
技术摘要:
本发明涉及自动化设备技术领域,具体公开了一种用于主动力控径向浮动装置的控制方法,主动力控径向浮动装置包括安装法兰盘、连接壳体、气缸集成法兰盘、打磨工具安装法兰盘、径向浮动组件和气动组件,其中,用于主动力控径向浮动装置的控制方法包括:获取待加工零件的 全部
背景技术:
在机械加工领域,机器人越来越多的运用在零件加工过程中,通常在对零件进行 表面处理时(打磨、抛光)或是搬运环境中,机器人已经有代替人工作业的趋势,由于在打磨 或是抛光工序中对工艺要求较高,通常需要打磨工具的法向量与零件待加工表面法向量重 合,这个过程需要机器人调节各个关节轴实现,运动传递到打磨工具末端时,误差也随之传 递到打磨工具上,打磨质量也随之受到影响。 机器人打磨工具基本上采用轴向恒力浮动,虽然可以保证在轴向力达到恒力控 制,但是在打磨复杂曲面时,打磨工具不能径向浮动将导致打磨工具和打磨表面不是完全 接触,必然导致打磨工具边缘和工件表面干涉或是造成打磨工具损坏,加工效率和表面精 度也不能保证,同时也缺少仿形贴合功能;再者有些打磨工具采用浮动装置,虽然也可以实 现仿形贴合功能,但是是被动仿形贴合,被动仿形贴合有一定的滞后性,在复杂曲面或是表 面变化率较大时容易出现仿形失效和仿形失真的情况。 在机器人打磨或是机器人搬运过程中,通常是改变机器人轴来达到表面贴合,这 样就会造成机器人的一部分轴会迁就表面贴合浪费掉一些作业范围,在贴合表面过程中各 个轴会调整一段时间,严重影响工作效率。
技术实现要素:
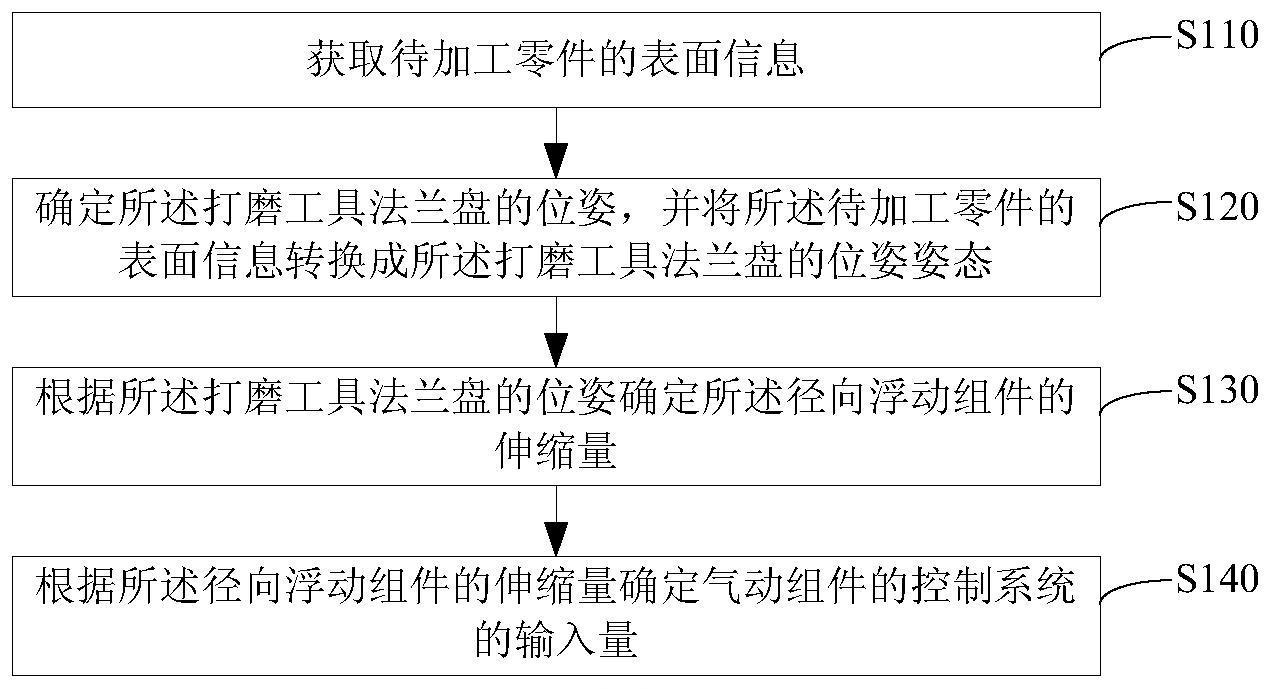
本发明提供了一种用于主动力控径向浮动装置的控制方法、用于主动力控径向浮 动装置的控制装置及主动力控径向浮动的控制系统,解决相关技术中存在的打磨工作效率 低且无法实现仿形贴合的问题。 作为本发明的第一个方面,提供一种用于主动力控径向浮动装置的控制方法,所 述主动力控径向浮动装置包括安装法兰盘、连接壳体、气缸集成法兰盘、打磨工具安装法兰 盘、径向浮动组件和气动组件,所述安装法兰盘和所述气缸集成法兰盘分别设置在所述连 接壳体的两端,且通过所述连接壳体连接,所述打磨工具安装法兰盘与所述气缸集成法兰 盘连接,所述径向浮动组件位于所述连接壳体内,且与所述气缸集成法兰盘连接,所述气动 组件与所述径向浮动组件连接,所述径向浮动组件能够在所述气动组件的控制下带动所述 打磨工具安装法兰盘进行径向伸缩,其中,所述用于主动力控径向浮动装置的控制方法包 括: 获取待加工零件的表面信息; 确定所述打磨工具法兰盘的位姿,并将所述待加工零件的表面信息转换成所述打 磨工具法兰盘的位姿姿态; 根据所述打磨工具法兰盘的位姿确定所述径向浮动组件的伸缩量; 4 CN 111590431 A 说 明 书 2/7 页 根据所述径向浮动组件的伸缩量确定气动组件的控制系统的输入量。 进一步地,所述获取待加工零件的表面信息,包括: 对待加工零件的点云数据进行数值处理,得到待加工零件的表面信息。 进一步地,所述对待加工零件的点云数据进行数值处理,包括: 提取点云数据中待加工零件的表面数据; 对提取的待加工零件的表面数据进行稀释处理; 根据插值法对待加工零件的表面进行曲面拟合; 将拟合后的曲面划分成网格; 计算每个网格的法向矢量。 进一步地,所述根据所述径向浮动组件的伸缩量确定气动组件的控制系统的输入 量,包括: 建立气动组件的控制系统数学模型,并得到控制系统传递函数; 根据所述控制系统传递函数整定控制系统的控制参数; 根据所述径向浮动组件的伸缩量以及所述控制参数确定所述控制系统的输入量。 进一步地,所述径向浮动组件包括至少三个浮动气缸,所述根据所述径向浮动组 件的伸缩量确定气动组件的控制系统的输入量,包括: 根据每个所述浮动气缸的初始状态计算每个所述浮动气缸的伸缩量; 根据每个所述浮动气缸的伸缩量确定所述气动组件的控制系统的输入量。 进一步地,所述用于主动力控径向浮动装置的控制方法还包括在所述根据所述径 向浮动组件的伸缩量确定气动组件的控制系统的输入量的步骤后进行的: 根据所述气动组件的控制系统的输入量生成所述径向浮动组件的控制信号。 作为本发明的另一个方面,提供一种用于主动力控径向浮动装置的控制装置,其 中,包括存储器和处理器,所述存储器和处理器通信连接,所述存储器用于存储计算机指 令,所述处理器用于加载并执行所述计算机指令以实现前文所述的用于主动力控径向浮动 装置的控制方法。 作为本发明的另一个方面,提供一种主动力控径向浮动的控制系统,其中,包括主 动力控径向浮动装置及前文所述的用于主动力控径向浮动装置的控制装置,所述主动力控 径向浮动装置包括安装法兰盘、连接壳体、气缸集成法兰盘、打磨工具安装法兰盘、径向浮 动组件和气动组件,所述安装法兰盘和所述气缸集成法兰盘分别设置在所述连接壳体的两 端,且通过所述连接壳体连接,所述打磨工具安装法兰盘与所述气缸集成法兰盘连接,所述 径向浮动组件位于所述连接壳体内,且与所述气缸集成法兰盘连接,所述气动组件与所述 径向浮动组件连接,所述用于主动力控径向浮动装置的控制装置与所述气动组件通信连 接,所述用于主动力控径向浮动装置的控制装置能够控制所述气动组件的工作,所述径向 浮动组件能够在所述气动组件的控制下带动所述打磨工具安装法兰盘进行径向伸缩。 进一步地,所述径向浮动组件包括至少三个浮动气缸,每个所述浮动气缸均固定 在气缸集成法兰盘上,每个所述浮动气缸的驱动端穿过所述气缸集成法兰盘后均连接触 头,每个所述浮动气缸均连接所述气动组件。 进一步地,所述气动组件包括气动穿板接头、气动快速接头和电气比例阀,所述气 动穿板接头设置在连接壳体的侧壁,所述气动快速接头连接所述浮动气缸,所述气动穿板 5 CN 111590431 A 说 明 书 3/7 页 接头通过输气管路连接所述电气比例阀的进气端,所述气动快速接头通过输气管路连接电 气比例阀的出气端,所述电气比例阀与所述用于主动力控径向浮动装置的控制装置通信连 接。 本发明提供的用于主动力控径向浮动装置的控制方法,在控制打磨工具对待加工 零件进行打磨过程中,由于是主动获取待加工零件的表面信息从而得到对气动组件的控 制,这种主动的贴合方式,可以大大提升实际打磨环境的准确性,另外采用闭环位置控制的 方式也提高了仿形的精确度,解决了被动仿形的滞后性,有效解决了复杂曲面打磨过程中 的仿形失效和仿形失真的情况。 附图说明 附图是用来提供对本发明的进一步理解,并且构成说明书的一部分,与下面的具 体实施方式一起用于解释本发明,但并不构成对本发明的限制。 图1为本发明提供的主动力控径向浮动装置的结构示意图。 图2为本发明提供的用于主动力控径向浮动装置的控制方法的流程图。 图3a为本发明提供的整体点云图。 图3b为本发明提供的局部点云图。 图3c为本发明提供的插值曲面拟合图。 图3d为本发明提供的网格点法矢量图。 图4为本发明提供的位姿转换示意图。 图5为本发明提供的阶跃信号反馈图。 图6为本发明提供的正弦波信号反馈图。 图7为本发明提供的主动力控径向浮动的控制系统的控制流程图。 图8为本发明提供的反馈控制原理图。 图9为本发明提供的主动力控径向浮动装置的剖视图。











