值,以往引 出量的调节需要通过人工进行,薄型化后这种方式已不能满足工艺要求。 由于基板玻璃生产的特殊性,不连惯的生产对产品质量的稳定性和产品的一致性 会造成很大的冲击,从而会影响整条生产线的生产效率,降低产能,同时会使PAC大幅度上 升,降低成品的综合良品率。 目前BOD工序节拍不满足工艺需求的关键问题点为TFT薄板(0.5mm以下)玻璃的板 重精度要求。节拍不满足要求和数据的不连贯则会造成生产不稳定,产品部分报废、品质差 等问题。BOD区域工作环境狭小、环境气流、震动、总重量大等因素,给高精度称重设备的布 局安装带来困难,稳定性差,效率低。无法通过高精度称重设备提高称重精度。传统方法测 量板重时需等待生产线上的玻璃板处于稳定状态后才进行测量,需要的时间长,且玻璃板 处于稳定状态后测得的数据是否准确无法判断,数据误差大,不能保证每个产品都进行测 量并取得有效数据。
技术实现要素:
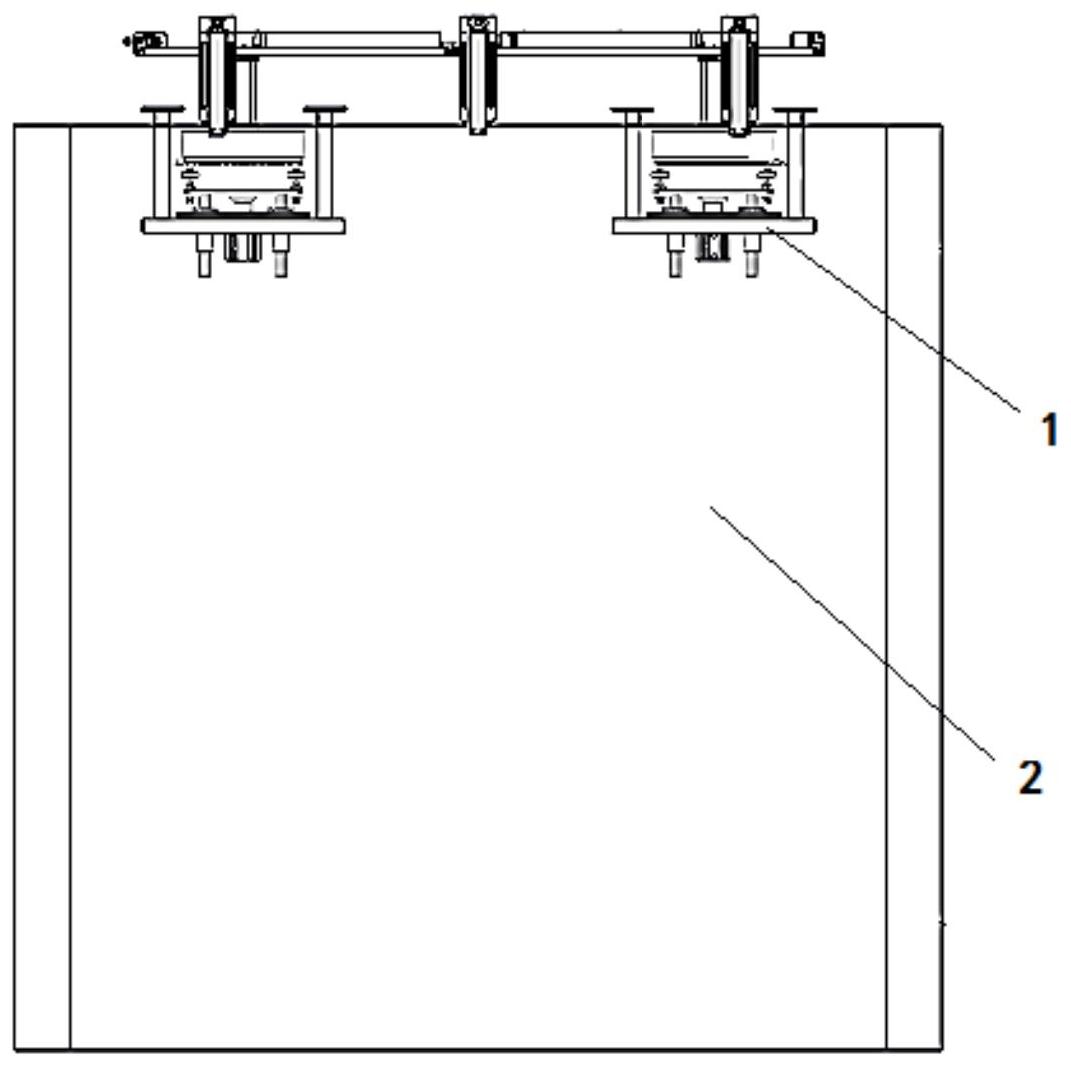
针对现有技术中存在的问题,本发明提供一种TFT玻璃BOD工序快速动态称重系统 及称重方法,能够第一时间获得称重数据,有利于提高节拍,称重过程可控,可直观观测,自 动判断是否称重完成。 本发明是通过以下技术方案来实现: 一种TFT玻璃BOD工序快速动态称重系统,包括两组称重装置和plc; 所述两组称重装置,一组称重装置设置在空载称重工位,测量运输小车的重量;另 一组称重装置设置在负载称重工位,测量运输小车和称重玻璃的重量; 每组称重装置均包括两台高精度测量秤,所述两台高精度测量秤共同完成测重, 两台高精度测量秤连接一台高精度秤仪表;所述高精度秤仪表输出端连接plc的输入端, plc的输出端连接显示装置。 优选的,所述plc输出端还连接报警装置。 一种TFT玻璃BOD工序快速动态称重的方法,基于上述任意一项所述的称重系统, 包括以下步骤, 步骤1,在空载称重工位,通过称重装置对生产线上的运输小车进行称重,实时输 出运输小车的重量当前值; 步骤2,plc实时汇集运输小车的重量当前值,对实时输出的重量当前值进行重量 4 CN 111579035 A 说 明 书 2/5 页 变化曲线绘制; 步骤3,plc在绘制重量变化曲线时,同步对实时输出的运输小车重量当前值进行 计算,用前后两次间隔200毫秒的重量当前值求差,连续3-4个差值均在设定误差范围内,且 重量变化曲线处于稳定阶段,则计算出这3-4个差值的4-5个重量当前值的平均值或二次加 权平均值表示运输小车的重量; 步骤4,称重玻璃装载到运输小车上后,在负载称重工位,通过称重装置对生产线 上的运输小车和称重玻璃进行称重,实时输出运输小车和称重玻璃的重量当前值; 步骤5,plc实时汇集运输小车和称重玻璃的重量当前值,对实时输出的重量当前 值进行重量变化曲线绘制; 步骤6,plc在绘制重量变化曲线时,同步对实时输出的运输小车和称重玻璃的重 量当前值进行计算,用前后两次间隔200毫秒的重量当前值求差,连续3-4个差值均在设定 误差范围内,且重量变化曲线处于稳定阶段,则计算出这3-4个差值的4-5个重量当前值的 平均值或二次加权平均值表示运输小车和称重玻璃的重量; 步骤7,plc对步骤3中得到的运输小车的重量和步骤6中得到的运输小车和称重玻 璃的重量求差,取差值表示称重玻璃的真实重量。 优选的,在生产测重过程中,随机停止玻璃运输,在空载称重工位的称重装置重复 步骤1-步骤3反复对同一个运输小车进行称重,取多次称重结果的平均值和线下完全静止 下的同一个运输小车的真实重量求差,根据差值确定对空载称重工位称重装置的补偿值。 进一步的,在生产测重长时间运行后,通过空载称重工位的称重装置反复测量同 一个运输小车的重量值,取多次重量值的平均值和线下完全静止下的同一个运输小车的重 量值进行比较,复核验证称重数据和补偿值是否准确。 优选的,在生产测重过程中,随机停止生产运输,在负载称重工位的称重装置重复 步骤4-步骤6反复对同一个运输小车和称重玻璃进行称重,取多次称重结果的平均值和线 下完全静止下的同一个运输小车和称重玻璃的真实重量求差,根据差值确定对负载称重工 位称重装置的补偿值。 进一步的,在生产测重长时间运行后,通过负载称重工位的称重装置反复测量同 一个运输小车和称重玻璃的重量值,取多次重量值的平均值和线下完全静止下的同一个运 输小车和称重玻璃的重量值比较,复核验证称重数据和补偿值是否准确。 优选的,所述空载称重工位的称重装置将多个运输小车的重量数据输送至plc, plc对运输小车进行编号和重量数据记录,后续称重过程中,仅重复步骤4-步骤6测量运输 小车和称重玻璃的重量,plc对应运输小车编号进行计算,输出称重玻璃的真实重量。 优选的,在plc中设定称重时间和称重误差,plc的输出端连接报警装置,对长时间 无称重数据或称重结果精度偏差大进行报警。 与现有技术相比,本发明具有以下有益的技术效果: 本发明一种TFT玻璃BOD工序快速动态称重系统,通过两组称重装置测量运输小车 和运输小车及称重玻璃的重量,取差值得出称重玻璃的重量,减少了称重过程中的误差,提 高精度。通过两台高精度测量秤完成测重,保证了称重装置的量程,消除因工作环境狭小等 因素,对高精度称重设备带来的影响,减少称重误差。通过显示装置监控测量过程,减少称 重时间,提高操作的便利性。 5 CN 111579035 A 说 明 书 3/5 页 进一步的,plc输出端还连接报警装置,对长时间无称重数据或称重结果精度偏差 大进行报警。对故障及时报警提示,避免故障扩大。 一种TFT玻璃BOD工序快速动态称重的方法,通过先测量运输小车的重量,再测量 运输小车和称重玻璃的重量,取差值得出称重玻璃的重量;在称重过程中,对实时测量称重 物的重量当前值进行重量变化曲线绘制,通过200毫秒以上的计算采样频率,规避前面的大 幅波动的数据,根据重量变化曲线变化是否处于稳定阶段的数据,判断称重是否完成,便于 plc进行计算第一时间获得精准的称重数据。 进一步的,在生产测重过程中,随机停止玻璃运输,在空载称重工位的称重装置反 复对同一个运输小车进行称重,取多次称重结果的平均值和线下完全静止下的同一个运输 小车的真实重量求差,根据差值确定对空载称重工位称重装置的补偿值。通过计算补偿值, 消除动态称重过程的误差。 进一步的,在生产测重长时间运行后,通过空载称重工位的称重装置反复测量同 一个运输小车的重量值,取多次重量值的平均值和线下完全静止下的同一个运输小车的重 量值进行比较,复核验证称重数据和补偿值是否准确。通过复核验证秤的精度,防止使用时 间过长对测量结果产生影响。 进一步的,所述空载称重工位的称重装置将多个运输小车的重量数据输送至plc, plc对运输小车进行编号和重量数据记录,后续称重过程中,仅测量运输小车和称重玻璃的 重量,plc对应运输小车编号进行计算,输出称重玻璃的真实重量。节省称重时间,增加称重 效率。 附图说明 图1为本发明高精度秤称重装置主视图; 图2为本发明高精度秤称重装置侧视图; 图3为本发明两台高精度秤称重装置连接示意图; 图4为本发明称重系统工位示意图; 图5为本发明工序同步取得动态称重数据方法的流程图; 图6为本发明称重装置实测重量变化曲线示意图; 图中:1为称重装置;2为称重玻璃;3为高精度秤仪表。











