
技术摘要:
本说明书一个或多个实施例提供一种塑料制品自动检漏装置,包括输送带,用于塑料制品的线上生产输送,通过输送带一侧的电机以带动转辊持续轴向转动,转辊侧壁上凹陷设有吸附端面,且吸附端面上设有若干气孔,并通过气管、气泵与气孔相连接,以持续向外抽气,以在气孔处 全部
背景技术:
塑料制品经由原料的混合、粒料的挤出造粒、型坯的挤出和吹塑等流程生产制造 而成,在成批生产的过程中避免不了会出现带有瑕疵和质量不合格的产品,其中较为常见 的即为注塑孔隙,从而对塑料制品的外观、力学性能、使用寿命等性能带来一定的影响,特 别是对密封性要求较高的塑料制品,更需特别关注对其的测漏结果,而由于塑料制品形状 多样,现有针对塑料制品的检漏技术中,往往采取人工手动检测,或使用单独匹配设计的检 测装置进行夹持、密封并检测,但是均需耗费一定的检测人力以及检测时间,从而存在自动 化程度不高、检漏效率低的问题,尤其是对应于大规模的批量生产加工中,不论是人工手动 检测,还是使用单独匹配的检测装置,由于其检测效率不高,且和线上实时运行的生产设备 不配套,以致现有的批量生产中,更多的采取抽检的方式,以评估产线的产品质量,但显然 难以避免成批生产的塑料制品中,出现漏测的不良品流入市场,从而对出厂产品质量带来 负面影响。
技术实现要素:
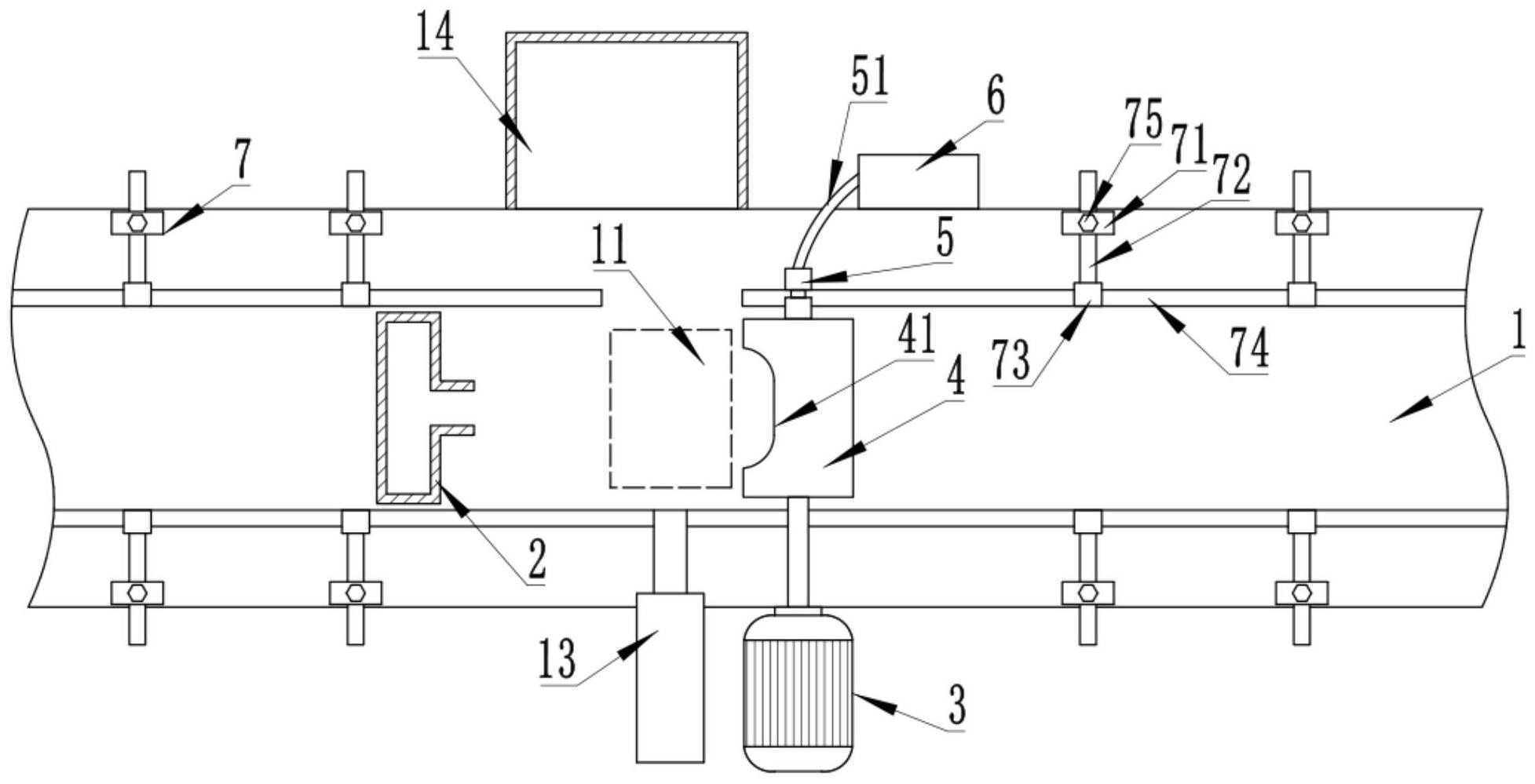
有鉴于此,本说明书一个或多个实施例的目的在于提出一种塑料制品自动检漏装 置,以实现配套于线上生产输送装置的实时自动检漏,以可提升检漏效率和自动化程度的 功能。 基于上述目的,本说明书一个或多个实施例提供了一种塑料制品自动检漏装置, 包括: 输送带,用于输送塑料制品,塑料制品为开口设计,且塑料制品的开口端朝向输送 带输送方向; 电机,设于输送带一侧; 转辊,沿轴向连接于电机的转轴上,转辊轴向方向垂直于输送带输送方向,转辊侧 壁上凹陷设有吸附端面,吸附端面和塑料制品开口端相匹配,吸附端面上设有若干气孔; 旋转接头,沿轴向设于转辊远离电机的一端上,旋转接头一端和气孔相连通,另一 端外接有气管; 气泵,和气管相连接,用于通过气管向外持续抽气; 通过电机可带动转辊轴向转动,以可通过吸附端面和塑料制品开口端相卡合,并 通过气孔向外抽气,以可吸合并带动塑料制品转向,以越过转辊。 优选地,吸附端面和转辊侧壁之间过渡连接处设计为内凹式的弧形过渡。 优选地,输送带上沿输送方向的两侧对称设有限位装置,用以限位塑料制品朝向 卡合于吸附端面的方向,限位装置包括有支撑杆、连接杆、卡爪、限位杆、紧固螺栓,支撑杆 3 CN 111570302 A 说 明 书 2/5 页 竖直固定于输送带上端侧边,连接杆水平穿设于支撑杆上,卡爪固定连接于连接杆朝向输 送带内侧的一端上,限位杆沿输送带输送方向水平设置,并通过卡爪卡接于限位杆的侧壁 上,紧固螺栓贯穿入支撑杆内,并与穿入支撑杆的内壁相互螺纹连接,以可旋入并卡紧连接 杆。 优选地,转辊远离输送方向的相邻一侧下方固定设有固定板,固定板上设有压力 传感器,压力传感器上固定连接有弹簧,弹簧上端固定连接有压板,压板上端面贴合于输送 带带体的下端面上,压力传感器电连接有提示件,通过压力传感器检测到受压大于预设值 时,以触发提示件警报。 优选地,提示件为警示灯或蜂鸣器。 优选地,电机远离输送方向的相临一侧固定设有弹簧伸缩杆,弹簧伸缩杆和压力 传感器电连接,以通过压力传感器检测到受压大于预设值时,以可触发弹簧伸缩杆伸出,以 将塑料制品推离输送带。 优选地,输送带一侧下端设有收集盒,用以收集被弹簧伸缩杆推离的塑料制品。 优选地,气孔处设有滤尘网。 从上面所述可以看出,本说明书一个或多个实施例提供的一种塑料制品自动检漏 装置,通过设置输送带,用于塑料制品的线上生产输送,其中,生产输送的塑料制品为开口 设计,输送带一侧设有电机,电机的转轴上沿轴向连接有转辊,从而通过电机可带动转辊持 续轴向转动,且转辊轴向方向垂直于输送带输送方向,转辊侧壁上凹陷设有吸附端面,且吸 附端面上设有若干气孔,转辊远离电机的一端上沿轴向设有旋转接头,旋转接头一端和气 孔相连通,另一端外接有气管,气管和气泵相连接,从而可在转动的同时通过气泵和气管向 外持续抽气,以在气孔处形成负压,塑料制品传送经由转辊处时,由于塑料制品的开口端朝 向输送带输送方向,从而吸附端面随转辊轴向转动,以可转向塑料制品开口端处,由于吸附 端面设计为和塑料制品开口端相匹配,从而以可和塑料制品开口端相卡合,且由于气孔处 持续的负压,从而以可通过吸附端面吸合塑料制品,以带动塑料制品转向并越过转辊,以经 由输送带继续传送,从而通过转辊的持续转动,以可循环带动正常的塑料制品经由输送带 传送,而存在孔隙缺陷的塑料制品,由于存在漏点,自然不会被转辊上的吸附端面吸附,从 而在传送中被转辊阻隔停滞,以利于操作人员观察发现并及时处理,从而利用转辊循环转 动,以实现在输送的同时,完成实时自动检测,设计构思巧妙,相对于传统的人工手动检测 或使用单独匹配设计的检测装置进行夹持、密封并检测,显然检测效率以及自动化程度更 高,省时省力,尤其是针对于大规模的批量生产加工,以可实现配套于线上生产输送装置的 实时自动检漏,从而以利于提升生产检漏效率和自动化程度,且全面实时检测,以利于避免 残次品、不良品被漏测,以影响出厂的产品质量,且其中转辊可设计为与电机转轴可拆卸连 接,以便于替换具有不同吸附端面的转辊,以相对适配于不同塑料制品,以利于提高装置的 适应性。 附图说明 为了更清楚地说明本说明书一个或多个实施例或现有技术中的技术方案,下面将 对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的 附图仅仅是本说明书一个或多个实施例,对于本领域普通技术人员来讲,在不付出创造性 4 CN 111570302 A 说 明 书 3/5 页 劳动的前提下,还可以根据这些附图获得其他的附图。 图1为本发明实施例的结构示意图; 图2为本发明实施例的固定板的侧视图; 图3为本发明实施例的限位装置的结构示意图; 图4为本发明实施例的吸附端面的结构示意图。 图中:输送带1、塑料制品2、电机3、转辊4、吸附端面41、气孔42、旋转接头5、气管 51、气泵6、限位装置7、支撑杆71、连接杆72、卡爪73、限位杆74、紧固螺栓75、固定板8、压力 传感器9、弹簧10、压板11、提示件12、弹簧伸缩杆13、收集盒14、滤尘网15。











