
技术摘要:
本发明公开了一种塑料垃圾桶连续生产设备,包括循环机构、注塑机、循环固定座和注塑头,所述循环机构外侧上方安装有若干个循环固定座,所述循环固定座顶侧安装有模具,所述注塑机顶部底侧安装有注塑头,且注塑机位于循环固定座一端外侧;本发明将模具依次搬运至循环机 全部
背景技术:
塑料垃圾桶注塑生产流程为:原料搅拌-混好的原料添加-调试工艺,经过高温螺 杆熔化至液体-注入模具型腔-冷却成型-开模取出产品,进而完成塑料垃圾桶的生产。 塑料垃圾桶在进行注塑生产的过程中,一般通过注塑机依次往模具进行注塑,在 注塑冷却成型后开模取出产品,整体一系列操作需要通过多个设备进行配合,同时在进行 模具注塑的过程中,需要将模具与注塑机的注塑头进行精准定位,否则在注塑的过程中容 易出现物料洒漏的状况,进而导致原材料的浪费,提高整体的生产成本。
技术实现要素:
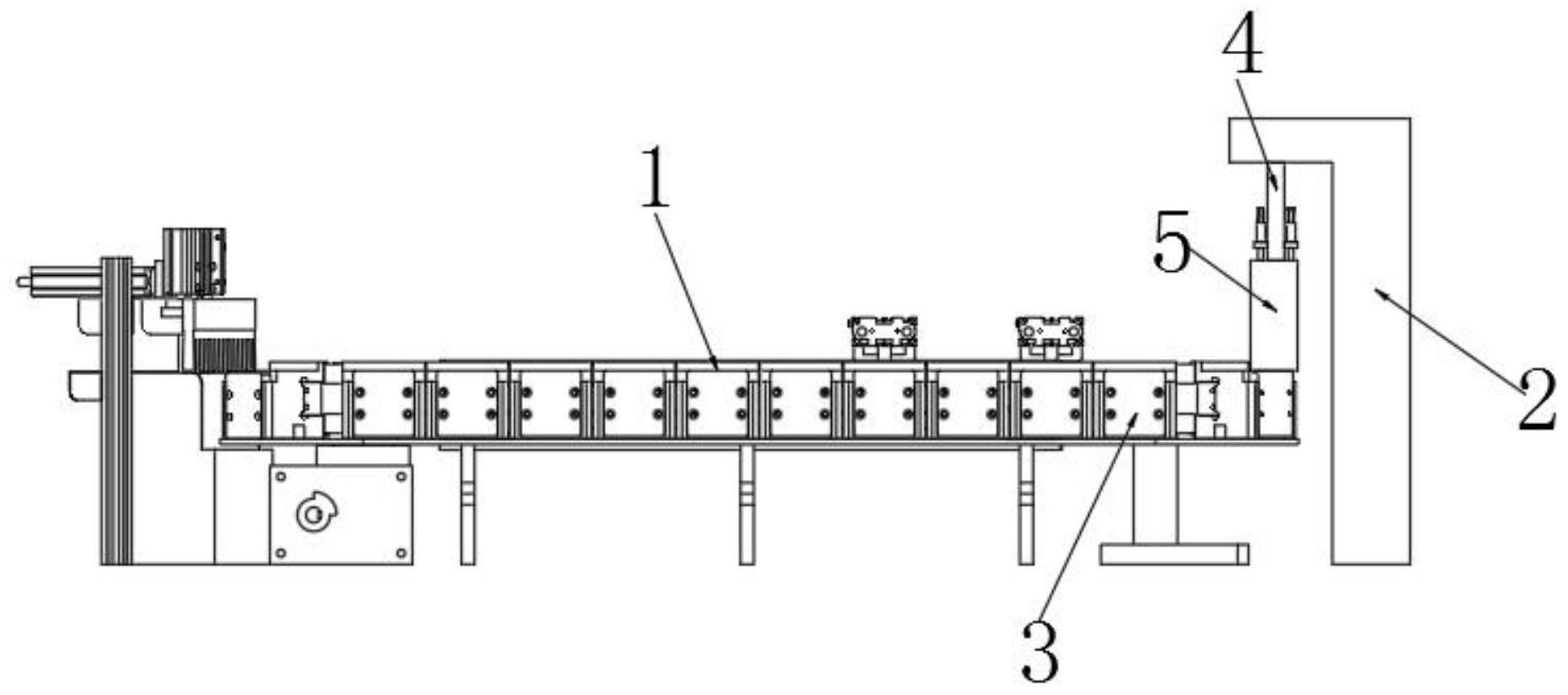
本发明的目的在于提供一种塑料垃圾桶连续生产设备及生产方法,为了克服上述 塑料垃圾桶在进行注塑生产的过程中,一般通过注塑机依次往模具进行注塑,在注塑冷却 成型后开模取出产品,整体一系列操作需要通过多个设备进行配合,同时在进行模具注塑 的过程中,需要将模具与注塑机的注塑头进行精准定位,否则在注塑的过程中容易出现物 料洒漏的状况,进而导致原材料的浪费,提高整体的生产成本的技术问题。 本发明的目的可以通过以下技术方案实现: 一种塑料垃圾桶连续生产设备,包括循环机构、注塑机、循环固定座和注塑头,所 述循环机构外侧上方安装有若干个循环固定座,所述循环固定座顶侧安装有模具,所述注 塑机顶部底侧安装有注塑头,且注塑机位于循环固定座一端外侧; 所述循环机构包括机架、主动齿轮、从动齿轮和链带,所述机架两端内部均转动安 装有转轴,一端所述转轴外侧两端均安装有主动齿轮,另一端所述转轴外侧两端均安装有 从动齿轮,同端所述主动齿轮和从动齿轮通过链带传动连接; 所述循环机构另一端外侧安装有支架,所述支架底部安装有废料收集箱,所述支 架顶端水平安装有第二气压杆,所述第二气压杆靠近循环机构的伸缩端安装有第一安装 座,所述第一安装座靠近循环机构侧竖直安装有第三气压杆,所述第三气压杆底部伸缩端 安装有第二安装座,所述第二安装座靠近循环机构侧安装有清理刷; 所述注塑头两侧下方均安装有安装板,所述安装板顶侧安装有套筒,所述套筒内 部活动安装有限位杆,且限位杆底端贯穿套筒位于套筒下方。 作为本发明进一步的方案:所述机架另一端底部安装有减速机,所述减速机输出 端与一端转轴底端连接,所述减速机输入端与伺服电机输出端连接。 作为本发明进一步的方案:两个所述链带外侧且位于机架外侧上方安装有若干个 循环固定座,且循环固定座上方安装有模具。 作为本发明进一步的方案:所述机架顶侧中部安装有若干个支撑座,所述机架一 4 CN 111590811 A 说 明 书 2/5 页 侧并列设置有传动带,所述支撑座顶部安装有第一气压杆,所述第一气压杆靠近传动带的 伸缩端安装有推板。 作为本发明进一步的方案:所述模具两侧两端均设置有斜坡,所述模具顶端两侧 中部开设有限位孔。 作为本发明进一步的方案:所述套筒顶部安装有第四气压杆,所述第四气压杆底 端伸缩端位于套筒内部与限位杆顶侧连接,所述第四气压杆伸缩端外侧位于套筒内部套装 有弹簧。 作为本发明进一步的方案:所述限位杆底端镶嵌转动安装有转珠,所述限位杆外 径和限位孔内径相适配。 一种塑料垃圾桶连续生产设备的生产方法,该生产方法的具体操作步骤为: 步骤一:将模具依次搬运至循环机构的循环固定座上方,此时伺服电机工作,减速 机调速进而带动主动齿轮转动,通过链带传动进而带动从动齿轮转动,带动循环固定座和 模具在机架上旋转; 步骤二:当模具旋转至注塑机的注塑头下方时,限位杆底部的滚珠首先与斜坡接 触,随着模具的不断移动,滚珠转动的同时带动限位杆上移,在套筒内带动第四气压杆的伸 缩端上移,同时压缩弹簧,当限位杆移动至限位孔上方时,弹簧恢复原状,带动限位杆下移 卡进限位孔内,对模具进行定位; 步骤三:注塑机的注塑头往模具内注塑,注塑完成后,第四气压杆工作收缩压缩弹 簧,带动限位杆上移,直至限位杆从限位孔内移出,此时第四气压杆停止工作,弹簧恢复原 状; 步骤四:注塑好的模具移动至循环机构一侧时,支撑座上的第一气压杆工作伸长, 带动推板移动直至将模具推送至一侧的传送进行运输,然后开模取出产品,当循环固定座 移动至废料收集箱一侧时,第二气压杆伸长带动第三气压杆以及清理刷移动至循环固定座 上方,此时第三气压杆伸长直至清理刷底侧与循环固定座顶侧接触,第一气压杆收缩带动 清理刷移动,通过清理刷将循环固定座上的废料推送至废料收集箱内,对循环固定座完成 清洁操作。 本发明的有益效果:本发明通过合理的结构设计,将模具依次搬运至循环机构的 循环固定座上方,此时伺服电机工作,减速机调速进而带动主动齿轮转动,通过链带传动进 而带动从动齿轮转动,带动循环固定座和模具在机架上旋转,通过注塑机的注塑头注塑后, 模具移动至循环机构一侧时,支撑座上的第一气压杆工作伸长,带动推板移动直至将模具 推送至一侧的传送进行运输,然后开模取出产品,便于对垃圾桶进行连续生产,大大提高了 垃圾桶的生产效率; 同时当模具旋转至注塑机的注塑头下方时,限位杆底部的滚珠首先与斜坡接触, 随着模具的不断移动,滚珠转动的同时带动限位杆上移,在套筒内带动第四气压杆的伸缩 端上移,同时压缩弹簧,当限位杆移动至限位孔上方时,弹簧恢复原状,带动限位杆下移卡 进限位孔内,对模具进行定位,便于在注塑时实现模具和注塑机的位置匹配,避免原料洒 漏,降低生产成本; 每经过一次旋转,当循环固定座移动至废料收集箱一侧时,第二气压杆伸长带动 第三气压杆以及清理刷移动至循环固定座上方,此时第三气压杆伸长直至清理刷底侧与循 5 CN 111590811 A 说 明 书 3/5 页 环固定座顶侧接触,第一气压杆收缩带动清理刷移动,通过清理刷将循环固定座上的废料 推送至废料收集箱内,对循环固定座完成清洁操作。 附图说明 为了便于本领域技术人员理解,下面结合附图对本发明作进一步的说明。 图1为本发明整体结构示意图; 图2为本发明循环机构结构示意图; 图3为本发明循环机构仰视图; 图4为本发明图2中A区域放大图; 图5为本发明套筒剖视图。 图中:1、循环机构;2、注塑机;3、循环固定座;4、注塑头;5、模具;6、机架;7、主动齿 轮;8、减速机;9、从动齿轮;10、链带;11、第一气压杆;12、推板;13、支撑座;14、支架;15、废 料收集箱;16、第二气压杆;17、第一安装座;18、第三气压杆;19、第二安装座;20、清理刷; 21、斜坡;22、限位孔;23、安装板;24、套筒;25、第四气压杆;26、弹簧;27、限位杆。











