
技术摘要:
本发明公开了一种用于对发泡塑料进行冷压压块的冷压机,包括机架、喂料机构以及冷压压块机构;所述冷压压块机构包括压缩腔体、施压板和施压驱动机构;所述压缩腔体在与所述喂料机构的对应位置处设置有过渡腔,所述过渡腔一侧与喂料机构的出料口连通,另一侧与压缩腔体 全部
背景技术:
发泡塑料,例如EPS、XPS和EPP等,拥有隔热、隔音,刚性、冲击时缓冲性能好,耐腐 蚀,密度小等系列的良好性能,广泛应用于产品包装、隔热隔音、抗冲击等场合。但是发泡塑 料在使用之后,需要进行回收,如果随意丢弃,容易在环境中不断碎屑化,假如这些碎屑化 的发泡塑料随江河流入大海,或者残留在土壤中,就会造成“白色污染”。 在对发泡塑料进行回收的过程中,虽然使用后的发泡塑料具有较高的回收价值, 但是由于其密度小,收集过程中所占用空间较大,使得其运输成本昂贵,因而导致回收难度 大。据此,对于发泡塑料产生量较多的地区,会对发泡塑料进行统一收集,然后将收集到的 发泡塑料送到冷压机冷压减容,或者对收集到的发泡塑料进行加热、熔融以除去发泡塑料 中的空气,实现减容的目的,再运到深加工厂进行改性等加工处理。而对于发泡塑料产生量 较少的地区,则采取直接丢弃的方式,这容易造成环境污染。 为此,市面上出现了一种塑料泡沫回收车,例如授权公告号为CN209257279U的实 用新型专利公开了“一种泡沫塑料回收车”,所述泡沫塑料回收车上固定安装有泡沫塑料破 碎挤压机以及用于存储挤压后泡沫的储料箱,所述泡沫板破碎挤压机包括破碎装置以及与 破碎装置连通的挤压装置,所述泡沫塑料回收车的发动机驱动泡沫塑料回收车行走,所述 泡沫塑料回收车的发动机还驱动破碎装置和/或挤压装置工作。在泡沫塑料回收车上安装 泡沫塑料破碎挤压机,泡沫塑料回收车的发动机给泡沫塑料破碎挤压机提供工作时所需的 动力,不需要向泡沫塑料破碎挤压机额外提供其他动力供给设备,所述泡沫塑料破碎挤压 机能够随着泡沫塑料回收车移动至任何泡沫塑料回收地进行现场回收作业。 然而上述的泡沫塑料回收车存在以下问题: 上述的泡沫塑料回收车中的破碎装置与挤压装置连通,破碎后的塑料直接进入挤 压装置中,通过挤压装置将破碎后的泡沫塑料进行压缩,从而方便泡沫塑料的回收和运输。 但是,由于破碎装置与挤压装置连通,且破碎装置和挤压装置之间没有设置任何阀门,因 此,在挤压装置工作时,破碎装置应该要停止工作,待挤压装置工作完后,破碎装置才可以 继续开始工作,这样有利于防止挤压装置工作时破碎后的泡沫塑料进入到挤压装置的压板 和驱动装置之间而对挤压装置产生干扰,假如当压板和驱动装置之间的泡沫塑料达到一定 量时,所述驱动装置就不能驱动压板复位,就会导致挤压装置不能工作(即出现“卡机”)。同 时,上述的泡沫塑料回收车的间歇式工作方式具有速度慢、效率不高的缺点。
技术实现要素:
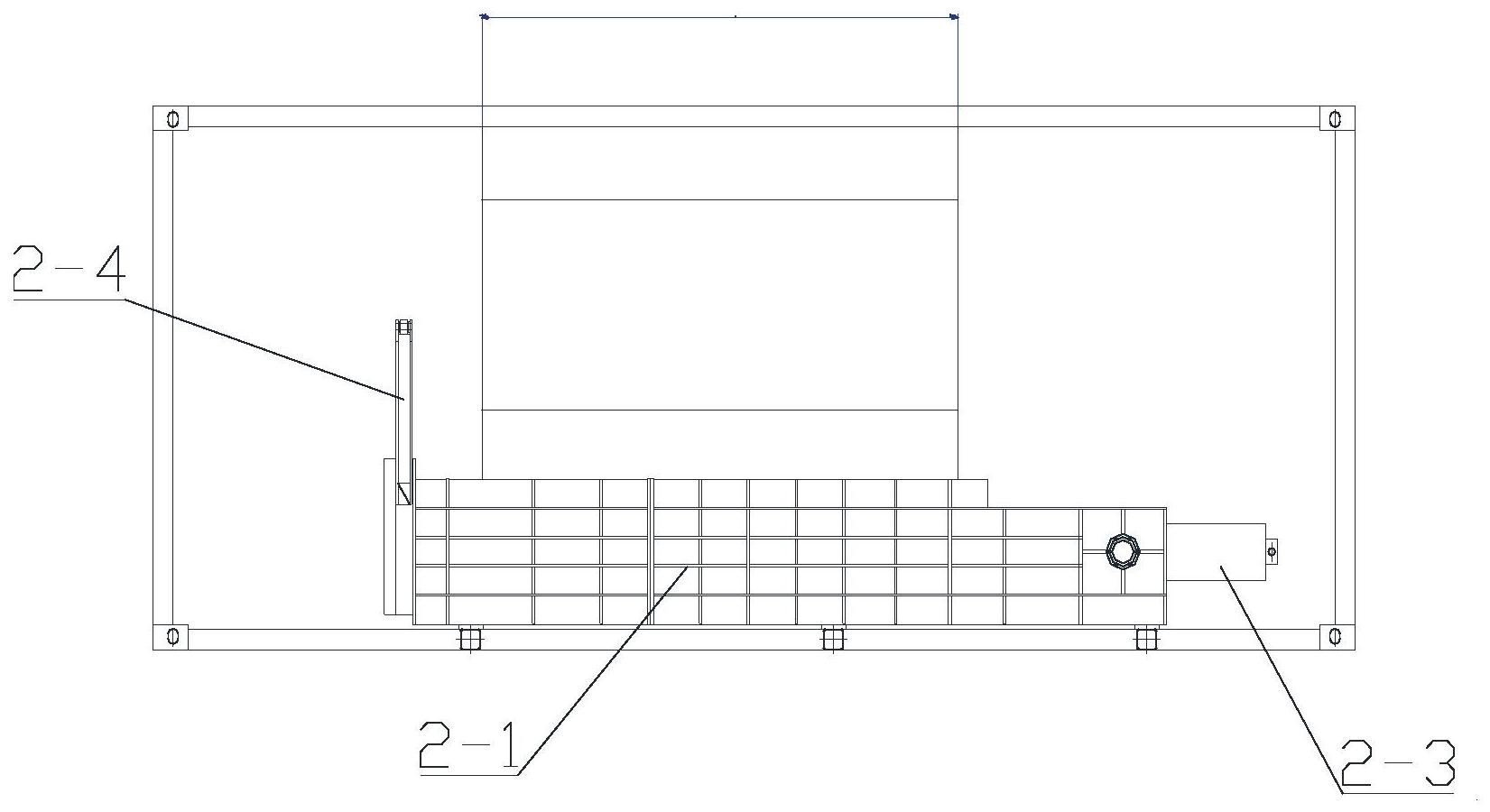
本发明的目的在于克服现有技术的不足,提供一种用于对发泡塑料进行冷压压块 的冷压机,所述冷压机的冷压压块速度更快,效率更高;且不容易出现卡机等现象。 4 CN 111590784 A 说 明 书 2/6 页 本发明解决上述技术问题的技术方案是: 一种用于对发泡塑料进行冷压压块的冷压机,包括机架、设置在机架上的用于输 送破碎后的发泡塑料的喂料机构以及用于对喂料机构输送过来的发泡塑料进行冷压的冷 压压块机构,其中, 所述冷压压块机构包括压缩腔体、设置在压缩腔体上的施压板以及用于驱动施压 板运动以完成冷压动作的施压驱动机构,其中,所述压缩腔体在与所述喂料机构的对应位 置处设置有过渡腔,所述过渡腔一侧与喂料机构的出料口连通,另一侧与压缩腔体的进料 口连通; 所述冷压压块机构还包括用于关闭或打开压缩腔体的进料口的开合机构,当所述 施压驱动机构驱动所述施压板压缩发泡塑料时,所述开合机构关闭所述压缩腔体上的进料 口;当所述施压驱动机构驱动所述施压板复位时,所述开合机构打开所述压缩腔体上的进 料口。 优选的,所述压缩腔体的进料口设置在压缩腔体的侧面。 优选的,所述开合机构包括设置在所述施压板上的封堵板,所述封堵板沿着所述 施压板的运动方向同步动作;当所述施压驱动机构驱动所述施压板压缩发泡塑料时,所述 封堵板随施压板同步运动并封堵住所述压缩腔体上的进料口。 优选的,所述过渡腔为倒置的漏斗状,其中,该过渡腔中的口径较小的端部与所述 喂料机构的出料口连通;口径较大的端部与所述压缩腔体的进料口连通。 优选的,所述喂料机构为螺旋推料机构;所述螺旋推料机构为两组,两组螺旋推料 机构竖向且垂直设置,其中,位于上方的为第一螺旋推料机构,位于下方的为第二螺旋推料 机构,其中,所述第一螺旋推料机构的进料口与缓冲过渡仓的出料口连通,出料口与第二螺 旋推料机构的进料口连通;所述第二螺旋推料机构的出料口与所述过渡腔的一侧连通;其 中,位于上方的第一螺旋推料机构中的螺旋叶片为两组,两组螺旋叶片的旋转方向相反,其 中一组螺旋叶片设置在所述第一螺旋推料机构和第二螺旋推料机构相交区间的一侧,而另 一组螺旋叶片设置在所述相交区间的另一侧。 优选的,还包括用于对压缩后的发泡塑料进行切断的裁切机构,所述裁切机构包 括封堵尾板以及用于驱动封堵尾板动作的裁切驱动机构,其中,所述封堵尾板镶嵌在压缩 腔体的出料口处;所述压缩腔体在与所述封堵尾板的对应位置设置有用于对封堵尾板的运 动进行导向和限位的滑动机构;所述封堵尾板的下端设置有刀刃;所述裁切驱动机构用于 驱动所述封堵尾板运动以打开或关闭所述压缩腔体的出料口以及完成对压缩后的发泡塑 料进行切断。 优选的,所述滑动机构为限位滑槽机构或滑轮滑轨机构。 优选的,所述封堵尾板采用液压缸驱动或采用电机与丝杆传动机构结合的驱动方 式。 优选的,所述施压驱动机构采用液压缸驱动或采用电机与丝杆传动机构结合的驱 动方式。 优选的,所述机架上在与所述压缩腔体的出料口的对应位置处设置有行程开关, 用于限定伸出压缩腔体的出料口处的冷压压块的长度。 本发明的用于对发泡塑料进行冷压压块的冷压机的工作原理是: 5 CN 111590784 A 说 明 书 3/6 页 工作时,喂料机构将发泡塑料碎片送至所述过渡腔处,在推料螺杆的推动下物料 在过渡腔进入到压缩腔体中,当压缩腔体中的发泡塑料达到一定量时,所述施压驱动机构 带动施压板运动,实现对压缩腔体内的发泡塑料进行压缩。在此过程中,随着施压板的施压 动作,安装在施压板上的封堵板随着施压板同步运动,从而封堵住所述压缩腔体的进料口, 这样,所述过渡腔中的发泡塑料就不会落入到施压板与施压驱动机构之间,从而防止本发 明的冷压机出现“卡机”情况。另外,由于所述喂料机构和冷压压块机构之间设置有过渡腔, 当冷压压块机构工作时,所述过渡腔与冷压机构的进料口间处于封闭状态,因此,该过渡腔 成为预压缩区间;因此在冷压施压时不需要停止喂料机构的动作;待冷压压块机构完成压 缩后,施压驱动机构带动施压板复位于待施压状态,所述封堵板随之离开所述压缩腔体的 进料口,使得所述过渡腔与压缩腔体连通,这样,存储在过渡腔中的预压缩发泡塑料就会进 入到压缩腔体中,使得冷压压块机构可以开始下一轮的冷压工作。通过上述设置,使得破碎 装置、喂料机构、冷压压块机构三者之间互不制约,可以同时工作,这样就保证了发泡塑料 的回收可以连续式进行,从而提高效率。 本发明与现有技术相比具有以下的有益效果: 1、本发明的用于对发泡塑料进行冷压压块的冷压机通过设置开合机构,使得冷压 压块机构工作时,所述压缩腔体上的进料口处于关闭状态,使得过渡腔中的发泡塑料就不 会落入到施压板与施压驱动机构之间,从而防止本发明的冷压机出现“卡机”,保证冷压压 块工作顺利进行。 2、本发明的冷压机在喂料机构和冷压压块机构之间设置过渡腔,使得该过渡腔在 冷压压块机构工作时充当一个暂时用于存储破碎后的发泡塑料的存储仓及预压缩区,当一 个冷压过程完成后,所述过渡腔与压缩腔体连通,存储在过渡腔中的预压缩发泡塑料就会 进入到压缩腔体中,使得冷压压块机构可以开始下一轮的冷压工作。通过上述设置,使得破 碎装置、喂料机构、冷压压块机构三者之间互不约束,可以同时工作,这样就保证了发泡塑 料的回收处理可以连续式进行,从而极大地提高工作效率。 附图说明 图1-图3为本发明的用于对发泡塑料进行冷压压块的冷压机的第一个实施方式的 结构示意图,其中,图1为主视图,图2为俯视图,图3为右视图。 图4为本发明的用于对发泡塑料进行冷压压块的冷压机的工作示意图。 图5和图6为本发明的用于对发泡塑料进行冷压压块的冷压机的第二个实施方式 中的喂料机构的结构示意图,其中,图5为俯视图,图6为第一螺旋推料机构和第二螺旋推料 机构相交的局部视图。











