
技术摘要:
本发明涉及一种出料系统,尤其涉及一种全自动铁芯翻转出料系统及其操作方法,属于自动化设备。包括铁芯,还包括出料皮带线体和取中间治具模组,所述的出料皮带线体的一端位于取中间治具模组的下方。一种全自动铁芯翻转出料系统及其操作方法,结构紧凑,提高操作效率, 全部
背景技术:
现有技术中的铁芯的装配都是人工装配,装配效率非常的低,同时会影响产品品 质。 中国专利201620364443 .3,公开了一种汽车缓冲块自动组装设备的铁芯进料机 构,包括可转动地连接在机架上的转盘及连接在机架上的用于带动转盘转动的传动机构, 转盘的边沿处安装有若干个用于放置铁芯的铁芯放置架,汽车缓冲块自动组装设备的铁芯 进料机构还包括用于提升铁芯放置架中的铁芯的提升机构,提升机构的上端安装有铁芯暂 存机构;本实用新型能够将待装配的铁芯自动送入到汽车缓冲块自动组装设备中,从而能 够降低工作人员的劳动强度,提高汽车缓冲块的生产效率,同时还能提高汽车缓冲块装配 合格率。这是针对于汽车缓冲块的铁芯进料,但是只针对于比较初级的进料。
技术实现要素:
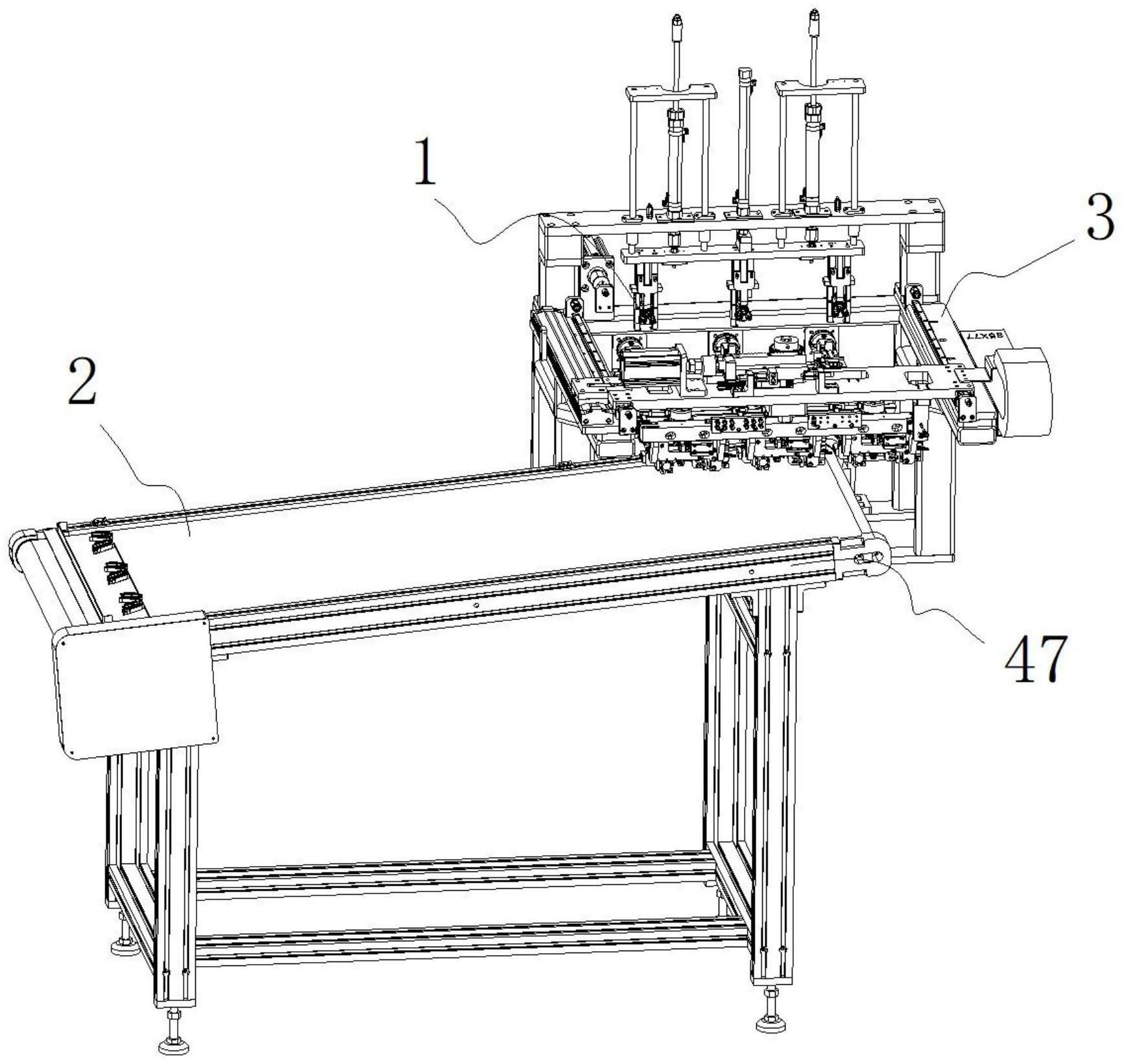
本发明主要是解决现有技术中存在的不足,提供一种自动化程度高,结构紧凑度 高,有效提升操作效率,同时对铁芯翻转取料的一种全自动铁芯翻转出料系统及其操作方 法。 本发明的上述技术问题主要是通过下述技术方案得以解决的: 一种全自动铁芯翻转出料系统,包括铁芯,还包括出料皮带线体和取中间治具模 组,所述的出料皮带线体的一端位于取中间治具模组的下方; 所述的取中间治具模组包括支撑底座,所述的支撑底座的上部设有抓取铁芯的夹 取中间治具机构,所述的夹取中间治具机构将铁芯送至中间治具翻转机构中且中间治具翻 转机构对铁芯进行翻转操作,所述的支撑底座的上部设有可位移抓取中间治具翻转机构中 铁芯的中间治具打开模组; 所述的夹取中间治具机构包括上下位移且抓取铁芯的夹取中间治具夹爪; 所述的中间治具翻转机构包括可翻转操作且抓取铁芯的中间治具翻转夹爪,所述 的夹取中间治具夹爪将铁芯送至中间治具翻转夹爪中进行翻转操作; 所述的中间治具打开模组包括沿支撑底座上部进行位移且可转动的中间治具打 开横架,所述的中间治具打开横架中设有若干个取治具模组,所述的取治具模组包括取治 具夹爪组,所述的取治具夹爪组将中间治具翻转夹爪中的铁芯送至出料皮带线体中。 通过夹取中间治具机构将铁芯抓取且送至中间治具翻转机构中,中间治具翻转机 构对铁芯进行夹取且翻转,然后中间治具打开模组中的取治具夹爪组对翻转后的铁芯进行 位移送至出料皮带线体中,进行下一步的操作。 作为优选,还包括固定在支撑底座上部一端的夹取中间治具架,所述的夹取中间 4 CN 111590299 A 说 明 书 2/5 页 治具架的下方设有可上下位移的夹取中间板,所述的夹取中间板的底部设有若干个夹取中 间治具气缸,所述的夹取中间治具气缸控制夹取中间治具夹爪开合,所述的夹取中间板的 上部设有沿夹取中间治具架进行上下位移的支撑光轴; 夹取中间治具架是固定在支撑底座的上部,通过中间治具夹爪实现对铁芯的抓 取,夹取中间板支撑性能出色。 还包括与支撑底座固定的翻转架,所述的翻转架的上部设有控制中间治具翻转夹 爪启闭的中间治具翻转夹爪气缸,所述的翻转架的上部设有控制中间治具翻转夹爪气缸进 行旋转的中间治具旋转气缸; 取治具模组包括与中间治具打开横架固定的取治具模组架,所述的取治具模组架 中的一端的内侧设有可位移的取治具模组推板,所述的取治具模组推板的外壁设有可启闭 的左侧取治具模组夹爪,所述的取治具模组架中的另一端的内侧设有右侧取治具模组夹 爪,所述的取治具模组推板、左侧取治具模组夹爪和右侧取治具模组夹爪形成铁芯夹爪腔, 所述的铁芯夹爪腔的上方设有与铁芯夹爪腔呈对应分布且可位移的上部取治具模组夹爪; 抓取时,上部取治具模组夹爪先对铁芯进行抓取进入至铁芯夹爪腔中,然后左侧 取治具模组夹爪和右侧取治具模组夹爪对铁芯进行夹紧。 所述的中间治具打开模组还包括沿支撑底座进行位移的中间治具打开模组平移 架,所述的中间治具打开横架位于中间治具打开模组平移架的下方且中间治具打开横架与 中间治具打开模组平移架通过转轴进行连接,所述的转轴的上部设有齿轮,所述的中间治 具打开模组平移架的上部设有可位移的齿条,所述的齿条带动齿轮进行啮合传动且齿轮带 动转轴进行旋转,所述的转轴带动中间治具打开横架进行转动。 作为优选,所述的取治具模组架中设有推动取治具模组推板进行水平位移的左侧 上端推进气缸,所述的取治具模组架中设有控制左侧取治具模组夹爪启闭的左侧下端气 缸,所述的左侧下端气缸贴合取治具模组推板进行启闭;所述的取治具模组架中设有控制 右侧取治具模组夹爪启闭的右侧气缸,所述的右侧气缸的下方设有与铁芯呈活动式触接的 取治具底板;所述的取治具模组架中设有控制上部取治具模组夹爪启闭的上部气缸; 所述的齿条通过设在中间治具打开模组平移架的上部的齿条推动气缸进行位移, 所述的齿条通过齿条导轨沿中间治具打开模组平移架位移; 所述的翻转架的上部设有固定中间治具旋转气缸的中间治具气缸支撑架,所述的 中间治具旋转气缸与中间治具翻转夹爪气缸间通过中间治具连接轴相连接,所述的中间治 具旋转气缸与中间治具连接轴间设有中间治具联轴器; 所述的夹取中间治具夹爪中设有与夹取中间治具气缸固定的中间夹爪且中间夹 爪与铁芯呈活动式触接,所述的支撑光轴二根为一组,二根支撑光轴的上部通过轴连接平 板相连接,所述的夹取中间治具架的上部设有推动支撑光轴沿夹取中间治具架进行位移的 夹取推动气缸。 作为优选,所述的上部气缸固定在上部气缸座中,所述的取治具模组架的背面设 有推动上部气缸座沿滑块导轨进行位移的上部气缸座推动气缸; 所述的夹取中间治具架中设有三个呈间隔分布的夹取推动气缸,三个夹取推动气 缸分别同时推动夹取中间板的左端、中端和右端。 作为优选,所述的中间治具旋转气缸的内壁设有随中间治具旋转气缸进行旋转的 5 CN 111590299 A 说 明 书 3/5 页 中间治具L形定位块,所述的翻转架的上部设有中间治具固定架,所述的中间治具固定架中 设有与中间治具L形定位块呈活动式挡接的中间治具定位支撑杆。 作为优选,所述的夹取中间治具夹爪的数量、中间治具翻转夹爪的数量、取治具模 组的数量分别为三个。 作为优选,所述的出料皮带线体包括出料架,所述的出料架的上端面呈左低右高 状分布,所述的取中间治具模组位于出料架的右端。 一种全自动铁芯翻转出料系统的操作方法,按以下步骤进行: (1)、取治具模组中的夹取中间治具组伸缩气缸下降,夹取中间治具夹爪组夹爪气 缸气爪收缩夹取中间治具铁芯,夹取中间治具组伸缩气缸上升,将中间治具铁芯送至中间 治具翻转机构夹中间治具中转组,中间治具中转组上夹爪气缸气爪收缩夹紧中间治具,夹 取中间治具夹爪组气缸气爪松开,夹取中间治具组伸缩气缸上升,中间治具翻转机构旋转 气缸旋转,带动中间治具中转组将中间治具翻转; (2)、中间治具打开组水平移动到中间治具铁芯处,中间治具打开组中取治具组上 夹爪气缸气爪收缩夹紧中间治具铁芯上的铁芯,水平移动气缸收缩,将产品从治具铁芯中 取出,中间治具打开组水平移动到出料线体上方,中间治具打开组上的气缸外伸,气缸伸缩 杆上连接的齿条带动齿轮转动,中间治具打开组水平悬在出料线体上方,中间治具打开组 取治具上夹爪气缸气爪伸展释放,将产品放在出料线体皮带上,出料线体上的伺服电机运 转,通过链轮带动出料线体上的转动轴及皮带运转,将产品从出料线体内侧带到外侧。 因此,本发明的一种全自动铁芯翻转出料系统及其操作方法,结构紧凑,提高操作 效率,提升产品质量。 附图说明 图1是本发明的总装立体结构示意图; 图2是本发明中取中间治具模组的立体结构示意图; 图3是图2中夹取中间治具机构的立体结构示意图; 图4是图3的正面结构示意图; 图5是图2中中间治具翻转机构的立体结构示意图; 图6是图5的俯视结构示意图; 图7是图2中中间治具打开模组的立体结构示意图; 图8是图7的侧视结构示意图; 图9是图7中取治具模组的立体结构示意图; 图10是图9的背面结构示意图; 图11是图9的俯视结构示意图。











