
技术摘要:
本发明涉及对抛丸机叶片表面激光相变硬化的方法,将配比的抛丸机叶片的原料成分投入中频感应电阻炉中熔炼,升温至1535~1555℃,将熔炼的铁水浇筑到预先用砂子制成的抛丸机叶片模具中进行铸造;铁水冷却成型后得到抛丸机叶片,将抛丸机叶片从砂型模具内取出,去除表面 全部
背景技术:
目前,随着我国工业的快速发展,磨损现象是造成机械零件失效和能源损失的重 要因素之一,有数据表明,约有30%的世界一次能源是因磨损而损失的,大约70%的机电设 备是因各种形式的磨损而损坏的。 抛丸机应用广泛,通过依靠叶片对弹丸进行做功,来使零件达到一定耐磨性、高强 度等性能要求。对于整个抛丸机来说抛丸器上的叶片是最关键的部件,由于弹丸持续高速 冲击和周期应力的影响,更是加剧叶片的损耗,因此叶片是抛丸机中最容易磨碎的部件,而 且在我们国家每年因叶片的磨损而消耗的材料成本不断增加,高达数千万,给国家以及相 应企业带来巨大的经济损失。 淬火的目的是使过冷奥氏体进行马氏体或贝氏体转变,得到马氏体或贝氏体组 织,传统的抛丸机叶片的淬火工艺中采用的是箱式电阻炉对抛丸机叶片淬火,从而延长其 耐磨性的主要手段,但大多数企业甚至在发达国家也存在重加热轻冷却,对淬火冷却过程 的投入研发力度不大,再加上淬火冷却工艺复杂方面的技术障碍,所以一直没有形成标准 的淬火冷却工艺流程,所以淬火过后的抛丸机叶片质量不稳定,甚至还会出现脆裂,耽误生 产效率。 综上所述,要保证叶片具有高的冲击韧性和硬度,不仅需要控制好叶片材料中化 学成分及含量,确保叶片的微观组织中基体和碳化物的平衡,还要保证淬火工艺的稳定性, 避免表面开裂。
技术实现要素:
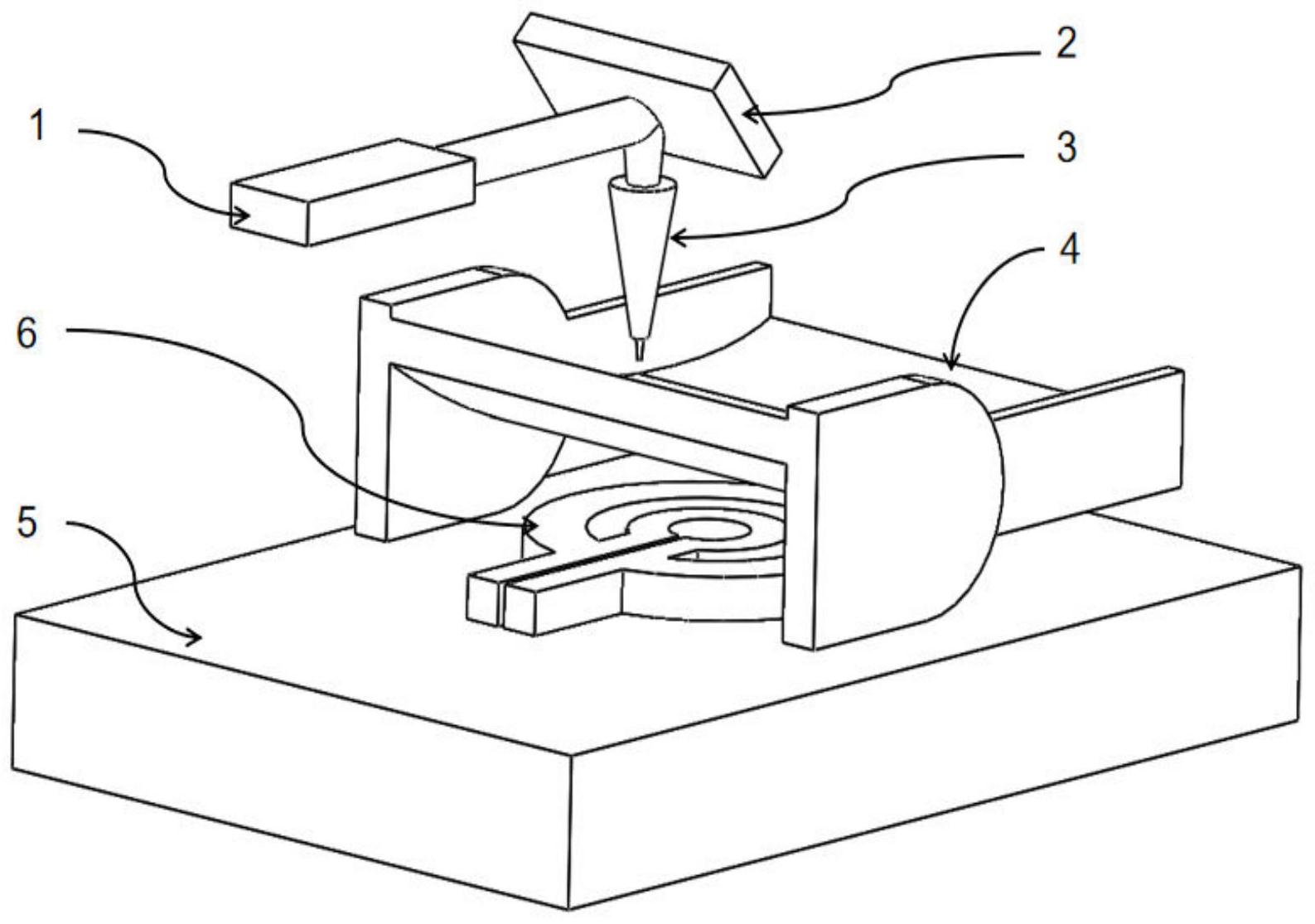
本发明的目的是克服现有技术存在的不足,提供一种对抛丸机叶片表面激光相变 硬化的方法。 本发明的目的通过以下技术方案来实现: 对抛丸机叶片表面激光相变硬化的方法,特点是:包括以下步骤: 1)将配比的抛丸机叶片的原料成分投入中频感应电阻炉中熔炼,升温至1535~ 1555℃,将熔炼的铁水浇筑到预先用砂子制成的抛丸机叶片模具中进行铸造; 2)铁水冷却成型后得到抛丸机叶片,将抛丸机叶片从砂型模具内取出,去除表面 残留的砂子和浇冒口,清理抛丸机叶片上的飞边和毛刺; 3)根据抛丸机叶片不同区域性能要求和控制冷却条件,选择激光加工参数; 4)在激光相变硬化装置上将抛丸机叶片预热到120℃后,对抛丸机叶片按照扫描 路径进行相变强化。 进一步地,上述的对抛丸机叶片表面激光相变硬化的方法,其中,抛丸机叶片的成 分及质量百分比为:C:2 .8~3 .2%,Cr:4~5%,Si:0 .4~0 .8%,Mn:0 .5~1 .2%,P≤ 4 CN 111607688 A 说 明 书 2/5 页 0.035%,S≤0.035%,Re≤0.05%,余量为Fe和通常炼钢中存在的化学元素。 进一步地,上述的对抛丸机叶片表面激光相变硬化的方法,其中,将熔炼的铁水温 度降至100~1420℃时,浇筑到预先用砂子制成的抛丸机叶片模具中进行铸造 进一步地,上述的对抛丸机叶片表面激光相变硬化的方法,其中,所述抛丸机叶片 不同区域性能要求,抛丸机叶片工作过程中,受到弹丸持续的冲击产生循环应力,弹丸在抛 丸机叶片上发生滚动摩擦和滑动摩擦,根据抛丸机叶片使用的性能要求,叶片表面划分为 冲击区和滑动、磨损区,冲击区弹丸入射角为20°,磨损区弹丸入射角为0°,滑动、磨损区的 磨损高于冲击区,造成基体材料变形和碳化物扩展断裂失效,弹丸在冲击区与抛丸机叶片 发生冲击磨料磨损,在滑动、磨损区由于离心力的作用半径大,发生大的滑动摩擦,滑动、磨 损区需具有高的冲击韧性和耐磨性,冲击区需具有比滑动、磨损区小的冲击韧性和耐磨性。 进一步地,上述的对抛丸机叶片表面激光相变硬化的方法,其中,所述抛丸机叶片 不同区域控制冷却条件,根据材料的过冷奥氏体等温冷却转变曲线即TTT曲线,或者过冷奥 氏体连续冷却转变曲线即CCT曲线,得到获得组织达到一温度的最长冷却时间或最小冷却 速率,根据抛丸机叶片弹出弹丸的一端位置为起点,设定一距离范围内预期的组织;抛丸机 叶片表面和心部的冷却速度不同,抛丸机叶片沿截面从表面到中心划分为表层区域、亚表 层区域和心部,表层区域区域通过控制冷却速度获得预期的组织进而满足力学性能要求, 亚表层区域和心部通过缓速冷却,避免冷却速度区域已经转变的马氏体或贝氏体组织因温 度回升过高而发生过回火,影响抛丸机叶片的使用性能。 进一步地,上述的对抛丸机叶片表面激光相变硬化的方法,其中,激光相变硬化装 置包含用于运载抛丸机叶片的工作台以及用于对其预热的加热器,光纤激光器输出光路上 依次布置宽带扫描转镜和激光头,宽带扫描转镜将激光转成宽带激光,即线形光斑,通过激 光头聚焦于工作台上的抛丸机叶片表面。 进一步地,上述的对抛丸机叶片表面激光相变硬化的方法,其中,在激光相变硬化 装置上对抛丸机叶片进行相变强化,步骤如下: 41)对抛丸机叶片进行黑化处理; 42)利用加热器对抛丸机叶片预热到120℃; 43)启动光纤激光器,光纤激光器输出的光束进入宽带扫描转镜,宽带扫描转镜将 激光转成宽带激光,即线形光斑,通过激光头聚焦于工作台上的工件表面; 44)根据抛丸机叶片划分不同区域冷却速度的要求计算结果,设置激光器加工的 功率、扫描速度,光斑尺寸以及扫描路径。 进一步地,上述的对抛丸机叶片表面激光相变硬化的方法,其中,激光器加工的功 率为2.5KW、扫描速度5mm/s,光斑尺寸10mm×4mm,选择无搭接的扫描路径。 本发明与现有技术相比具有显著的优点和有益效果,具体体现在以下方面: 本发明对抛丸机叶片表面激光相变硬化的工艺,由于激光相变硬化具有“极快极 冷”特点,即加热快和冷却快,可以在极短的时间内将抛丸机叶片淬火层组织从原来的柱状 马氏体变为针状马氏体,避免长时间的过渡而产生其它的脆性组织,从而极大改善了抛丸 机叶片的性能; 抛丸机叶片在避免开裂的前提下获得要求的性能或组织,适用于不同成分的抛丸 机叶片表面的激光相变硬化处理,表面的柱状马氏体变为针状的马氏体,从而极大的提高 5 CN 111607688 A 说 明 书 3/5 页 了抛丸机叶片的硬度、耐磨性以及淬火层深,避免传统淬火-回火处理技术带来的缺陷,使 得材料或零件表面产生残余压应力,从而提升了表层的机械性能;不仅提高抛丸机的效率, 而且极大的提升抛丸机叶片的服役性能,从而减低生产成本。 本发明的其他特征和优点将在随后的说明书阐述,并且,部分地从说明书中变得 显而易见,或者通过实施本发明











