
技术摘要:
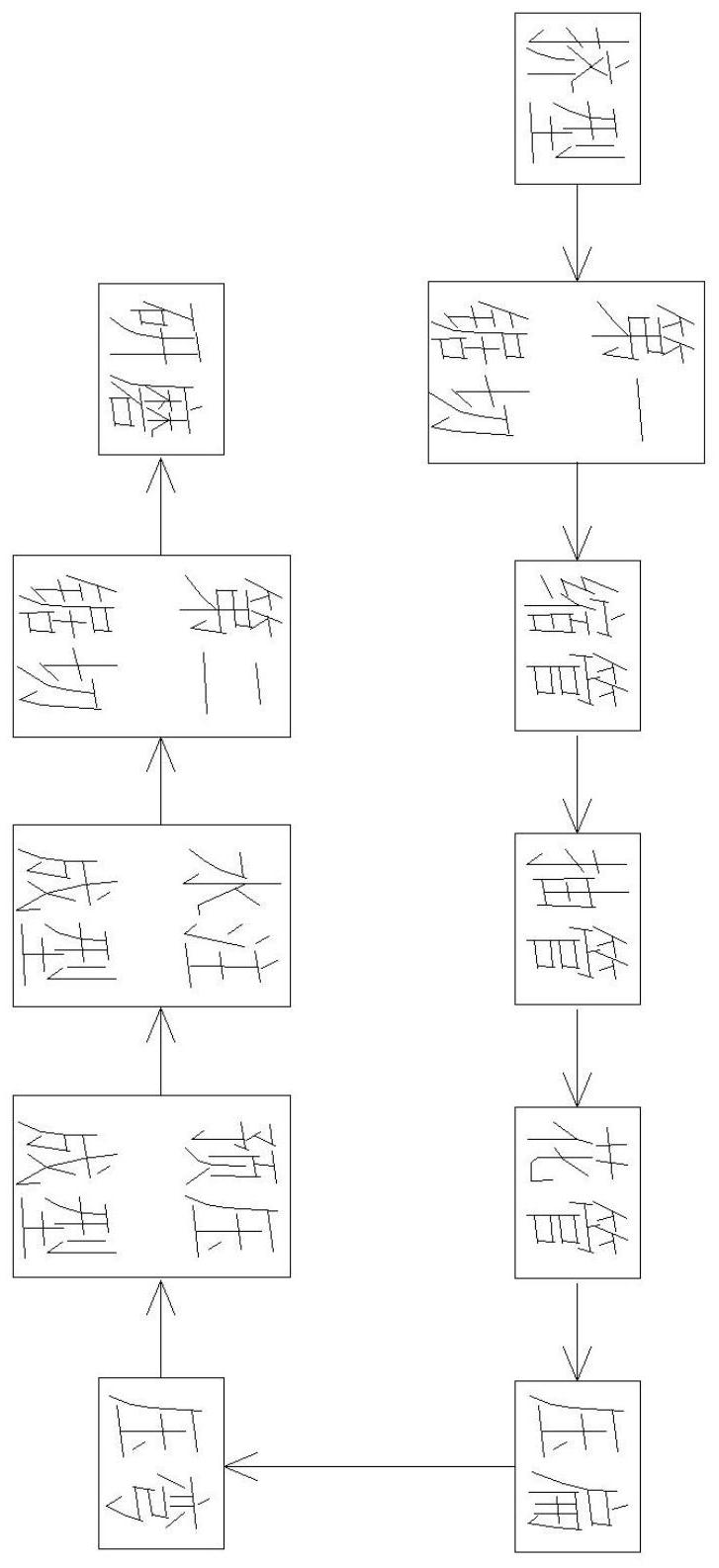
一种电动自行车下管后置控制器外壳生产用一体成型工艺,包括步骤一挤型;步骤二第一锯切;步骤三缩管;步骤四抽管;步骤五花管;步骤六压扁;步骤七压弯;步骤八预压成型;步骤九水注成型;步骤十第二锯切;步骤十一研磨。将马达座与下管合二为一,实现了电动自行车下 全部
背景技术:
现如今,随着我国工业水平的不断发展以及人们生活水平的不断提高,人们对环 境污染问题也越来越重视,因此节能减排迫在眉睫,必须落到实处。我国推行的“绿色制造” 行动,将节能减排落实到产品生产制造过程中,不仅可以实现人民与日俱增的环保要求,还 能使企业节省更多的生产成本,从中收获更高的利润。 目前,电动自行车下管后置控制器外壳多由马达座外壳与下管分体焊接而成。其 中,马达座外壳为锻造件,锻造成型后先进行机加工,然后和加工好的下管进行拼接焊接, 最后进行整体焊道打磨,这种生产工艺存在很大不足:1)整个生产周期较长,偏离了“绿色 制造”的宗旨;2)焊接出来的产品尺寸精度较差,降低了整体美观度,且焊接位置的强度稳 定性较差,对产品的使用造成影响。
技术实现要素:
发明目的:本发明的目的是提供一种电动自行车下管后置控制器外壳生产用一体 成型工艺,解决了电动自行车下管后置控制器外壳生产时候存在的问题。 技术方案:本发明提供了一种电动自行车下管后置控制器外壳生产用一体成型工 艺,包括 步骤一挤型:通过挤压获得所需外形尺寸的管材; 步骤二第一锯切:对管材进行锯切,并保留加工余量; 步骤三缩管:用缩管机将管材一端缩小至下管加工需求尺寸; 步骤四抽管:将多余部分厚度减薄; 步骤五花管:使用花管机对管材进行外型冷锻压工序; 步骤六压扁:使用冲压床将管材横截面压扁为所需形状; 步骤七压弯:使用冲压床对管材进行压弯工序; 步骤八预压成型:使用油压压床对管材进行外型预压; 步骤九水注成型:使用水压内涨机,通过水压压力,将管料成形至产品需要的形状; 步骤十第二锯切:根据产品实际需要长度进行锯切; 步骤十一研磨:对产品表面进行打磨抛光处理。 将马达座与下管合二为一,实现了电动自行车下管后置控制器外壳生产一体成型 生产。 进一步的,所述步骤一采用有缝螺旋焊缝挤型大管技术,其进料方式为旋进式,且 使用S型桥位挤压模进行挤压。从而获得螺旋焊缝结构的管材,其较一般的挤压圆管强度提 升约15%,延展达10%以上,且在做扩管开裂测试时其破裂时的外径可达到原来外径的1.2倍 3 CN 111546002 A 说 明 书 2/4 页 以上。从而解决了用无缝管加工成本偏高、一般有缝管存在焊缝结合强度不足不适宜内涨 等问题。 进一步的,所述步骤四中抽管变形量为15~40%。抽管工序不但可以减轻产品重量, 提高了原料的利用率,而且增加了产品的致密性,改善了产品晶粒,从而提高了产品的整体 强度。 进一步的,所述步骤六中管材横截面被压成椭圆形,且短径尺寸需少于压弯模宽1 ~2MM。保证后续压弯工作时候,整个压弯面受力均匀,从而提高了产品质量。 进一步的,所述步骤七中,压弯模半径R和产品压弯半径r的关系满足R=0.94*r。保 证了压弯出来的产品有很好的尺寸精度。 进一步的,所述步骤八中预压后产品宽度需比水注模宽度小1.5~2MM。 进一步的,所述步骤九中水压压力不少于60kg/cm²。水注成型工艺生产成本较低, 且一次成型,其加工速度较快,大大提高了生产效率;成型的产品刚性稳定,且表面光洁度 较好,无砂眼、无内伤等缺陷,其外形精度较高,外观流畅大方。 进一步的,所述步骤十一分为粗磨和精磨,所述粗磨采用的砂带精度为180#,所述 精磨采用的砂带精度为240#。粗磨打磨表面附着层,从而去除产品表面杂质;再对其进行表 面精磨,其表面粗糙度为3.2。多次分级研磨,避免了打磨时候大颗粒杂质对产品表面造成 二次损伤,从而提高了产品整体外观美观程度。 进一步的,所述管材材质为6061铝材,且管材厚度为2.5-5mm。6061铝材机械性能 较好,容易加工,且成本低廉。在加工时候,挤压出来的管材厚度保证在2.5-5mm之间,当厚 度小于2.5mm时候,加工出来的产品强度不够,大于5mm时后,管材在进行缩管工序时候内部 会产生裂缝,从而影响强度。 上述技术方案可以看出,本发明具有如下有益效果:1)电动自行车下管后置控制 器外壳采用6061铝合金有缝螺旋焊道挤型大管作为原材料,并通过缩管、抽管、花管、压形、 水注等工序进行一体成型加工,其产品结构更加合理,机械性能更加优越;2)整个生产工艺 减少了锻造、焊接打磨等工序,不但大大缩短了生产周期,适合于进行批量生产,而且降低 了整个作业成本和原料耗损,减少了对环境的污染,起到了节能减排的作用;3)且整体加工 成本、作业成本更加低廉,3)电动自行车下管后置控制器外壳一体成型,其外观形状流畅美 观,且具有较好的强度,大大提高了产品寿命。 附图说明 图1为本发明的流程图; 图2为改进前的电动自行车下管后置控制器外壳; 图3为改进后的电动自行车下管后置控制器外壳; 图4为改进后的电动自行车下管后置控制器外壳的A-A剖视图。 图中:改进前马达座1、改进前下管2、焊道3、改进后的电动自行车下管后置控制器 外壳4。











