
技术摘要:
本发明提供一种电火花穿孔机及其电极管,用于垂直于待打孔工件连续上下运动,电极管材料为高纯钼,电极管为准直的中心为空的圆柱结构,其作用端为平直的环形端面,包括电火花穿孔机电极管以及夹持电极旋转轴和驱动机构,夹持电极旋转轴与电极管的固定端固定连接,驱动 全部
背景技术:
电火花穿孔机也称电火花打孔机、电火花小孔机、电火花细孔放电机等,其工作原 理是利用连续上下垂直运动动的细金属铜管(称为电极丝)作电极,对工件进行脉冲火花放 电蚀除金属成型。与电火花线切割机床、成型机不同的是,它的电极目前均采用空心铜棒, 介质从铜棒孔中间的细孔穿过,起冷却和排屑作用。电极与金属间放电产生高温腐蚀金属 达到穿孔的目的,用于加工超硬钢材、硬质合金、铜、铝及任何可导电性物质的细孔。 穿孔机根据应用的介质不同大致分为两种,一种是液体穿孔机,由于液体加工时 要通过铜棒小孔,可能堵塞铜棒小孔,所以最小可加工0.2mm的细孔,深度也只能加工20mm。 是普遍应用的,另外一种是气体穿孔机,经过铜棒小孔的介质采用的是气体,所以不易被堵 塞,可加工更精密的小孔。 由于电火花穿孔机的本质是放电蚀除金属成型,考虑到铜的电学特性和应用的普 遍性,本领域习惯于采用铜管作电极。但是,申请人通过实践发现并认识到:电火花穿孔机 长时间工作情况下,细铜管会发生微小的径向偏移或变形,导致工件上形成的孔隙相应出 现变形,并进一步导致放电不均匀加剧变形,且严重影响电极使用寿命。
技术实现要素:
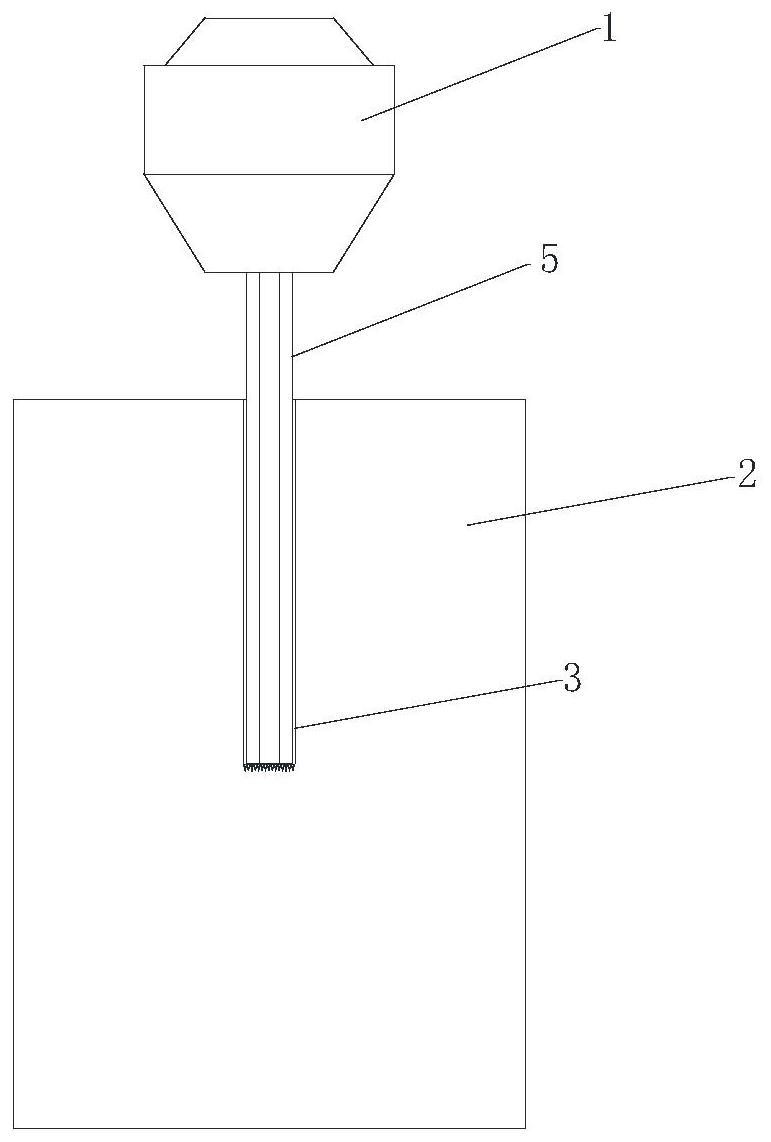
为解决以上问题,本发明提供一种电火花穿孔机及其电极管,能够提高穿孔质量 和效率,并延长电极管的使用寿命。 本发明的技术方案如下: 一种电火花穿孔机电极管,用于垂直于待打孔工件连续上下运动;所述电极管材 料为高纯钼。 进一步地,所述电极管为准直的中心为空的圆柱结构。 进一步地,所述电极管的作用端(下端)为平直的环形端面。 进一步地,所述电极管的轴向长度与径向长度的比例为300∶1。 进一步地,所述电极管的壁厚为外径的1/3。 进一步地,所述电极管的固定端还接有冷却介质管路,与电极管内腔连通。 一种电火花穿孔机,包括上述的电火花穿孔机电极管以及夹持电极旋转轴和驱动 机构,夹持电极旋转轴与电极管的固定端(上端)固定连接,所述驱动机构用于驱动夹持电 极旋转轴旋转并同时作上下运动。 进一步地,该电火花穿孔机的额定工作电流为30A。 本发明具有以下优点: 本发明克服了惯常思维由于钼的电阻明显大于铜的电阻,在大电流的情况下会产 生较大的功率损耗以及热聚集,因此这也是人们的传统采用铜电极的原因,本发明从根本 3 CN 111590154 A 说 明 书 2/3 页 上深入分析了问题原因,解决了穿孔质量问题。采用新的电极管穿孔效率、穿孔质量可以有 飞跃性改善,穿孔能力可以实现翻倍。 附图说明 为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对实施例或现 有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本申 请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以 根据这些附图获得其它的附图。 图1为传统电极管的工作实际状态示意图。 图2为本发明的电极管的工作实际状态示意图。 图3为传统电极管的工作实际状态的变形特点的示意图。 图4为本发明的电极管的工作实际状态的均匀、无变形特点的示意图。 图5为传统电极管的工作实际状态的冷却介质路径特点的示意图。 图6为本发明的电极管的工作实际状态的冷却介质路径特点的示意图。 其中的附图标记为:1-夹持电极旋转轴;2-待加工工件;3-工件孔,4-铜电极;5-钼 电极。











