
技术摘要:
一种焊接装置,属于焊接设备技术领域。其特征在于:包括焊接压头(4)以及工件夹具,焊接压头(4)与工件夹具正对设置,焊接压头(4)上设置有挂钩定位槽(24),挂钩定位槽(24)朝向工件夹具设置,挂钩定位槽(24)的一侧设置有挂钩固定部,焊接压头(4)连接有推动 全部
背景技术:
单体液压支柱在生产时,需要在柱头上焊接挂钩,由于挂钩的中部位上凸的圆弧 形,导致挂钩难以定位,现有的自动焊机无法满足挂钩与柱头定位与焊接,导致现有的柱头 绝大部分是通过人工焊接的方式进行,这导致柱头与挂钩的焊接效率低,且焊接的质量受 工人技能水平的影响较大,焊接质量很不稳定。
技术实现要素:
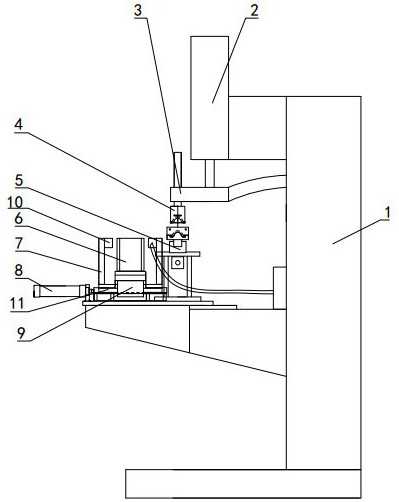
本发明要解决的技术问题是:克服现有技术的不足,提供一种能够对挂钩进行定 位固定,从而自动对柱头和挂钩进行焊接的焊接装置。 本发明解决其技术问题所采用的技术方案是:该焊接装置,其特征在于:包括焊接 压头以及工件夹具,焊接压头与工件夹具正对设置,焊接压头上设置有挂钩定位槽,挂钩定 位槽朝向工件夹具设置,挂钩定位槽的一侧设置有挂钩固定部,焊接压头连接有推动其向 靠近或远离工件夹具方向往复运动的动力装置。 优选的,所述的焊接压头朝向工件夹具的一侧间隔设置有两块挂钩固定块,形成 所述挂钩定位槽。 优选的,所述的挂钩定位槽的底部设置有磁铁,形成挂钩固定部。 优选的,还包括工件平移装置,工件夹具安装在工件平移装置上,工件夹具的移动 方向与焊接压头的移动方向垂直设置。 优选的,所述的工件平移装置包括工件推进气缸,工件推进气缸与工件夹具相连, 并推动其平移。 优选的,所述的工件夹具包括工件夹板以及夹紧气缸,工件夹板有平行且间隔设 置的两块,夹紧气缸与两工件夹板相连,并推动其同步向相反的方向移动。 优选的,每块所述的工件夹板靠近焊接压头的一端均设置有定位块,定位块的一 侧设置有中部内凹的弧形的凹槽,两定位块的凹槽合围成圆形的夹紧部。 优选的,所述的定位块由导电材料制成。 优选的,还包括设置在焊接压头一侧的挂钩上料装置。 优选的,所述的挂钩上料装置包括挂钩料仓以及推送装置,挂钩料仓设置在焊接 压头与推送装置之间,挂钩料仓的一侧设置有用于将挂钩压紧在靠近推送装置一侧的压紧 部。 与现有技术相比,本发明所具有的有益效果是: 1、本焊接装置的工件夹具能够对柱头进行定位和夹紧,挂钩定位槽能够对挂钩进行定 位,方便了挂钩的上料,挂钩固定部能够对挂钩定位槽内定位好的挂钩进行固定,动力装置 推动焊接压头运动,并完成了柱头与挂钩之间的焊接,实现了自动的焊接,焊接质量不受操 3 CN 111545973 A 说 明 书 2/4 页 作人员的影响,焊接质量稳定。 2、两挂钩固定块间隔设置,形成挂钩定位槽,从而方便调节挂钩定位槽的宽度,以 适应不同型号的挂钩与柱头的焊接。 3、挂钩通过磁铁固定,固定方便,且方便在焊接后将挂钩取出挂钩定位槽。 4、工件夹具安装在工件平移装置上,从而既方便了将未焊接的工件放置在工件夹 具上,并方便将焊接好的工件取走,又方便将挂钩放置在挂钩安装槽内。 5、通过工件推进气缸实现了工件夹具的移动,方便控制工件夹具的移动,且工件 夹具的移动快速,提高了整个设备的工作效率。 6、夹紧气缸推动两工件夹板同步向相反的方向移动,从而实现了工件的夹紧定位 和解除夹紧动作,控制方便。 7、两定位块的凹槽合围成圆形的夹紧部,从而既能够保证对工件定位,又能够保 证工件夹紧,保证挂钩焊接准确。 8、定位块由导电材料制成,从而在夹紧时工件时还能够方便对工件通电,进而实 现了对工件与挂钩的焊接。 9、挂钩上料装置能够将挂钩逐个送至焊接压头上,从而实现了自动对柱头和挂钩 的焊接,自动化程度高。 10、推送装置将挂钩推至挂钩定位槽内,实现了自动上料,压紧部将挂钩始终压紧 在挂钩料仓靠近推送装置的一侧,从而实现了挂钩的持续上料。 附图说明 图1为焊接装置的主视示意图。 图2为焊接装置的左视示意图。 图3为图2中A处的具备放大图。 图4为焊接压头的主视剖视示意图。 图中:1、机架 2、焊接气缸 3、升降架 4、焊接压头 5、挂钩上料装置 6、工件 7、工件夹板 8、工件推进气缸 9、夹紧气缸 10、定位块 11、焊接架 12、平移架 13、 上料气缸 14、料仓平移气缸 15、料仓导向杆 16、料仓压紧弹簧 17、料仓压板 18、挂 钩 19、料仓挡板 20、上料件 21、压头主体 22、挂钩固定块 23、磁铁 24、挂钩定位 槽。











