
技术摘要:
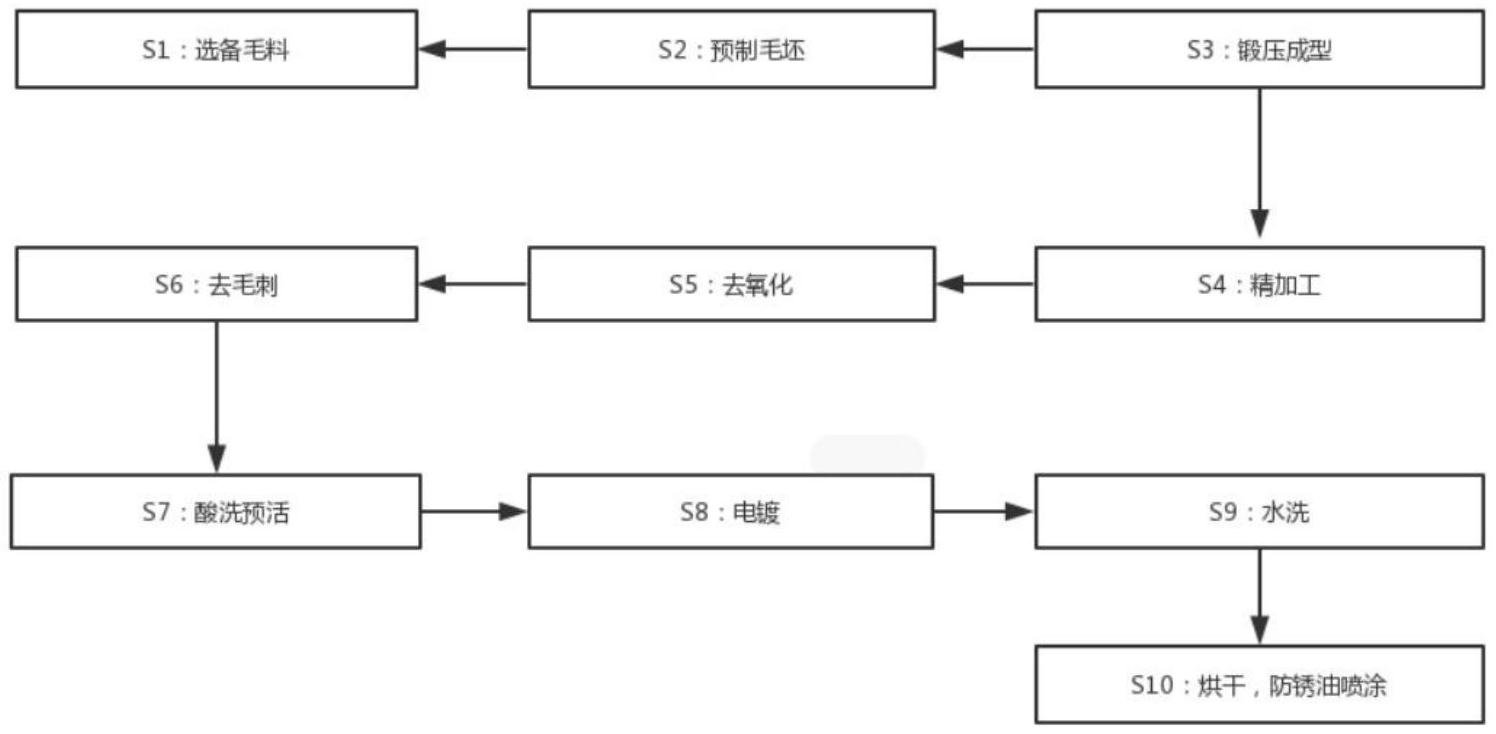
本发明涉及摩托车配件生产工艺技术领域,尤其涉及摩托车启动杆改进方法及工艺,S1、选备毛料;S2、预制毛坯;S3、锻压成型;S4、精加工;S5、去氧化;S6、去毛刺;S7、酸洗预活;S8、电镀;S9、水洗;S10、烘干,防锈油喷涂;本发明提出的工艺,选用HRB螺纹钢,更具有 全部
背景技术:
启动杆常用于摩托车,是摩托车的起动装置。摩托车常用的启动杆结构有两种:两 杆式和整体式。 传统的摩托车启动杆的加工工序为:下料、冷拉机上拉拔成型、精加工、电镀,且摩 托车启动杆多选用45#钢,作为启动杆的原材,45#钢的硬度高,需要经过淬火工艺提升韧 性,摩托车启动杆作为技术性较低的零部件,热处理工艺上的增加,会无形增加企业成本, 降低生产效率。
技术实现要素:
本发明提出了摩托车启动杆改进方法及工艺,起目的在于,使用现有设备,对原加 工工艺进行改进,提高产品质量,提升生产效率。 摩托车启动杆改进方法及工艺,包括如下步骤: S1:选备毛料,选用HRB335螺纹钢,切割下料;本发明选用螺纹钢,其硬度比A3钢硬 度更强,比常用45#钢的硬度较低,更具韧性; S2:预制毛坯,将S1的下料所得毛料,加热至800-1200℃,锻压变形为毛坯料;经过 预制毛坯,可以初步的将启动杆的形状锻压,便于后续加工; S3:锻压成型,将S2所得毛坯料加热至1000-1200℃,通过锻压模具,形成坯件;通 过锻压机的配合锻模进行锻压,对启动杆的尺寸进一步的细化,锻压出细节尺寸; S4:精加工,对所述S3所得坯件进行余料切边,并机加工处需要弧面及孔位;启动 杆杆身弧面与各个孔位及螺纹的精加工,需要机加工的细化尺寸与确定公差; S5:去氧化,对S4所得物料,进行喷丸作业,去除氧化表面;喷丸作业可以增加表面 硬度,使得硬金属的硬度提高到57-62HRC,喷出丸珠,也已通过撞击表面,微观上增大金属 表面积,去除表层氧化物; S6:去毛刺,对S5所得去氧化后的物料进行振动筛去除毛刺; S7:酸洗预活,将S6所得去毛刺后的启动杆酸洗,去除油脂,与残留氧化膜;经过酸 洗的启动杆,去除残留的氧化膜后,便于后续电镀加工的质量提升。 S8:电镀,将S7酸洗活化后的启动杆电镀,提升防腐性,增加抗磨损性; S9:水洗,通过水洗电镀后的启动杆,清洗残留药液; S10:烘干,防锈油喷涂,将S9中水洗后的启动杆烘干后,进行防锈油喷涂;保证其 在成品运输包装过程中的产品质量把控,提高整体品质。 具体的,所述S1中电解铜为高纯大板电解铜,所述电解铜纯度达到4N以上,所述S1 生产的C10100纯铜中的组分含量控制在Cu含量达到4N以上,氧含量≤3ppm,P含量≤3ppm, 3 CN 111546010 A 说 明 书 2/3 页 Fe含量≤10ppm。 具体的,所述S1下料装置为,在线式钢筋切割机,便于快速转运物料。 具体的,所述S2中预制毛坯采用自由锻,完成大致尺寸的锻压。 具体的,所述S5去氧化中,采用自动喷丸机,使用铸钢丸喷丸。 具体的,所述S7中,采用氢氟酸与硝酸混合溶液酸洗。 与现有技术相比,本发明的有益效果如下: 本发明提出的工艺,选用HRB螺纹钢,相较而言,螺纹钢的成本较低,材料硬度比A3 钢硬度高,略低于45#钢,更具有韧性,适合高强度长久使用,也省去有45#钢需要进行的二 次淬火流程,节约热处理工序;通过预制毛坯与锻压成型,可以快速将启动杆锻压至需要的 形状;精加工处理启动杆坯件,可以进一步的细化启动杆的弧面与各个孔位与螺纹的细节; 去氧化与去毛刺进一步的提升启动杆的产品品质,经过酸洗后启动杆,去除残留氧化膜,为 电镀工件进行前处理,保证电镀过程的高效与高质量;水洗、烘干和防锈喷涂的后处理,使 得启动杆可以再包装、运输与存储作业中,不会二次污染与锈蚀。 附图说明 图1为本发明摩托车启动杆改进方法及工艺流程图;











