
技术摘要:
本发明公开了一种铁芯叠装、铆压及锁紧轴螺母自动化一体机,包括机身,机身中部设置有同轴的下顶升机构和上顶升机构,下顶升机构顶部的活动部设置有叠装柱,机身设置有正对下顶升机构的下位置检测装置,上顶升机构可拆卸固定有连接块,连接块固定至上位置检测装置的活 全部
背景技术:
电机铁芯为了降低涡流发热效应,使用多片的薄硅钢片叠装之后形成铁芯,铁芯 叠装铆压之后还需要与轴螺母锁定。 传统方式使用人工方式进行叠装、铆压以及锁紧操作,产品的标准化程度低,而且 生产效率低。
技术实现要素:
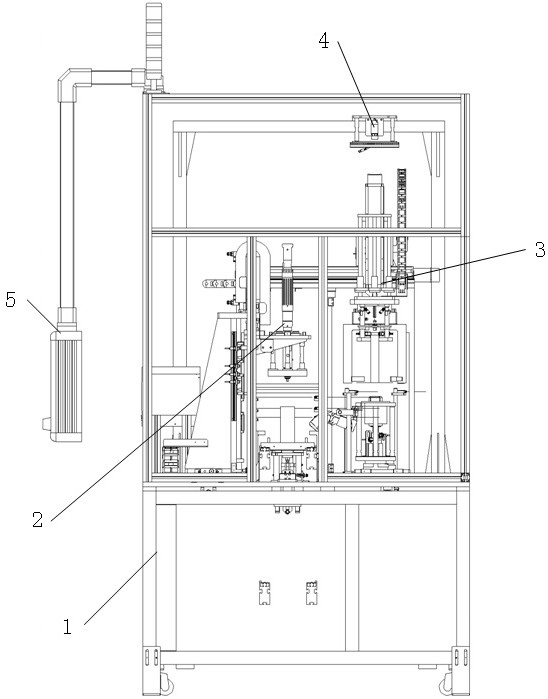
本发明的目的在于克服现有技术中存在的上述问题,提供一种铁芯叠装、铆压及 锁紧轴螺母自动化一体机,使用自动化设备对铁芯中的硅钢片和轴螺母进行叠装、铆压及 锁紧操作,提高生产效率。 为实现上述技术目的,达到上述技术效果,本发明是通过以下技术方案实现: 一种铁芯叠装、铆压及锁紧轴螺母自动化一体机,包括机身,所述机身中部设置有同轴 的下顶升机构和上顶升机构,所述下顶升机构顶部的活动部设置有叠装柱,所述机身设置 有正对下顶升机构的下位置检测装置;操作过程中将硅钢片放置在下顶升机构的顶部,叠 装柱固定硅钢片的位置,在铆压过程中,下顶升机构移动至合适位置,上顶升机构下压对硅 钢片进行铆压; 所述上顶升机构可拆卸固定有连接块,所述连接块固定至上位置检测装置的活动部; 上顶升机构可拆卸固定有连接块,连接块固定至上位置检测装置的活动部;在铆压过程中, 上位置检测装置通过检测连接块的位置,达到间接检测上顶升机构位移的技术效,具体而 言,上位置检测装置内的电缸自动生成位移压力曲线,监测上顶升机构位移和压装力,控制 压装效果; 所述上顶升机构包括固定于机身的固定座,所述固定座装配有可升降的工作台,所述 工作台贯穿设置有锁紧枪,所述锁紧枪底部设置有锁卡头,所述工作台底部设置有铆压板。 进一步地,所述机身上部正面固定有挡板。 进一步地,所述固定座设置的纵向导轨装配有活动的滑动块,所述滑动块固定至 工作台; 所述固定座顶部还设置有升降电缸的固定部,所述升降电缸的活动部固定至工作台。 进一步地,所述滑动块数量为两个,分别固定于工作台的上部和下部。 进一步地,所述锁紧枪的末端贯穿铆压板。 进一步地,所述上位置检测装置以及下位置检测装置均为激光测距装置; 所述上位置检测装置包括上下相对设置的激光测距头,所述激光测距头的中部为连接 块,所述激光测距头检测连接块的位移变化。 3 CN 111604687 A 说 明 书 2/4 页 进一步地,所述机身底部设置有支撑脚。 进一步地,所述机身还设置有水平检测装置,所述水平检测装置实时监测机身的 姿态变化; 根据机身的姿态变化实时调整支撑脚的伸缩状态,保持机身的水平。 进一步地,所述锁紧枪在锁紧转动过程中检测输出扭矩以及转速; 当扭矩增加且转速降低的时候,增加锁紧枪的输出功率; 当扭矩减小且转速增加的时候,降低锁紧枪的输出功率。 进一步地,当所述锁紧枪的输出功率超过低锁紧枪的额定功率时,保持该功率继 续工作。 本发明的收益效果是: 通过上顶升机构与下顶升机构的合装达到叠装铆压的作用,通过锁紧枪实现锁紧轴螺 母,此过程中上位置检测装置和下位置检测装置对位置的检测,起到控制合装的作用,提高 产品的标准化程度和生产效率。 附图说明 为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的 附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领 域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附 图。 图1为本发明所述铁芯叠装、铆压及锁紧轴螺母自动化一体机的正面整体结构示 意图; 图2为本发明所述上顶升机构的侧面结构示意图。











