
技术摘要:
本发明涉及生产制造技术领域,特别涉及一种热压焊接方法、装置、计算机设备和存储介质。所述方法包括:在焊接过程中,检测热压焊头部件内部的温度,得到焊头温度;检测焊接位置上各个焊接点的温度,得到多个焊接点温度;按照预设估算散失热量的算法,根据所述多个焊接 全部
背景技术:
热压焊接是连接柔性电路板和刚性电路板的一种焊接工艺,作为微电子表面组装 技术领域的新兴制造工艺和重要组成部分,稳定和高效的热压焊接工艺无疑是保证产品良 好品质的重要环节。目前,常规的热压焊接基本都是手动操作,并且根据不同的项目更换不 同的焊接部件,导致花费时间长,效率低。
技术实现要素:
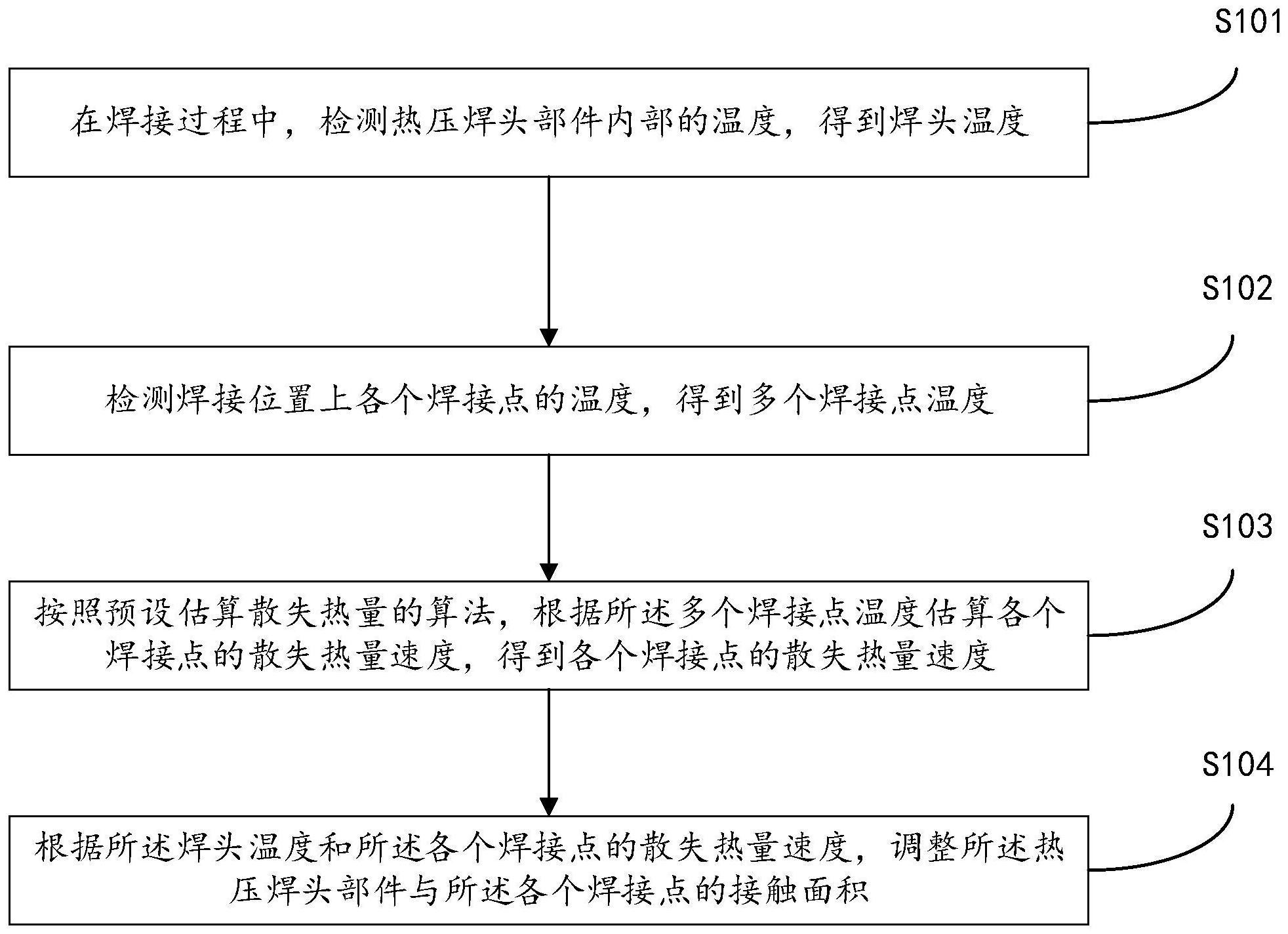
针对现有技术不足,本发明提出一种热压焊接方法、装置、计算机设备和存储介 质,旨在解决热压焊接基本都是手动操作,不同的项目更换不同的焊接部件,导致花费时间 长,效率低的问题。 本发明提出的技术方案是: 一种热压焊接方法,所述方法包括: 在焊接过程中,检测热压焊头部件内部的温度,得到焊头温度; 检测焊接位置上各个焊接点的温度,得到多个焊接点温度; 按照预设估算散失热量的算法,根据所述多个焊接点温度估算各个焊接点的散失 热量速度,得到各个焊接点的散失热量速度; 根据所述焊头温度和所述各个焊接点的散失热量速度,调整所述热压焊头部件与 所述各个焊接点的接触面积。 进一步地,在所述根据所述焊头温度和所述各个焊接点的散失热量速度,调整所 述热压焊头部件与所述各个焊接点的接触面积的步骤之后,包括: 检测各个焊接点的当前温度; 从所述各个焊接点的当前温度中选取最低的一个温度,得到第一温度; 判断所述第一温度是否高于第一预设温度; 若是,则停止所述热压焊头部件的加热,将所述热压焊头部件从所述焊接位置上 移开,完成焊接任务。 进一步地,在所述在焊接过程中,检测热压焊头部件内部的温度,得到焊头温度的 步骤之前,包括: 接收用户输入的焊接任务; 响应所述焊接任务,将热压焊头部件移动至焊接位置并加热; 控制所述热压焊头部件对印制电路板上焊盘的各个焊接点进行焊接。 进一步地,在所述响应所述焊接任务,将热压焊头部件移动至焊接位置并加热的 步骤之后,在所述控制所述热压焊头部件对印制电路板上焊盘的各个焊接点进行焊接的步 4 CN 111570963 A 说 明 书 2/7 页 骤之前,包括: 检测所述热压焊头部件内部的温度,得到第二温度; 判断所述第二温度是否高于第二预设温度; 若是,则触发控制所述热压焊头部件对印制电路板上焊盘的各个焊接点进行焊接 的步骤; 若否,则触发检测所述热压焊头部件内部的温度,得到第二温度的步骤。 进一步地,在所述根据所述焊头温度和所述各个焊接点的散失热量速度,调整所 述热压焊头部件与所述各个焊接点的接触面积的步骤中,包括: 根据所述焊头温度和所述各个焊接点的散失热量速度,计算所述热压焊头部件与 所述各个焊接点的目标接触面积; 获取所述热压焊头部件与所述各个焊接点的当前接触面积; 根据各个当前接触面积,调整所述热压焊头部件与所述各个焊接点的接触面积达 到对应的目标接触面积。 本发明还提供一种热压焊接装置,所述装置包括: 第一检测模块,用于在焊接过程中,检测热压焊头部件内部的温度,得到焊头温 度; 第二检测模块,用于检测焊接位置上各个焊接点的温度,得到多个焊接点温度; 估算模块,用于按照预设估算散失热量的算法,根据所述多个焊接点温度估算各 个焊接点的散失热量速度,得到各个焊接点的散失热量速度; 第一调整模块,用于根据所述焊头温度和所述各个焊接点的散失热量速度,调整 所述热压焊头部件与所述各个焊接点的接触面积。 进一步地,所述装置包括: 第三检测模块,用于检测各个焊接点的当前温度; 选取模块,用于从所述各个焊接点的当前温度中选取最低的一个温度,得到第一 温度; 第一判断模块,用于判断所述第一温度是否高于第一预设温度; 处理模块,用于在所述第一温度高于第一预设温度时,停止所述热压焊头部件的 加热,将所述热压焊头部件从所述焊接位置上移开。 进一步地,所述装置包括: 接收模块,用于接收用户输入的焊接任务; 执行模块,用于响应所述焊接任务,将热压焊头部件移动至焊接位置并加热; 第二控制模块,用于控制所述热压焊头部件对印制电路板上焊盘的各个焊接点进 行焊接。 本发明还提供一种计算机设备,包括存储器和处理器,所述存储器存储有计算机 程序,所述处理器执行所述计算机程序时实现上述任一项所述的方法的步骤。 本发明还提供一种计算机可读存储介质,其上存储有计算机程序,所述计算机程 序被处理器执行时实现上述任一项所述的方法的步骤。根据上述的技术方案,本发明有益 效果:根据焊头温度和各个焊接点的散失热量速度,调整热压焊头部件与各个焊接点的接 触面积,以实现自动焊接的目的,提高生产效率,解决热压焊接基本都是手动操作,不同的 5 CN 111570963 A 说 明 书 3/7 页 项目更换不同的焊接部件,导致花费时间长,效率低的问题。 附图说明 图1是应用本发明实施例提供的热压焊接方法的流程图; 图2是应用本发明实施例提供的热压焊接装置的功能模块图; 图3是应用本发明实施例提供的计算机设备的结构示意框图。











