
技术摘要:
一种自动浇铸设备,旨在解决手工操作带来的生产效率和安全性低的问题。其技术方案要点是:包括机架、浇铸机构、取件机构、淬火机构和出料机构,机架用于支撑固定浇铸机构、取件机构、淬火机构和出料机构;浇铸机构用于浇铸成型铸件;取件机构用于将铸件取出;淬火机构 全部
背景技术:
浇铸设备从严格意义上讲就是利用这种技术将金属熔炼成符合一定要求的液体 并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件的机械。 目前,常规的浇铸设备大多需要操作人员手工对产品进行取件、淬火与放料的操 作,极大地降低了生产效率,并且手工取件的操作过程又会产生烫伤操作人员的问题,极易 影响操作人员的生产产品的质量与生产的安全性,而且操作人员的手工操作也大大的降低 产品的生产效率,提高了操作人员的劳动强度,增加了操作人员的工作时间。
技术实现要素:
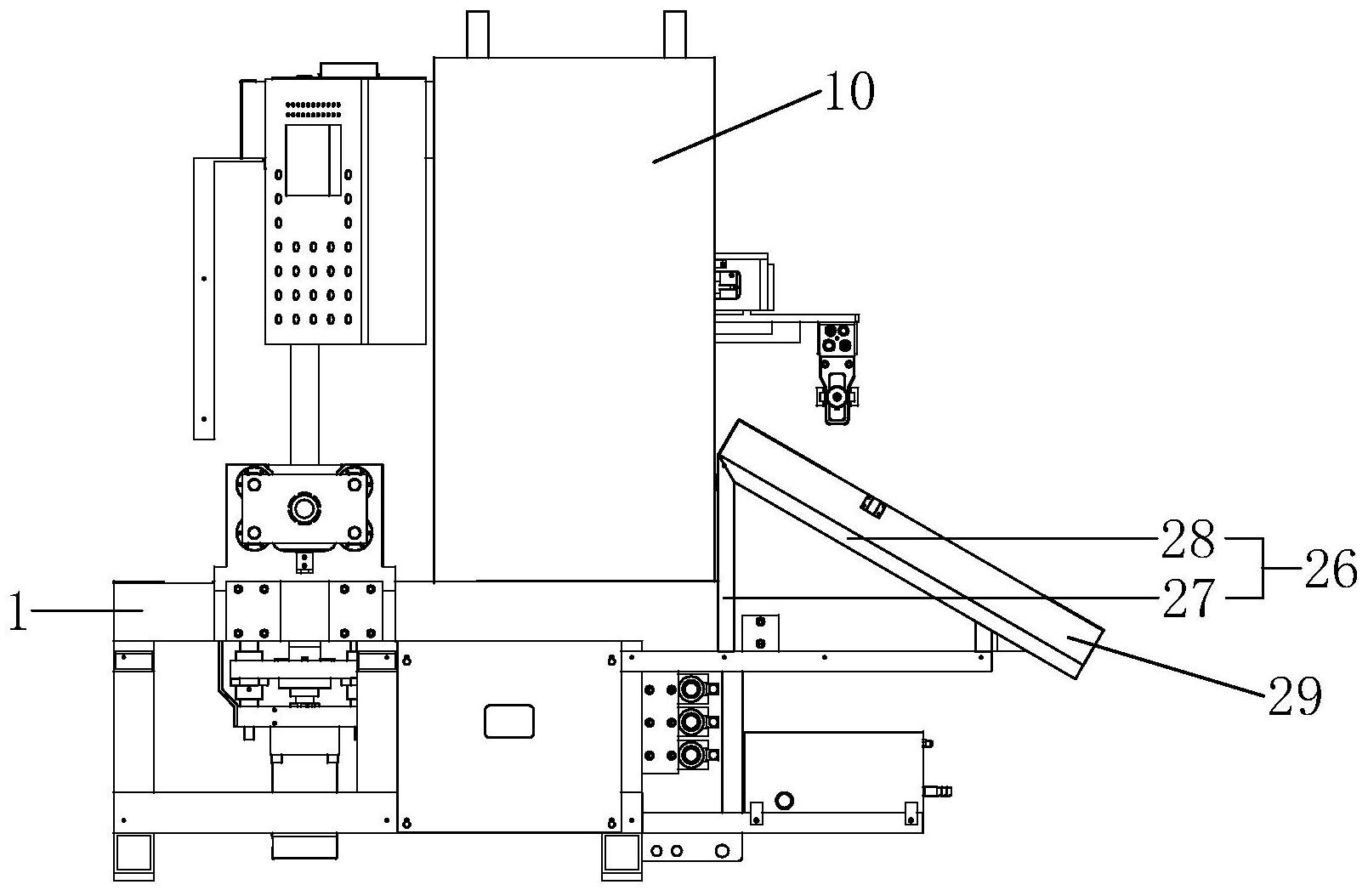
针对现有技术存在的不足,本发明的目的是为了解决手工操作带来的生产效率和 安全性低的问题,提供一种自动浇铸设备。 一种自动浇铸设备,包括机架、浇铸机构、取件机构、淬火机构和出料机构,所述淬 火机构和出料机构依次设置于浇铸机构的后方,所述取件机构设置于淬火机构和出料机构 的上方; 所述浇铸机构包括工作平台、左模组和右模组,所述工作平台位于机架的上端面, 所述左模组和右模组对称设置于工作平台的上端面两侧,所述左模组和右模组均包括驱动 结构、模具和安装架,所述驱动结构包括固定板和第一液压缸,所述固定板与工作平台固定 连接,所述第一液压缸的缸筒与固定板固定连接,所述第一液压缸的活塞杆与安装架固定 连接,所述安装架与工作平台滑动连接,所述模具与安装架可拆卸连接,所述模具的侧边开 设有浇铸口; 所述取件机构包括支架、升降组件、平移组件和两个夹爪,所述支架的底端与机架 的上端面固定连接,所述升降组件和平移组件从上至下依次位于位于支架的顶端,所述升 降组件包括顶层板和第二液压缸,所述平移组件包括中层板、电机、丝杆、螺母座和连接板, 所述顶层板的两侧与支架的顶端固定连接,所述第二液压缸的缸筒与顶层板的下端面固定 连接,所述第二液压缸的活塞杆与中层板固定连接,所述中层板的两侧与支架滑动连接,所 述支架的下端面开设有滑槽,所述电机安装于滑槽中,所述丝杆的一端与电机的输出轴固 定连接,所述丝杆的另一端与滑槽的槽壁转动连接,所述螺母座套设在丝杆上且在滑槽中 滑动,所述连接板固定于螺母座的下端面,所述夹爪包括夹爪气缸和左右两个夹爪臂,两个 夹爪臂通过夹爪气缸进行靠近和分离,两个夹爪臂相互平行设置; 所述淬火机构包括水淬箱座架和淬火水箱,所述水淬箱座架位于机架的上端面, 所述淬火水箱位于水淬箱座架的上端面,所述淬火水箱内设置有网筐和第三液压缸,所述 第三液压缸的缸筒与淬火水箱的内部箱底固定连接,所述第三液压缸的活塞杆与网筐的外 部筐底固定连接; 4 CN 111604491 A 说 明 书 2/6 页 所述出料机构包括支撑架和接料槽,所述支撑架包括竖板和倾斜板,所述竖板的 底端固定于机架的上端面,所述倾斜板上位于高处的一端与竖板的顶端固定连接,所述接 料槽包括底板以及固定于底板两侧的边板,所述底板的下端面与倾斜板的上端面固定连 接。 通过采用上述技术方案,机架用于支撑固定浇铸机构、取件机构、淬火机构和出料 机构;浇铸机构用于浇铸成型铸件,启动两个第一液压缸,两个第一液压缸的活塞杆伸长带 动两个安装架相向移动,从而带动两个模具相对移动,两个模具拼接成为与产品一致的模 腔,外部的浇铸机械手输送高温融化状态下的金属至浇铸口进行浇铸,待产品成型后,两个 第一液压缸的活塞杆收缩将各自模具退回,在工作平台上留下成型的铸件;取件机构用于 将铸件取出,启动电机,电机的输出轴旋转带动丝杆旋转,滑槽对螺母座起到周向限位作 用,螺母座沿着丝杆向工作平台移动,从而带动连接板和两个夹爪移动,当螺母座移动至滑 槽的槽壁无法继续移动时,两个夹爪刚好分别位于浇铸机构和淬火机构的上方,启动第二 液压缸,第二液压缸的活塞杆伸长带动中层板向下移动,从而带动两个夹爪向下移动,同时 夹爪气缸在水平方向驱动两夹爪臂合拢对铸件进行夹取,接着收缩第二液压缸的活塞杆, 一个夹爪将浇铸机构出浇铸完成的铸件夹出,另一个夹爪将淬火机构处淬火完成的铸件取 出,之后,再启动电机,使其输出轴反向旋转,螺母座沿着丝杆向出料机构所在方向移动,当 螺母座移动至滑槽的另一端槽壁无法继续移动时,从浇铸机构处夹取铸件的夹爪刚好位于 淬火结构的上方,从淬火机构处夹取铸件的夹爪刚好位于出料机构的上方,夹爪气缸在水 平方向驱动两夹爪臂打开将两个铸件分别放入淬火机构和出料机构中; 淬火机构用于对铸件进行淬火处理,水淬箱座架用安装淬火水箱,淬火水箱用于 储藏冷却液,在浇铸完成的铸件放入淬火水箱之前,启动第三液压缸,第三液压缸的活塞杆 伸长带动网筐向上移动,直至网筐露出液面,夹爪放下的铸件先掉入网筐中,第三液压缸的 活塞杆再收缩带动网筐重新进入淬火水箱中,防止铸件直接掉落至冷却液中而导致冷却液 从淬火水箱中溅出; 出料机构用于收集淬火完成的铸件,支撑架用于支撑固定接料槽,同时倾斜板使 接料槽也倾斜的设置,铸件掉落至接料槽上后,沿着接料槽滑落,方便操作人员收集; 本发明可自动完成取件、淬火和出料的工作,极大的提升了生产效率,减少了人员 的劳动强度,同时也增加了操作人员生产过程中的安全性。 本发明进一步设置为:所述安装架的下端开设有第一滑槽,所述工作平台上设置 有用于插入第一滑槽的第一滑轨。 通过采用上述技术方案,安装架沿着第一滑轨在工作平台上滑动,提升了安装架 在滑动过程中的稳定性。 本发明进一步设置为:所述中层板的上端面还设置有若干导轨,所述顶层板上开 设有与导轨的位置对应的通孔,所述导轨的另一端穿过通孔,所述导轨在通孔中滑动。 通过采用上述技术方案,中层板在上下移动的过程中,导轨在通孔中滑动,提升了 中层板上下移动过程中的稳定性。 本发明进一步设置为:所述中层板的两侧开设有第二滑槽,所述支架上设置有用 于插入第二滑槽的第二滑轨。 通过采用上述技术方案,中层板沿着第二滑轨在支架上滑动,进一步提升了中层 5 CN 111604491 A 说 明 书 3/6 页 板在滑动过程中的稳定性。 本发明进一步设置为:所述淬火水箱的箱壁上开设有进水孔,所述进水孔上连接 有进水管,所述淬火水箱的箱底开设有出水孔,所述出水孔上连接有出水管,所述出水管上 设置有阀门。 通过采用上述技术方案,需要更换淬火水箱内冷却液时,打开阀门,冷却液由出水 管流出出水管,再由进水管进行补给。 本发明进一步设置为:所述淬火水箱内还设置有浸没式恒温器。 通过采用上述技术方案,冷却液长期使用后会吸热导致温度上升,浸没式恒温器 用于降低冷却液的温度并使其保持在设定的温度数值。 本发明进一步设置为:所述底板上可拆卸连接有橡胶缓冲垫。 通过采用上述技术方案,橡胶缓冲垫能够防止铸件掉落在底板上时产生损坏。 本发明进一步设置为:所述橡胶缓冲垫的下端面设置有若干凸块,所述底板的上 端面开设有用于插入凸块的凹槽。 通过采用上述技术方案,凸块插入凹槽中,实现橡胶缓冲垫与底板的可拆卸连接, 橡胶缓冲垫长期使用受损时,方便更换。 本发明进一步设置为:所述橡胶缓冲垫由若干橡胶板拼接而成。 通过采用上述技术方案,橡胶缓冲垫中某部分受损时,只需更换对应的橡胶板,无 需更换整块橡胶缓冲垫,节约了成本。 本发明进一步设置为:两个所述夹爪臂上设置有相对的爪体,所述爪体具有V形爪 面,所述V形爪面从上至下间隔分布有呈突起状的抓纹。 通过采用上述技术方案,爪体用于具体夹住铸件,V形爪面可以适应铸件上圆弧形 的外壁,实现牢固的从两侧夹持,依靠突起状的抓纹适应铸件的粗糙外壁,实现稳定夹持。 与现有技术相比,本发明的有益效果是: 一种自动浇铸设备,机架用于支撑固定浇铸机构、取件机构、淬火机构和出料机 构;浇铸机构用于浇铸成型铸件;取件机构用于将铸件取出;淬火机构用于对铸件进行淬火 处理;出料机构用于收集淬火完成的铸件。本发明可自动完成取件、淬火和出料的工作,极 大的提升了生产效率,减少了人员的劳动强度,同时也增加了操作人员生产过程中的安全 性。 附图说明 图1为本发明一种自动浇铸设备的结构示意图一,主要用于表现本发明的整体结 构; 图2为本发明一种自动浇铸设备的结构示意图二,主要用于表现本发明的机架、浇 铸机构、取件机构、淬火机构和出料机构之间的位置关系和连接关系; 图3为本发明一种自动浇铸设备的取件机构的结构示意图,主要用于表现取件机 构的整体结构; 图4为图2中A处的放大图,主要用于表现淬火机构的内部结构; 图5为本发明一种自动浇铸设备的浇铸机构的结构示意图,主要用于表现浇铸机 构的整体结构; 6 CN 111604491 A 说 明 书 4/6 页 图6为本发明一种自动浇铸设备的出料机构的结构示意图,主要用于表现出料机 构的整体结构; 图7为本发明一种自动浇铸设备的接料槽的结构示意图,主要用于表现接料槽的 整体结构。 附图标记:1、机架;2、工作平台;3、左模组;4、右模组;5、模具;6、安装架;7、固定 板;8、第一液压缸;9、第一滑轨;10、支架;11、升降组件;12、顶层板;13、第二液压缸;14、中 层板;15、电机;16、丝杆;17、螺母座;18、连接板;19、导轨;20、第二滑轨;21、夹爪;22、水淬 箱座架;23、淬火水箱;24、第三液压缸;25、网筐;26、支撑架;27、竖板;28、倾斜板;29、接料 槽;30、底板;31、边板;32、橡胶缓冲垫;33、凹槽。











