
技术摘要:
本发明涉及自动化焊接技术领域,公开了一种定位方法、装置、终端及存储介质,能够提高定位精度。本发明包括电性连接的供电模块和检测模块,供电模块与转移机械手的抓取部或主体工件电性连接;检测模块的第一输出端与转移机械手的控制模块电性连接,检测模块的第一采集 全部
背景技术:
在使用自动化焊接系统完成一个由多个零部件构成的复杂组件的焊接之前首先 要进行组对,由于传统的人工组对的耗时长,精度低,一致性差,不能满足高效、高质量自动 化焊接系统的要求,因此采用转移机械手抓取零部件与主体工件组对,然后再由焊接机械 手完成零部件与主体工件焊缝的点固和焊接,已经成为目前自动化和智能化焊接的一种常 用方式。 但是在现有的机械手组装焊接部件的过程中,其组对过程中的一些步骤还是模拟 以往人工组装的过程,例如:转移机械手将抓取到的零部件移动到需要组装的位置,再将已 经搬运到位的零部件,通过利用机械手臂的力量压紧在组装焊接的主体工件上,之后再进 行定位点焊和全焊。在这个过程中一个最大的问题就是“用机械手臂的力量压紧在组装焊 接的主体工件上”。对于人工组对来说,满足上述要求是很容易的,但是对于机械手来说则 是比较困难的。因为转移机械手通常都没有传感器,因此直接用机械手的运动控制器无法 精确控制所搬运的零部件与主体工件之间的接触状态,为此通常采用弹性压紧机构作为接 触力控制方式。这种方式不仅增加了夹持机构的复杂性,而且只能适用于转移机械手的抓 持面与安装面相平行的应用。如果转移机械手的抓持面与安装面垂直的或有一定角度的, 则无法使用。例如对最常用的板状部件不能使用简单的电磁或真空吸附抓取方式,而是要 先用转移机械手的电磁或真空吸附抓取平面方向,旋转板状部件的角度后放置在二次定位 台上,再用机械夹持机构抓取。这样一来机械手的端部就要加装复杂的机构,而且由于增加 了一个动作过程,而降低了抓取搬运的效率。
技术实现要素:
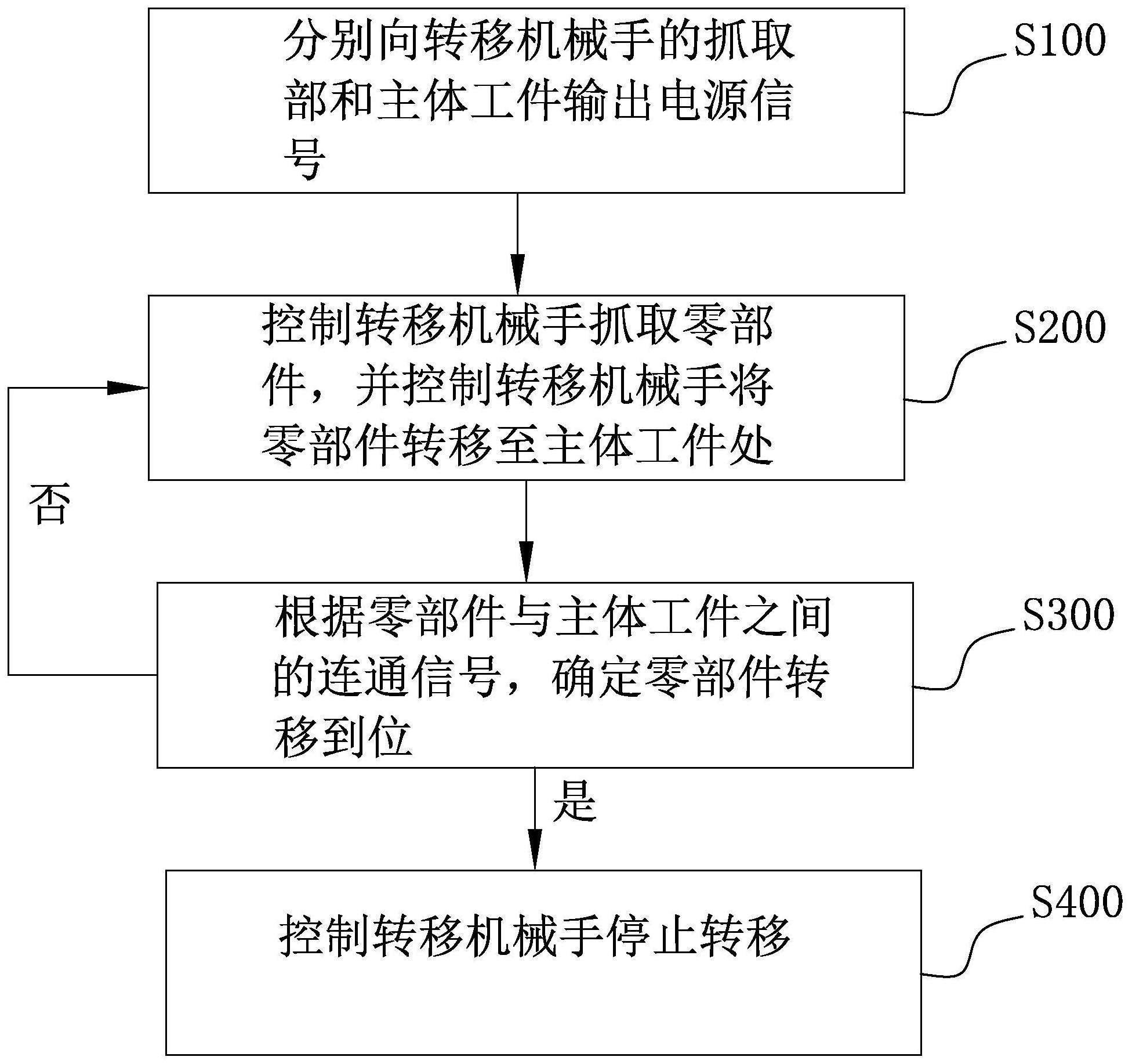
本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种定 位方法,在焊接过程中,能够判断零部件与主体工件是否贴合,从而提高焊接效率。 本发明还提出一种定位装置,在焊接过程中,能够判断零部件与主体工件是否贴 合,从而提高焊接效率。 本发明还提出一种终端,在焊接过程中,能够判断零部件与主体工件是否贴合,从 而提高焊接效率。 本发明还提出一种计算机可读存储介质,在焊接过程中,能够判断零部件与主体 工件是否贴合,从而提高焊接效率。 根据本发明的第一方面实施例的定位方法,包括以下步骤:分别向转移机械手的 抓取部和主体工件输出电源信号;控制所述转移机械手抓取零部件,并控制所述转移机械 手将所述零部件转移至所述主体工件处;根据所述零部件与所述主体工件之间的连通信 号,确定所述零部件转移到位;控制所述转移机械手停止转移。 3 CN 111604621 A 说 明 书 2/9 页 根据本发明实施例的定位方法,至少具有如下有益效果:通过向主体工件和机械 手的抓取部施加电压,从而可通过检测主体工件和零部件之间是否有电流信号,进而可判 断零部件是否与主体工件相贴合,故可根据是否有连通信号,从而判断零部件是否与主体 工件贴合并到位,本发明不仅结构简单,成本低,并可有效地检测出零部件是否与主体工件 对应的焊接面贴合。 根据本发明的一些实施例,还包括以下步骤:控制焊接机械手进行焊接;当所述焊 接机械手完成定位焊接,控制所述转移机械手松开所述零部件,并转移至原位。配合焊接机 械手的动作,可顺利完成定位,进而完成零部件与主体工件的焊接固定。 根据本发明的第二方面实施例的定位装置,包括供电模块和检测模块,所述供电 模块具有第一端和第二端;所述检测模块具有第一采集端、第一输入端以及第一输出端,所 述第一输入端与所述第二端电性连接,所述第一输出端与转移机械手的控制模块电性连 接;其中,所述第一端与所述转移机械手的抓取部电性连接,所述第一采集端与主体工件电 性连接;或者,所述第一端与所述主体工件电性连接,所述第一采集端与所述转移机械手的 抓取部电性连接。 根据本发明实施例的定位装置,至少具有如下有益效果:利用检测部、供电模块、 转移机械手的抓取部以及主体工件形成一串联回路,当转移机械手的抓取部所抓取的零部 件抵接在主体工件上,由于零部件和主体工件均为导电材料,则整体可形成串联回路并导 通,因此通过检测部检测回路中是否有电流,则可判断零部件与主体工件是否接触,当检测 模块检测到串联回路中有电流时,则可判断零部件与主体工件已相抵接,检测模块向转移 机械手的控制模块反馈,控制模块则可停止驱动所述转移机械手,本发明不仅结构简单,成 本低,并可有效地检测出零部件是否与主体工件对应的焊接面贴合。 根据本发明的一些实施例,所述检测模块为电流传感器,所述电流传感器的检测 输入端为所述第一采集端,所述电流传感器的电源端为所述第一输入端,所述电流传感器 的输出端为所述第一输出端。通过电流传感器可有效地对电路中进行电流检测,当电路中 有电流时,电流传感器则及时向转移机械手的控制模块及时反馈,从而停止驱动所述转移 机械手。 根据本发明的一些实施例,在所述第一端与所述转移机械手的抓取部电性连接以 及所述第一采集端与所述主体工件电性连接的情况下,所述抓取部的外壁设有导电层,所 述第一端通过所述导电层与所述抓取部电性连接。采用导电层,可在零部件与主体工件抵 接时,确保整体形成一串联回路,使检测模块可有效地进行信号检测。 根据本发明的一些实施例,在所述第一端与所述主体工件电性连接以及所述第一 采集端与所述转移机械手的抓取部电性连接的情况下,所述抓取部的外壁设有导电层,所 述第一采集端通过所述导电层与所述抓取部电性连接。采用导电层,可在零部件与主体工 件抵接时,确保整体形成一串联回路,使检测模块可有效地进行信号检测。 根据本发明的一些实施例,所述供电模块为60V以上的高压电源。由于零部件和主 体工件主要都是金属材料,因此表面容易出现氧化的情况,从而容易出现电接触不良的情 况,当零部件与主体工件之间因氧化层而出现电接触不良时,通过采用高压电源,则可防止 整体所形成的串联回路不能电性接通。 根据本发明的一些实施例,所述供电模块为60V以上的高压恒流电源。采用高压恒 4 CN 111604621 A 说 明 书 3/9 页 流电源,可限制供电模块的输出电流,从而提高用电安全性,防止出现人体触电的情况。 根据本发明的第三方面实施例的终端,包括存储器、处理器及存储在所述存储器 上并可在所述处理器上运行的计算机程序,所述处理器执行所述程序时实现:如第一方面 实施例所述的方法。 本发明第四方面实施例的终端具有和第一方面实施例的定位方法一样的效果,在 此不做赘述。 根据本发明的第四方面实施例的计算机可读存储介质,其上储存有程序,所述程 序被处理器执行时实施如第一方面实施例所述的方法。 本发明第四方面实施例的计算机可读存储介质具有和第一方面实施例的定位方 法一样的效果,在此不做赘述。 本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变 得明显,或通过本发明的实践了解到。 附图说明 本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得 明显和容易理解,其中: 图1为本发明实施例的定位方法的流程示意图之一; 图2为本发明实施例的定位方法的流程示意图之一; 图3为本发明实施例的定位装置的结构示意图之一; 图4为本发明实施例的定位装置的结构示意图之一; 图5为图3示出的定位装置的检测模块的第二种实施方式的电路结构示意图; 图6为图3示出的定位装置的检测模块的第三种实施方式的电路结构示意图; 图7为图3示出的定位装置的检测模块的第二种实施方式的电路结构示意图。 附图标记:供电模块100、检测模块200、转移机械手300、抓取部310、第一机械手本 体320、控制模块330、绝缘层340、焊接机械手400、主体工件500、零部件600。











