
技术摘要:
本发明属于白车身焊装生产线技术领域,具体的说是一种精度料车电动举升定位装置。包括基板、两个料车行走到位限位装置、料车电动举升定位装置、两个料口处料车行走精导向装置和两个料口处料车行走粗导向装置;精度料车通过料口处料车行走粗、精导向及料车行走到位限位 全部
背景技术:
现有精度料车定位装置大多是依赖地面导向板对料车进行导向,如果导向板与料 车外轮廓间隙大那么起不到导向作用,无法保证重复定位精度。如果导向板与料车外轮廓 间隙小或者零间隙那么工人将料车推进料口过程中十分困难,浪费工时,同时小间隙导致 推进过程中会出现撞击降低了料车及导向板的使用寿命,增大维修工人工作量。 以往项目中为保证精度料车位置准确会设计与其配合的精度料口,精度料口需要 消除XYZ3个方向的自由度才能使精度料车处于理论位置,满足机器人抓放工件,但传统的 精度料口通过地面导向板与精度料车的导向轮配合实现Y向精确定位,配合间隙小工人将 料车推向料口比较费力,且一定时间后配合部分会出现磨损导致定位不准,X向的定位通过 料口气缸将料车推到理论位置,由于Y向定位的间隙很小,推动时经常出现卡死现象,导致 气缸不到位,线体停台,Z向定位由于为了考虑厂房地面的平整性,料车需要爬坡消除地面 高差,但正时因为需要爬坡,使工人操作性极差。 项目投入使用时往往是多个精度料车在同一位置进行使用,传统精度料车与精料 口的配合使用形式的前提是要求所有精度料车配合尺寸均需一致,这大大增加了调试环节 的工作量。
技术实现要素:
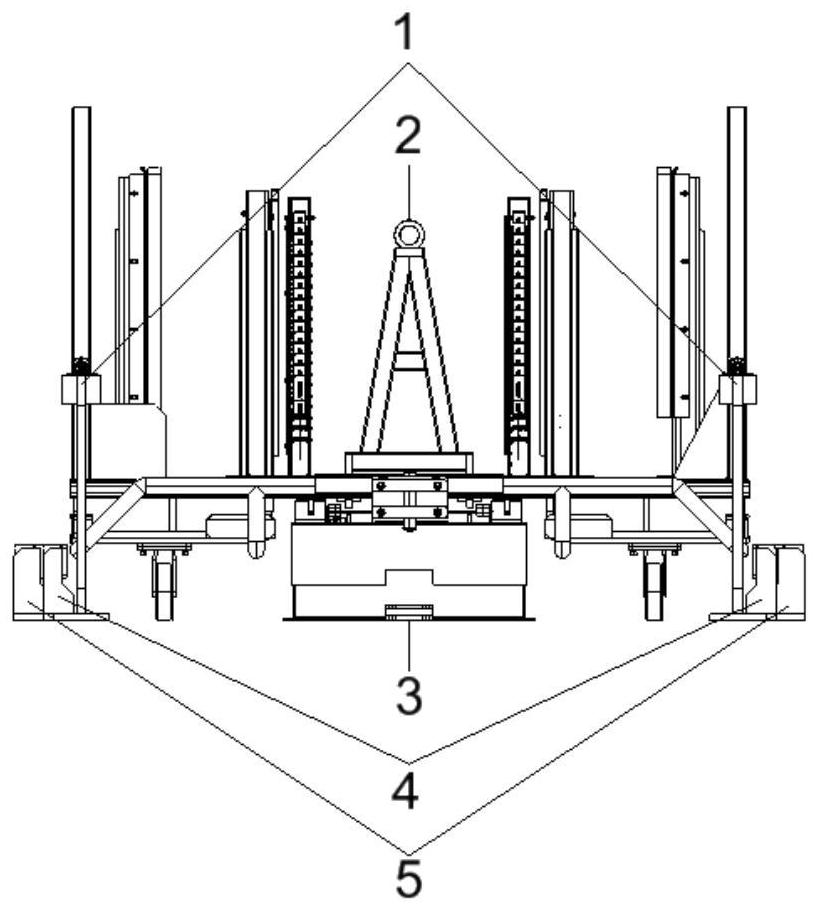
本发明提供了一种结构简单的精度料车电动举升定位装置,该电动举升定位装置 保证料车重复定位精度,提高白车身焊接品质,具有工人操作方便,节约工时,装置故障率 低,成本低,操作便捷等特点,解决了现有料车举升定位装置存在的上述不足。 本发明技术方案结合附图说明如下: 一种精度料车电动举升定位装置,包括基板、两个料车行走到位限位装置1、料车 电动举升定位装置3、两个料口处料车行走精导向装置4和两个料口处料车行走粗导向装置 5;两个所述料口处料车行走粗导向装置5对称固定在基板上;两个所述料口处料车行走精 导向装置4对车设置在两个料口处料车行走粗导向装置5的内侧并且固定在基板上;所述料 车电动举升定位装置3设置在两个料口处料车行走精导向装置4之间;所述料车行走到位限 位装置1设置在料车电动举升定位装置3的后端对料车电动举升定位装置3进行限位并且固 定在基板上;所述料车电动举升定位装置3固定在基板上对料车电动举升定位装置3进行限 位;所述料车电动举升定位装置3中的定位销3-1与料车2的定位孔2-2配合;所述料车电动 举升定位装置3中的第一支撑块3-2与料车2的第二支撑块2-1配合。 所述料车电动举升定位装置3还包括电机3-3、减速器3-4、第一皮带3-5、第二皮带 3-6、第一皮带轮轴3-7、第二皮带轮轴3-8、皮带轮轴轴承座3-9、X、Y向导向块3-10、X向、Y向 4 CN 111606024 A 说 明 书 2/5 页 导向轴承组3-11、导向偏心轮3-12、位置检测开关3-13、导向偏心轮槽3-14和举升框架;所 述3-3和减速器3-4链接并且通过连接座固定在基板上;所述减速器3-4的输出轴与第一皮 带3-5和第二皮带3-6的一端连接;所述第一皮带3-5的另一端与第一皮带轮轴3-7连接;所 述第二皮带3-6的另一端与第二皮带轮轴3-8连接;所述第一皮带轮轴3-7和第二皮带轮轴 3-8通过皮带轮轴轴承座3-9固定在基板上;所述X、Y向导向块3-10有两个,分别固定在举升 框架上;所述X向、Y向导向轴承组3-11固定在基板上;所述第一皮带轮轴3-7和第二皮带轮 轴3-8均通过平键与第一连接板连接;所述第一连接板上设置有四个导向偏心轮3-12;所述 举升框架上开有四个导向偏心轮槽3-14;四个所述导向偏心轮3-12在四个导向偏心轮槽3- 14内滑动;所述位置检测开关3-13通过开关支架固定在基板上,并且与PLC连接;所述PLC与 电机3-3连接。 所述料车行走到位限位装置1有两个,包括第一底座1-1、第一连接臂1-2和限位板 1-3;所述第一底座1-1固定在基板上;所述第一连接臂1-2的下端与第一底座1-1中间部位 相固定,上端与限位板1-3相固定;所述限位板1-3的限位面与举升框架的两侧相接触。 所述第一底座1-1上设置有调整连接臂1-2位置的第一长条孔1-4。 所述处料车行走精导向装置4包括第二底座4-1、两个第一支撑板4-2、第二连接板 4-3和第一导向板4-4;所述第二底座4-1固定在基板上;两个所述第一支撑板4-2的下端固 定在第二底座4-1上,上端通过第二连接板4-3与第一导向板4-4连接;所述第一导向板4-4 由第一导向板Ⅰ4-4-1和第一导向板Ⅱ4-4-2组成;所述第一导向板Ⅱ4-4-2与竖直方向有夹 角。 所述第二底座4-1上设置有调整第一导向板4-4与料车2导向圆管距离的第二长条 孔4-5。 所述料口处料车行走粗导向装置5包括第三底座5-1、两个第二支撑板5-2、第三连 接板5-3和第二导向板5-4;所述第三底座5-1固定在基板上;两个所述第二支撑板5-2的下 端固定在第三底座5-1上,上端通过第三连接板5-3与第二导向板5-4连接;所述第二导向板 5-4由第二导向板Ⅰ5-4-1和第二导向板Ⅱ5-4-2组成;所述第二导向板Ⅱ5-4-2的方向与竖 直方向平行。 所述第三底座5-1上设置有调整第二导向板5-4与料车2导向圆管距离的第三长条 孔5-5。 两个所述第二导向板5-4之间的距离大于两个第一导向板4-4之间的距离。 所述定位销3-1有两个,设置在料车电动举升定位装置3的一个对称角;所述第一 支撑块3-2有两个,设置在料车电动举升定位装置3的另一个对称角。 本发明的有益效果为: 1)本发明能保证料车重复定位精度,提高白车身焊接品质,具有工人操作方便,节 约工时,装置故障率低,成本低,操作便捷等特点。 2)精度料车通过料口处料车行走粗、精导向及料车行走到位限位使料车处于电动 举升装置的工作范围内,电动举升装置通过电机驱动带动皮带轮轴旋转,皮带轮轴旋转带 动与其平键配合的导向偏心轮旋转,偏心轮旋转后推动与其配合的连接在举升框架的导向 轮槽上、下运动,装置通过连接在基座上的X向及Y向导向轮对举升框架进行限位使其实现 垂直举升、下降功能。 5 CN 111606024 A 说 明 书 3/5 页 附图说明 图1为本发明整体结构主视示意图; 图2为本发明整体结构俯视示意图; 图3为本发明中精度料车的仰视示意图; 图4为本发明中电动举升装置的俯视示意图; 图5为本发明中电动举升装置内部结构示意图; 图6为本发明中电动举升装置内部结构示意图; 图7为本发明中料车行走到位限位装置的结构示意图; 图8为本发明中料口处料车行走精导向装置的结构示意图; 图9为本发明中料口处料车行走粗导向装置的结构示意图。 图中:1、料车行走到位限位装置;2、料车;3、料车电动举升定位装置;4、料口处料 车行走精导向装置;5、料口处料车行走粗导向装置;1-1、第一底座;1-2、第一连接臂;1-3、 限位板;1-4、第一长条孔;2-1、第二支撑块;2-2、定位孔;3-1、定位销;3-2、第一支撑块;3- 3、电机;3-4、减速器;3-5、第一皮带;3-6、第二皮带;3-7、第一皮带轮轴;3-8、第二皮带轮 轴;3-9、皮带轮轴轴承座;3-10、X、Y向导向块;3-11、X向、Y向导向轴承组;3-12、导向偏心 轮;3-13、位置检测开关;3-14、导向偏心轮槽;4-1、第二底座;4-2、第一支撑板;4-3、第二连 接板;4-4、第一导向板;4-5、第二长条孔;5-1、第三底座;5-2、第二支撑板;5-3、第三连接 板;5-4、第二导向板;5-5、第三长条孔;4-4-1、第一导向板Ⅰ;4-4-2、第一导向板Ⅱ;5-4-1、 第二导向板Ⅰ;5-4-2、第二导向板Ⅱ。











