
技术摘要:
本发明公开了一种上料方法,该上料方法包括以下步骤:1)、将滑动机构沿支撑机构滑动,以使得拍照单元能够对墨盒头进行拍照;2)、拍照单元将角度位置发送给角度控制器;3)、两个夹持夹将墨盒头夹持住,通过第二旋转单元调整角度位置;4)、待第二旋转单元调整好墨盒头的 全部
背景技术:
由于打印机墨盒头的特殊形状以及上料角度的精准要求,一般的上料装置不能满 足,目前也是通过人工操作来满足角度的精准要求,众所周知,人工上料会存在效率问题, 且人工成本高。 因此,提供一种能够在上料过程中调整打印机墨盒头的角度并且能保证上料效率 的上料方法是本发明亟需解决的问题。
技术实现要素:
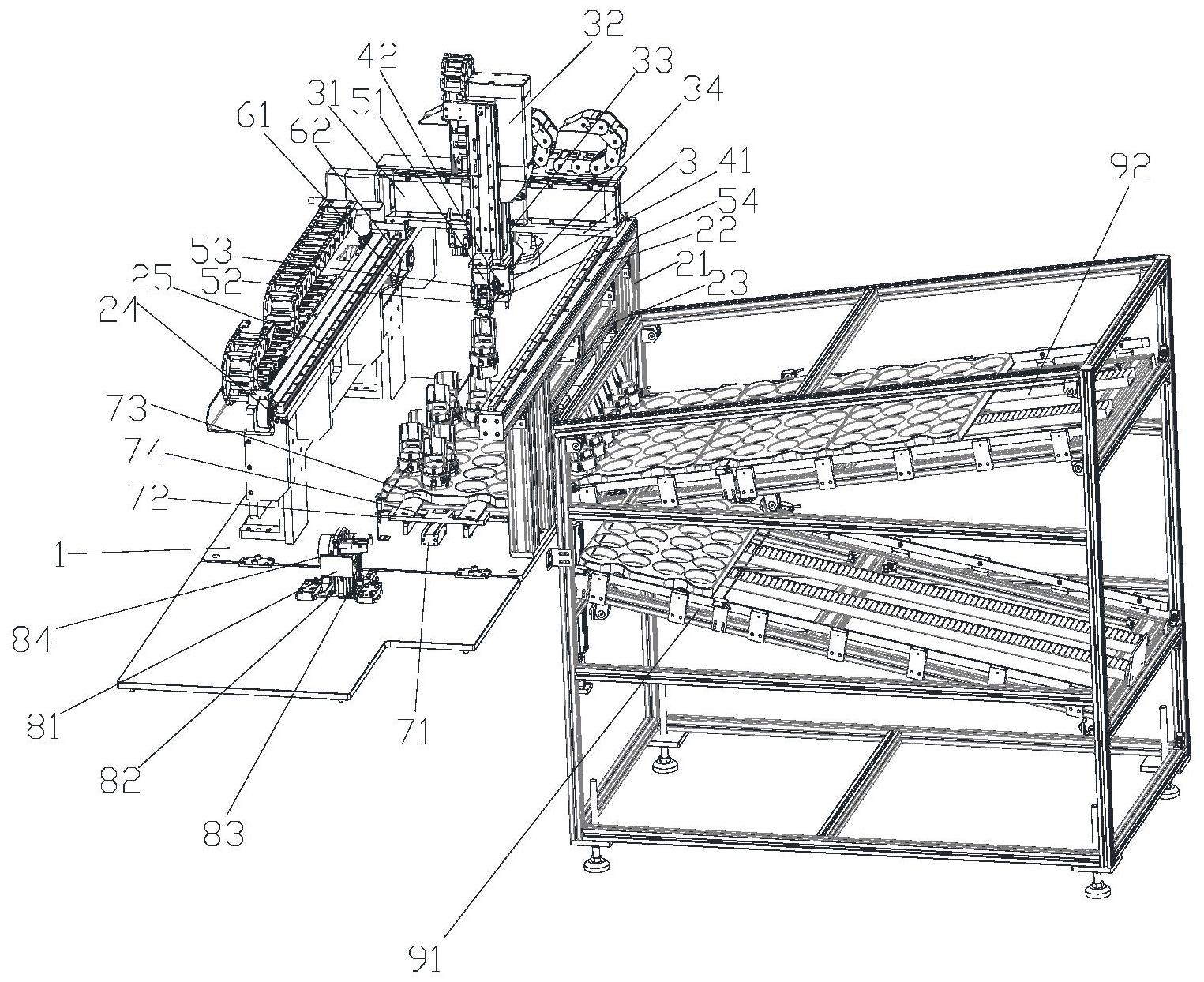
本发明提供一种上料方法,该上料方法是针对打印机墨盒的上料,能够实现上料 的全自动操作,不需要人工上料,能够在上料前调整好打印机墨盒头的上料角度,然后再上 料,并且可以保证上料效率。 为了实现上述目的,本发明提供了一种上料方法,所述上料方法包括以下步骤: 1)、将打印机墨盒头的上料装置的滑动机构沿支撑机构滑动,以使得拍照单元能 够根据设定的上料程序对料盘上的某个墨盒头进行拍照; 2)、拍照单元将某个墨盒头在料盘上的角度位置发送给角度控制器; 3)、上料装置的两个夹持夹将料盘上的某个墨盒头夹持住,并通过上料装置的第 二旋转单元调整角度位置; 4)、待第二旋转单元调整好某个墨盒头的角度位置后,滑动机构沿支撑机构滑动, 以使得夹持在两个夹持夹上的某个墨盒头能够运动至接料机构的位置; 5)、某个墨盒头通过上料装置的第一旋转单元在竖直方向上朝向接料机构旋转90 度,而后再将某个墨盒头放入至接料机构上; 6)、按照设定的上料程序依次重复步骤1),步骤2),步骤3),步骤4)和步骤5); 所述上料装置包括底板、支撑机构、滑动机构、第一旋转单元、第二旋转单元和夹 持单元; 所述支撑机构安装在所述底板上,所述滑动机构滑动连接在所述支撑机构上,所 述第一旋转单元安装在所述滑动机构上,所述第二旋转单元安装在所述第一旋转单元上; 所述支撑机构包括分别安装在所述底板上的第一支撑单元和第二支撑单元;所述 第一支撑单元包括多个竖直安装在所述底板上的支撑立杆和连接多个所述支撑立杆的第 一支撑横杆,多个所述支撑立杆之间连接有加强杆;所述第二支撑单元包括竖直安装在所 述底板上的支撑立架和安装在所述支撑立架上的第二支撑横杆;且所述第一支撑横杆和所 述第二支撑横杆都与所述滑动机构滑动连接;所述支撑立架通过多个三角支架安装在所述 底板上; 所述滑动机构包括滑动连接在所述第一支撑横杆和所述第二支撑横杆上的托板、 5 CN 111572205 A 说 明 书 2/8 页 固定设置在所述托板上的横向电缸、通过竖板滑动连接在所述横向电缸上的竖向电缸;所 述第一旋转单元安装在所述竖板的底端;所述竖板上还安装有拍照单元,以使得当所述滑 动机构滑动时,所述拍照单元能够朝料盘上的墨盒头拍照; 所述第一旋转单元包括通过固定块安装在所述竖向电缸的驱动电机、固定连接在 所述驱动电机的驱动轴上的第一旋转件,所述第二旋转单元固定安装在所述第一旋转件 上,以使得当所述第一旋转件转动时,所述第二旋转单元能够跟随所述第一旋转件转动; 所述第二旋转单元包括固定安装在所述第一旋转件上的过渡架、安装在所述过渡 架上的伺服电机、固定套接在所述伺服电机的驱动轴上的卡接件、连接在所述卡接件上的 固定轴、套接在所述固定轴上的固定座;所述固定轴与所述伺服电机的驱动轴之间设置有 间隙;所述夹持单元包括安装在所述固定座上的固定夹持块和滑动连接在所述固定夹持块 上的两个夹持夹;当两个所述夹持夹在所述固定夹持块上滑动时,能够将墨盒头夹起或放 下;且当所述伺服电机的驱动轴转动时,能够将夹持在两个所述夹持夹上的墨盒头转动方 向; 所述上料装置还包括接料机构,所述接料机构包括安装在所述底板上的上推单 元、可拆卸地连接在所述上推单元上的接料夹和连接所述接料夹的下压单元;当两个所述 夹持夹夹持墨盒头朝向所述接料夹运动时,所述上推单元沿竖直方向向上运动,以使得两 个所述夹持夹能够将墨盒头放置在所述接料夹上;且所述下压单元沿竖直方向向下运动, 以使得所述下压单元的下压件能够按压墨盒头。 优选地,在步骤1)之前,还包括,料盘通过上料滑道滑动至底板上;在步骤6)之后, 将空置的料盘通过回收滑道回收; 所述上料装置还包括靠近底板设置的双层料架;所述双层料架包括朝所述底板倾 斜的上料滑道和背向底板倾斜的回收滑道,所述回收滑道设置在所述上料滑道的下方;其 中相邻两个所述支撑立杆之间的距离大于等于料盘的长度,以使得所述上料滑道上的料盘 能够滑动至所述底板上、所述底板上的料盘能够滑动至所述回收滑道上。 优选地,在步骤1)之前,还包括,料盘通过上料滑道滑动至底板上,在未上料之前, 待上料的料盘通过顶升止挡板止挡; 所述上料滑道上还安装有多个顶升气缸,多个顶升气缸的活塞杆上可拆卸地安装 有顶升止挡板,当所述顶升气缸的活塞杆沿竖直方向向上运动时,所述顶升止挡板能够止 挡待上料的料盘。 优选地,在步骤1)之前,还包括,两组定位单元将料盘的进行固定; 所述底板上靠近料盘的位置安装有两组定位单元,且两组所述定位单元分别设置 在料盘的所在长度方向上的两端;所述定位单元包括定位气缸、滑动安装在所述定位气缸 上的滑动连接件和固接在所述滑动连接件上的两个定位件;料盘上设置有与所述定位件想 配合的定位槽;以使得当两组定位单元的定位件与料盘上的定位槽想配合时,料盘的位置 能够固定。 优选地,在步骤6)之后,将空置的料盘通过回收滑道回收;在空置的料盘进入回收 滑道之前,推拉气缸的滑动块带动推拉止挡件将料盘推至回收滑道上; 所述底板上靠近所述双层料架的位置设置有方形缺口;支撑框设置在所述方形缺 口的位置,且所述支撑框固接在所述底板上;所述支撑框上安装有多个长槽,料盘能够沿多 6 CN 111572205 A 说 明 书 3/8 页 个所述长槽滑动;且所述支撑框上还安装有推拉气缸,推拉止挡件可拆卸地连接在所述推 拉气缸的滑动块上,以使得当所述推拉气缸的滑动块沿所述长槽的长度方向带动所述推拉 止挡件滑动时,放置在多个所述长槽上的料盘能够沿多个所述长槽滑动,且放置在多个所 述长槽上的料盘能够朝向或远离所述双层料架移动位置。 优选地,所述第一支撑横杆和所述第二支撑横杆沿长度方向上都设置有滑槽条; 所述托板滑动连接在两个所述滑槽条上; 所述支撑立架上还设置有皮带滑动单元,所述皮带滑动单元包括安装在所述支撑 立架上的皮带驱动轮、多个安装在所述支撑立架上的过渡轮和沿所述支撑立架长度方向安 装的两个从动轮以及皮带;所述皮带环绕在所述皮带驱动轮、多个过渡轮和两个所述从动 轮之间;两个所述从动轮之间的皮带所在的长度方向平行于所述滑槽条所在的长度方向; 所述托板通过固定托块固接在所述皮带上,当所述皮带驱动轮带动所述皮带转动时,所述 托板能够跟随皮带沿两个所述滑槽条滑动。 优选地,所述墨盒头的部分外周边能够与所述接料夹相配合设置,且所述接料夹 上与墨盒头相配合的位置还设置有多个与墨盒头相配合的卡槽;所述下压单元的下压件上 设置有与墨盒头相配合的两个弧形槽,且两个所述弧形槽同心设置,当所述下压件沿竖直 方向向下按压墨盒头时,墨盒头能够与多个卡槽相互配合。 根据上述技术方案,本发明提供的上料方法主要包括以下步骤:1)、将打印机墨盒 头的上料装置的滑动机构沿支撑机构滑动,以使得拍照单元能够根据设定的上料程序对料 盘上的某个墨盒头进行拍照;2)、拍照单元将某个墨盒头在料盘上的角度位置发送给角度 控制器;3)、上料装置的两个夹持夹将料盘上的某个墨盒头夹持住,并通过上料装置的第二 旋转单元调整角度位置;4)、待第二旋转单元调整好某个墨盒头的角度位置后,滑动机构沿 支撑机构滑动,以使得夹持在两个夹持夹上的某个墨盒头能够运动至接料机构的位置;5)、 某个墨盒头通过上料装置的第一旋转单元在竖直方向上朝向接料机构旋转90度,而后再将 某个墨盒头放入至接料机构上;6)、按照设定的上料程序依次重复步骤1),步骤2),步骤3), 步骤4)和步骤5)。这样,滑动机构沿支撑机构滑动,以使得拍照单元能够根据设定的上料程 序对料盘上的某个墨盒头进行拍照;拍照单元将某个墨盒头在料盘上的角度位置发送给角 度控制器,角度控制器接收到角度位置后,夹持单元将料盘上的墨盒头夹持住,并通过第二 旋转单元调整角度位置,待第二旋转单元调整好某个墨盒头的角度位置后,滑动机构沿支 撑机构滑动,以使得夹持在夹持单元上的某个墨盒头能够运动至接料机构的位置,进而,某 个墨盒头再通过第一旋转单元在竖直方向上朝向接料机构旋转90度,而后再将某个墨盒头 放在接料机构上,这样即完成了一个墨盒头的上料过程,然后按照设定的上料程序依次重 复上述5个步骤即可完整整个料盘上的多个墨盒头的上料过程,而后再更换空置的料盘。该 上料方法从墨盒头角度位置调整到墨盒头上料过程,为全自动操作,不需要人工上料,保证 上料效率。 本发明的其他特征和优点将在随后的











