
技术摘要:
本发明公开了一种圆柱形工件加热温度的控制装置,包括控制装置本体,所述控制装置本体设置有支撑多个待加热工件的托架,多个所述待加热工件均匀、对称的分布在加热炉内,所述托架与多个待加热工件接触的位置均设置有测温热电偶,所述加热炉的内炉面上设置有测温摄像头 全部
背景技术:
蓄热式加热炉在加热过程中可以利用烟气余热对燃料进行预热,具有燃料消耗 低、炉内温度相对均匀、加热质量高、绿色环保等优点,被广泛运用到各种工件的加热工艺 中。由于蓄热式加热炉在燃烧过程中涉及动态连续换向过程,会造成炉子上部温度出现波 动特性;在待加热工件底部形成粘性湍流层,不利于待加热工件周围换热;烧嘴气流与炉尾 烟道回流气体相互干涉造成不同位置流速方向不同;待加热工件上部与下部温度出现的 “分层”现象。 目前,为了克服上述问题,充分发挥蓄热式加热炉的优点,众多企业及研究人员多 采用以现场经验或数值模拟的方法对加热炉内加热过程进行研究,以实现对加热过程的优 化。但是仍具有以下缺点:现场经验的有效性仅仅限制在特定的车间和产品,加热工艺可重 复性差。数值模拟方法过程复杂,消耗时间过长,模拟时又需要对计算模型进行适当简化, 模拟结果精确性低,即降低了生产效率又增加了生产成本。除此之外,采用以现场经验或数 值模拟的方法主要是针对炉内环境状况进行研究,并未针对带加热工件受热情况作出加热 过程的实时调整,导致有效加热率和加热质量的降低。
技术实现要素:
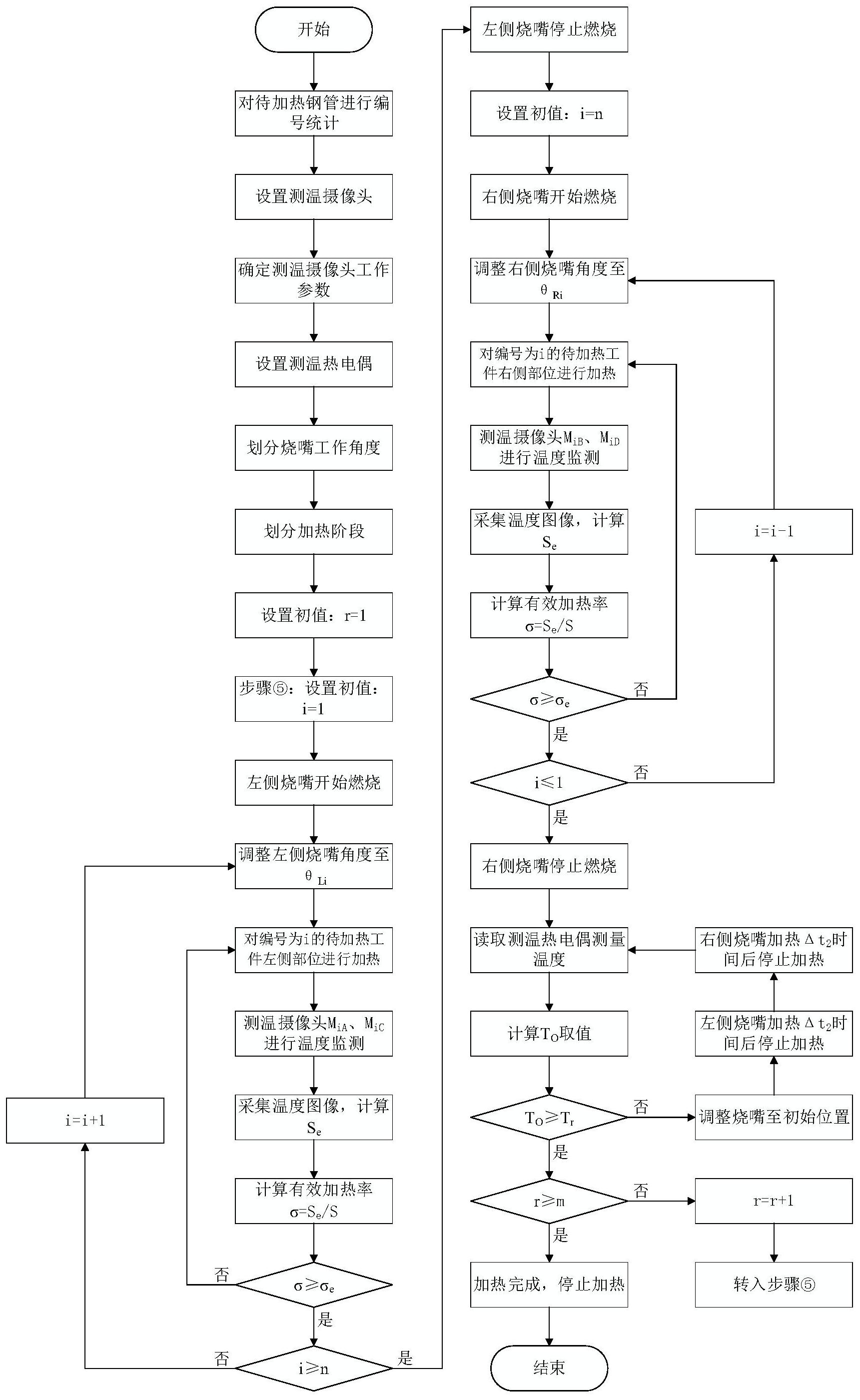
本发明需要解决的技术问题是提供一种圆柱形工件加热温度的控制装置及控制 方法,从实现以待加热工件为靶向控制对象出发,利用机器视觉测温对加热工况进行调控, 提高待加热工件加热有效率和加热质量。 为解决上述技术问题,本发明所采用的技术方案是: 一种圆柱形工件加热温度的控制装置,包括控制装置本体,所述控制装置本体设 置有支撑多个待加热工件的托架,多个所述待加热工件均匀、对称的分布在加热炉内,所述 托架与多个待加热工件接触的位置均设置有测温热电偶,所述加热炉的内炉面上设置有测 温摄像头、两侧炉面上分别设置有左侧烧嘴和右侧烧嘴,所述加热炉电性连接有对多个待 加热工件加热温度信号进行采集处理和加热调控的计算机。 本发明技术方案的进一步改进在于:多个所述待加热工件均分别由四个测温摄像 头进行温度监测,四个所述测温摄像头均布设置在相对应的待加热工件端面外接正方形的 四个顶点处。 本发明技术方案的进一步改进在于:所述左侧烧嘴和右侧烧嘴的喷射角度可以调 节。 本发明技术方案的进一步改进在于:一种圆柱形工件加热温度的控制装置的控制 方法,包括以下步骤: 4 CN 111551045 A 说 明 书 2/6 页 ①、将待加热工件从右至左依次编号为:i=1、2、...、n;将待加热工件的加热温度 划分加热阶段为:Tr=T1、T2、T3、...、Tm,其中r=1...m,且T1<T2<T3<…<Tm; ②、将左侧烧嘴的喷射角度依次划分为:θL0、θL1、θL2、...、θLj、...、θLn,右侧烧嘴的 喷射角度依次划分为:θR0、θR1、θR2、...、θRk、...θRn, 其中:L代表左侧烧嘴,R代表右侧烧嘴; θL0:以左侧烧嘴为起点所作水平射线和以左侧烧嘴为起点与编号为i=1的待加热 工件右侧相切位置所做射线之间的夹角; θLj:以左侧烧嘴为起点与编号为i=j待加热工件右侧相切位置所做射线和以左侧 烧嘴为起点与编号为i=j 1待加热工件右侧相切位置所做射线之间的夹角,其中1≤j<n 且j∈N; θLn:以左侧烧嘴为起点与编号为i=n待加热工件右侧相切位置所做射线和以左侧 烧嘴为起点与编号i=n待加热工件左侧相切位置所做射线之间的夹角; θR1:以右侧烧嘴为起点与编号为i=1待加热工件左侧相切位置所做射线和以右侧 烧嘴为起点与编号i=1待加热工件右侧相切位置所做射线之间的夹角; θRk;以右侧烧嘴为起点与编号为i=k-1待加热工件左侧相切位置所做射线和以右 侧烧嘴为起点与编号为i=k待加热工件左侧相切位置所做射线之间的夹角,其中1<k≤n 且k∈N; θR0:以右侧烧嘴为起点所作水平射线和以右侧烧嘴为起点与编号为i=n的待加热 工件左侧相切位置所做射线之间的夹角; ③按水平对称轴和竖直对称轴将编号为i的待加热工件均匀划分为A、B、C、D四个 区域,相应的四个测温摄像头MiA、MiB、MiC、MiD分别对A、B、C、D四个区域进行温度监测,测温摄 像头MiA、MiB、MiC、MiD在工作角度β范围内作周期为2Δt1的匀速往返式扫描监测,一个周期可 完成两次对监测区域的温度图像拍摄,其中:工作角度β为测温摄像头与监测区域两端面之 间最大夹角; ④赋初值:r=1; ⑤赋初值:i=1,左侧烧嘴开始燃烧; ⑥调整左侧烧嘴的喷射角度至θLi位置,对编号为i的待加热工件左侧部位进行加 热,同时两个测温摄像头MiA、MiC对编号为i的待加热工件左侧进行温度监测; ⑦计算机每隔Δt1时间对测温摄像头MiA、MiC所拍摄温度图像进行采集,计算温度 达到Tr的图像面积总和Se; 计算有效加热率为: 其中:S为测温摄像头MiA、MiC所拍摄温度图像总面积; 判断有效加热率σ≥σe,若成立转入步骤⑧,若不成立则转入步骤⑥,其中:σe为标 准有效加热率; ⑧判断i≥n,若不成立则赋值i=i 1,转入步骤⑥,若成立则左侧烧嘴停止燃烧; ⑨赋值i=n,右侧烧嘴开始燃烧; ⑩调整右侧烧嘴喷射角度至θRi位置,对编号为i的待加热工件右侧部位进行加热, 同时两个测温摄像头MiB、MiD对编号为i的待加热工件右侧进行温度监测; 计算机每隔Δt1时间对测温摄像头MiB、MiD所拍摄温度图像进行采集,统计出温 5 CN 111551045 A 说 明 书 3/6 页 度达到Tr的图像面积总和Se; 计算有效加热率为: 其中:S为测温摄像头MiB、MiD所拍摄温度图像总面积; 判断有效加热率σ≥σe,若不成立则转入步骤⑩,若成立转入步骤 其中σe为标 准有效加热率; 判断i≤1,若不成立则赋值i=i-1,转入步骤⑩,若成立转入步骤则右侧烧嘴 停止燃烧; 计算机读取测温热电偶O1、O2、...、Oi、...、On温度监测值TO1、TO2、...、TOi、...、 TOn; 计算TO=min{TO1、TO2、...、TOi、...、TOn}; 判断TO≥Tr,若不成立则转入步骤 若成立转入步骤 调整左侧烧嘴喷射角度至θL0位置,左侧烧嘴开始燃烧,对待加热工件左侧部位 进行加热,加热Δt2时间后左侧烧嘴停止燃烧; 调整右侧烧嘴喷射角度至θR0位置,右侧烧嘴开始燃烧,对待加热工件右侧部位进 行加热,加热Δt2时间后右侧烧嘴停止燃烧,转入步骤 判断r≥m,若不成立则赋值r=r 1,转入步骤⑤,若成立则加热完成,停止加 热。 由于采用了上述技术方案,本发明取得的技术进步是: 1、本发明抛弃了传统上以炉内温度为对象的控制方法,直接以待加热工件为靶向 进行温度调节和控制,极大的提高了加热的控制精度和待加热工件的有效加热率、加热质 量。 2、本发明设置了一种新的测温摄像头布置方式及工作方法,将每一个待加热工件 划分为四个区域,每个区域各使用一个测温摄像头进行全方位扫描式监测,将监测面积占 待加热工件表面积比例提高到百分之九十以上,解决了不同位置待加热工件相互遮挡而导 致监测面积比例较低的问题,极大的提高了其可靠性。 3、本发明对烧嘴角度进行了划分,使得加热可以针对到不同位置指定的待加热工 件,提高了燃料的利用率和加热效率,降低生产成本。 附图说明 图1是本发明加热炉工作示意图; 图2是本发明圆柱形工件加热温度的控制方法流程示意图; 图3是本发明编号为i待加热工件测温摄像头布置方式示意图; 图4是本发明图3中所示E方向示意图; 图5是本发明左侧烧嘴和左侧烧嘴的不同工作角度位置示意图; 图1中:1、计算机;2、托架;3、待加热工件;4、左侧烧嘴;5、右侧烧嘴;6、加热炉。 6 CN 111551045 A 说 明 书 4/6 页











