
技术摘要:
本发明公开了一种装车系统,包括:第一级传送机构、第二级传送机构、第三级传送机构、第一纵向调幅机构、第二纵向调幅机构、第一横向摆动机构及第二横向摆动机构。通过第一纵向调幅机构和第二纵向调幅机构实现对第三级传送机构的传送终点的高度进行调整,通过第一横向 全部
背景技术:
目前,袋装动物饲料基本采用人工装车的方式,基本的装车流程是人工把袋装产 品从托盘上卸下,通过一个滑道输送到一台倾斜输送机上,在货车车厢内的另外一个装车 人员接住袋装产品后进行人工码垛装车。这种装车模式的弊端主要有三点: 一是体力劳动强度大;袋装饲料通常采用40kg包装,完成一辆30吨货车的装车需 要完成750包的搬运; 二是人工装车码垛难以保证比较整齐的码垛效果;由于装车人员面临较大的工作 强度以及责任心或者体力等原因,难以保证从头至尾都是比较好的码垛效果; 三是随着人口老龄化程度的加深,装车单位的人工成本越来越高,而且人员越来 越难以寻找并且管理难度在加大。
技术实现要素:
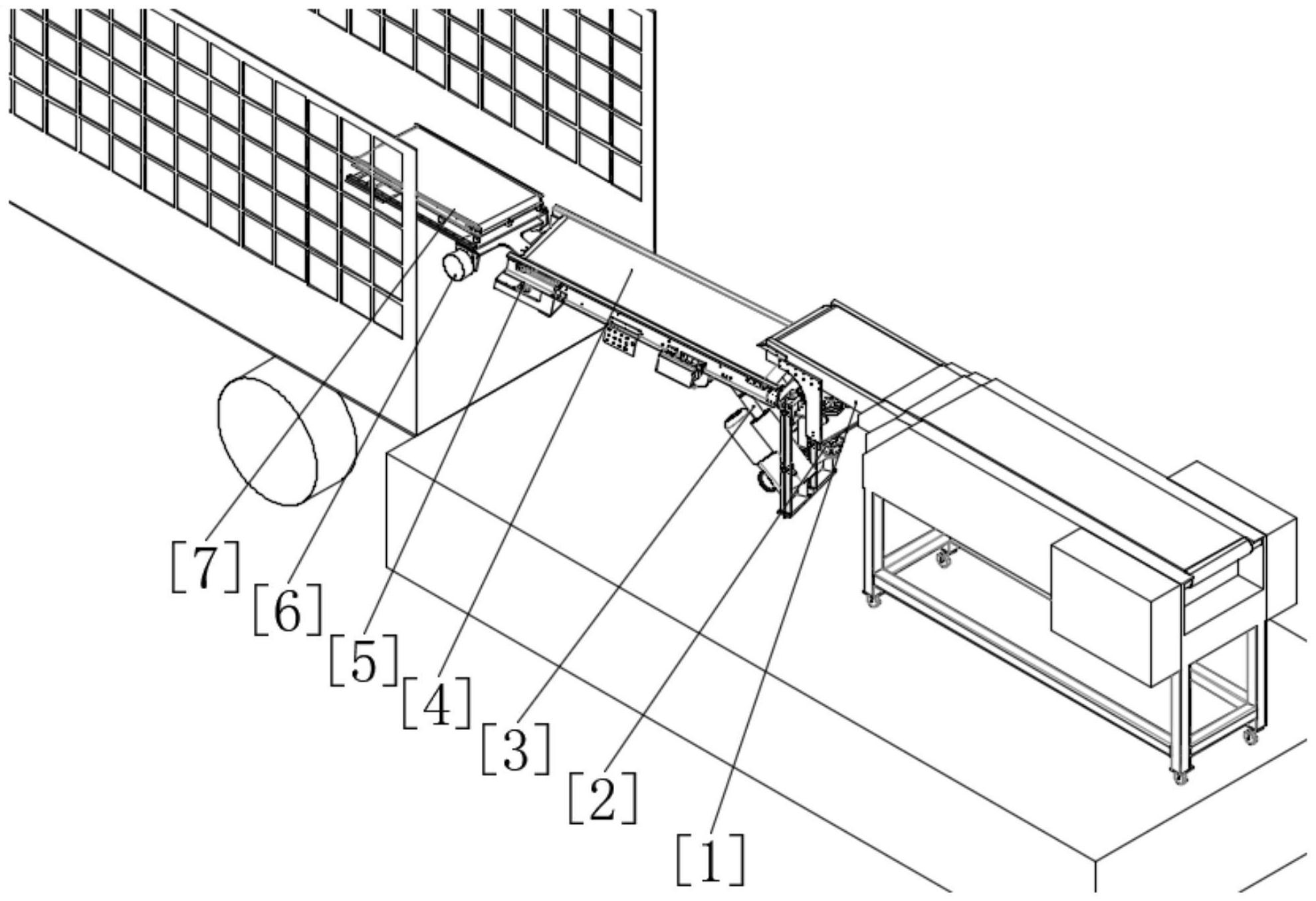
本发明通过提供一种装车系统,解决了现有技术中体力劳动强度大、码垛效果不 佳和成本高的技术问题,实现了降低体力劳动强度、提高码垛效果和降低装车成本的技术 效果。 本发明提供了一种装车系统,包括:第一级传送机构、第二级传送机构、第三级传 送机构、第一纵向调幅机构、第二纵向调幅机构、第一横向摆动机构及第二横向摆动机构; 所述第一纵向调幅机构设置在所述第一级传送机构的物料输出端,所述第一纵向调幅机构 的调幅升降输出端与所述第二级传送机构铰接;所述第一横向摆动机构设置在所述第一级 传送机构的物料输出端,所述第一横向摆动机构的摆动输出端与所述第二级传送机构的物 料输入端铰接;所述第二纵向调幅机构设置在所述第二级传送机构的物料输出端,所述第 二纵向调幅机构的调幅升降输出端与所述第三级传送机构的物料输入端铰接;所述第二横 向摆动机构设置在所述第二级传送机构的物料输出端,所述第二横向摆动机构的摆动输出 端与所述第三级传送机构的物料输入端铰接。 进一步地,所述第三级传送机构包括:支架、齿条、齿轮、动力输出设备及传送装 置;所述齿条设置在所述支架上;所述齿条套设在所述齿轮上,且所述齿条与所述齿轮啮 合;所述动力输出设备的动力输出端穿入所述齿轮;所述动力输出设备与所述传送装置连 接;所述第二纵向调幅机构的调幅升降输出端与所述支架铰接;所述第二横向摆动机构的 摆动输出端与所述支架铰接。 进一步地,所述第三级传送机构还包括:左导轨、右导轨、左行走轮及右行走轮;所 述左导轨和所述右导轨均设置在所述支架上,且所述左导轨和所述右导轨分别位于所述传 送装置的左右两侧;所述左行走轮设置在所述左导轨中;所述右行走轮设置在所述右导轨 中;所述左行走轮和所述右行走轮的基座均与所述传送装置连接。 4 CN 111573319 A 说 明 书 2/7 页 进一步地,所述第一纵向调幅机构包括:动力缸;所述动力缸设置在所述第一级传 送机构的物料输出端,所述动力缸的伸缩杆的末端与所述第二级传送机构铰接。 进一步地,所述第一纵向调幅机构还包括:位移监测部件;所述位移监测部件设置 在所述动力缸的伸缩杆上;所述位移监测部件的信号输出端与上位机的信号输入端通信连 接。 进一步地,所述第一横向摆动机构包括:第一电动机、第一摆动减速机及第一回转 支撑轴承;所述第一电动机设置在所述第一级传送机构的物料输出端,所述第一电动机的 动力输出端与所述第一摆动减速机的动力输入端连接;所述第一回转支撑轴承设置在所述 第二级传送机构的物料输入端;所述第一摆动减速机的摆动输出端与所述第一回转支撑轴 承连接;所述第一摆动减速机的摆动方向为水平方向。 进一步地,所述第二纵向调幅机构包括:第二电动机、第二摆动减速机及调幅连接 板;所述第二电动机设置在所述第二级传送机构的物料输出端,所述第二电动机的动力输 出端与所述第二摆动减速机的动力输入端连接;所述调幅连接板的一端设置在所述第三级 传送机构的物料输入端;所述第二摆动减速机的摆动输出端与所述调幅连接板的另一端铰 接;所述第二摆动减速机的摆动方向为竖直方向。 进一步地,所述第二横向摆动机构包括:第三电动机、第三摆动减速机及第二回转 支撑轴承;所述第三电动机设置在所述第二级传送机构的物料输出端,所述第三电动机的 动力输出端与所述第三摆动减速机的动力输入端连接;所述第二回转支撑轴承设置在所述 第三级传送机构的物料输入端;所述第三摆动减速机的摆动输出端与所述第二回转支撑轴 承连接;所述第三摆动减速机的摆动方向为水平方向。 进一步地,在所述第一级传送机构的物料输入端设置有第一物料监测部件;所述 第一物料监测部件的信号输出端与上位机的信号输入端通信连接,所述上位机的信号输出 端与所述第一级传送机构的传送信号输入端通信连接; 和/或,在所述第二级传送机构的物料输入端设置有第二物料监测部件;所述第二 物料监测部件的信号输出端与上位机的信号输入端通信连接,所述上位机的信号输出端与 所述第二级传送机构的传送信号输入端通信连接; 和/或,在所述第三级传送机构的物料输入端设置有第三物料监测部件;所述第三 物料监测部件的信号输出端与上位机的信号输入端通信连接,所述上位机的信号输出端与 所述第三级传送机构的传送信号输入端通信连接。 进一步地,所述第一物料监测部件、第二物料监测部件、第三物料监测部件均为红 外线传感器。 本发明中提供的一个或多个技术方案,至少具有如下技术效果或优点: 通过第一纵向调幅机构和第二纵向调幅机构实现对第三级传送机构的传送终点 的高度进行调整,通过第一横向摆动机构和第二横向摆动机构实现对第三级传送机构的传 送终点的水平左右位置进行调整,再通过第一级传送机构、第二级传送机构和第三级传送 机构依次对物料进行传送,从而完成整个装车过程,整个装车过程自动完成,不需要人工操 作,从而解决了现有技术中体力劳动强度大、码垛效果不佳和成本高的技术问题,实现了降 低体力劳动强度、提高码垛效果和降低装车成本的技术效果。 5 CN 111573319 A 说 明 书 3/7 页 附图说明 图1为本发明实施例提供的装车系统的结构示意图; 其中,1-第一级传送机构,2-第一横向摆动机构,3-第一纵向调幅机构,4-第二级 传送机构,5-第二纵向调幅机构,6-第二横向摆动机构,7-第三级传送机构。











