
技术摘要:
本发明公开了一种智能制造环境下车间双资源集成调度方法及系统,包括以下步骤:建立AGV行驶地图的拓扑模型;根据所述拓扑模型建立双向单路径引导系统;采用改进A*路径搜索算法从双向单路径引导系统中生成行驶路径;根据改进NSGA‑Ⅱ算法获取机床的加工工件序列;建立基 全部
背景技术:
车间调度是一个NP-Hard问题,车间调度虽然已有多种求解方法,然而存在求解稳 定性和求解精度不足,算法计算量大,容易陷入局部最优等问题;双资源集成调度是NP- Hard问题的扩展,求解过程更加复杂,随着车间智能化的不断提高,工厂无人化的不断发 展,AGV作为智能化生产的关键设备,其代替人工运输被广泛应用在车间与机床协同工作。 对于智能制造车间环境下的加工机器与AGV的集成调度问题,目前存在着求解效 果不好,使得资源调配不合理,增加企业的生产成本,企业急需一种高效的双资源调度策 略。
技术实现要素:
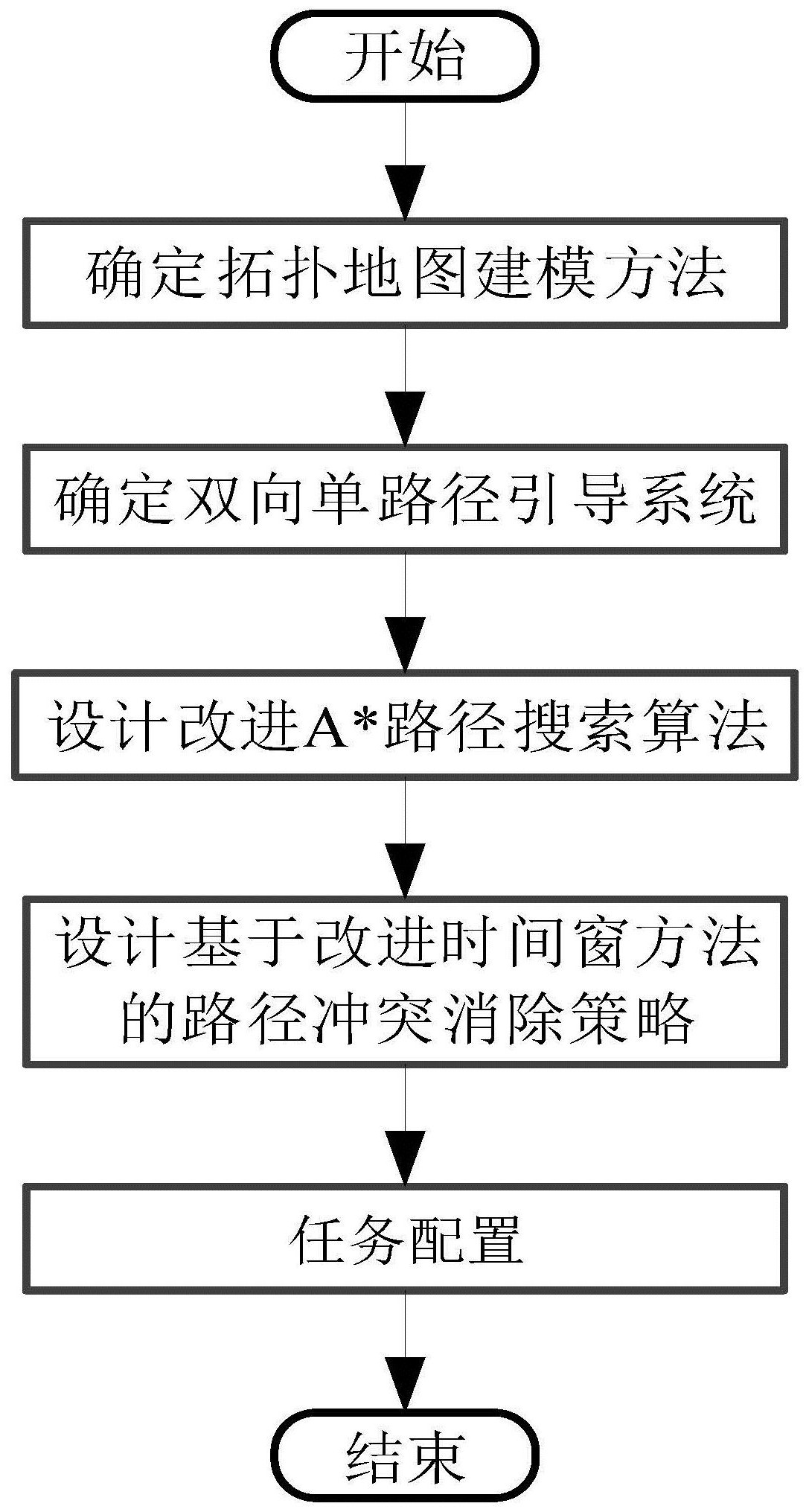
针对现有技术的不足,本发明提供了一种智能制造环境下车间双资源集成调度方 法及系统,以解决现有车间环境下双资源配置效率不高的问题。 为解决上述技术问题,本发明采用的技术方案为: 一种智能制造环境下车间双资源集成调度方法,包括以下步骤: 建立AGV行驶地图的拓扑模型; 根据所述拓扑模型建立双向单路径引导系统; 采用改进A*路径搜索算法从双向单路径引导系统中生成行驶路径; 根据改进NSGA-Ⅱ算法获取机床的加工工件序列; 建立基于改进时间窗方法的路径冲突消除策略; 根据所述行驶路径、加工工件序列和路径冲突消除策略完成对AGV的调度。 进一步的,所述加工工件序列的获取方法如下: 根据工件工序和加工设备随机生成加工工件序列初始种群; 根据贪婪解码算法计算每个加工工件序列的加工时间; 根据所述加工时间计算每个加工工件序列的排序等级和拥挤度; 根据所述排序等级和拥挤度从加工工件序列初始种群中选择加工工件序列遗传 种群; 根据工件工序、加工设备的交叉和随机变异从加工工件序列遗传种群中生成新种 群; 采用精英保留策略从所述加工工件序列遗传种群中选择父代优秀种群; 由所述新种群和父代优秀种群组合成新的加工工件序列初始种群并重复上述过 程; 根据迭代代数重复上述过程,输出最优加工工件序列种群; 4 CN 111598332 A 说 明 书 2/7 页 根据所述排序等级和拥挤度从最优加工工件序列种群选择最优加工工件序列。 进一步的,所述路径冲突消除策略为: 分别计算后续任务AGV基于等待的路径消除策略和基于路径重新规划的路径消除 策略的运输任务完成时间; 选择运输任务完成时间最短的路径消除策对后续任务AGV进行调度。 进一步的,所述方法还包括:如果基于等待的路径消除策略和基于路径重新规划 的路径消除策略的运输任务完成时间相等,则选择等待的路径消除策略。 进一步的,所述改进A*路径搜索算法的搜索过程如下; 获取双向单路径引导系统中与运输初始点相连的第一路径节点; 根据运输初始点和第一路径节点计算AGV行驶路径的评价函数值; 获取最小的评价函数值对应的第一路径节点,作为新的运输初始点; 重复上述步骤,直到所述新的运输初始点为运输终点; 连接所有的运输初始点即为AGV的行驶路径。 进一步的,所述评价函数值的计算方法包括: f(p)=g(p) h(p), 式中,f(p)表示AGV运输起点经节点p到AGV运输终点t的距离估计值;g(p)表示AGV 运输起点到节点p的实际最短路径长度;h(p)表示节点p到AGV运输终点t的路径长度估计 值。 一种智能制造环境下车间双资源集成调度系统,所述系统包括: 拓扑模型建立模块:用于建立AGV行驶地图的拓扑模型; 双向单路径引导系统建立模块:用于根据所述拓扑模型建立双向单路径引导系 统; 生成模块:用于采用改进A*路径搜索算法从双向单路径引导系统中生成行驶路 径; 获取模块:用于根据改进NSGA-Ⅱ算法获取机床的加工工件序列; 路径冲突消除策略建立模块:用于建立基于改进时间窗方法的路径冲突消除策 略; 调度模块:用于根据所述行驶路径、加工工件序列和路径冲突消除策略完成对AGV 的调度。 一种智能制造环境下车间双资源集成调度系统,所述系统包括处理器和存储介 质; 所述存储介质用于存储指令; 所述处理器用于根据所述指令进行操作以执行根据上述所述方法的步骤。 计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现上述 所述方法的步骤。 与现有技术相比,本发明所达到的有益效果是: 本发明采用改进A*路径搜索算法对多个AGV的AGV进行规划,并建立基于改进时间 窗方法的路径冲突消除策略,根据行驶路径和路径冲突消除策略对AGV进行调度,能够实现 对车间资源的有效配置;本发明计算简单,求解稳定性好和求解精度高,应用到车间,提高 5 CN 111598332 A 说 明 书 3/7 页 了资源配置的效率,能够有效降低生产成本。 附图说明 图1为双资源调度策略流程图; 图2为拓扑地图模型; 图3为双向单路径引导系统; 图4为改进A*路径搜索算法流程图; 图5为改进NSGA-Ⅱ算法流程图; 图6为机床加工工件序列; 图7为车间电子地图; 图8为6台机床6个工件2台机床集成调度示意图。











