
技术摘要:
本发明提供了一种自动化底座组件组装机,涉及组装机领域,包括工作台以及端子组装机构、螺丝组装机构和卸料机构,端子组装机构的转动台分别连接有第一送料机构以及第二送料机构,螺丝组装机构设置在第一送料机构的上侧并与第三送料机构连接,第一送料机构的第三推杆用 全部
背景技术:
底座组件是一种用在消防设备上的的部件,参阅图1,其主要包括底座、端子、垫片 和螺丝,螺丝和垫片分别位于端子的上下两端,螺丝穿过端子后螺纹连接在垫片上;底座上 环形等间距设置有四个用于安装端子的槽体,端子安装在底座的槽体内。 现有的组装方式均采用人工组装,组装时先将垫片置于端子的下侧,然后将螺丝 穿过端子后并螺纹连接在垫片上,再通过螺丝刀将端子、螺丝和垫片组成端子组件,最后再 将端子组件压入底座的槽体内从而完成底座组件的组装;由于采用人工组装,组装效率低, 人工费用较高,并且人工定位不精准,产品的合格率较低,影响产品质量。
技术实现要素:
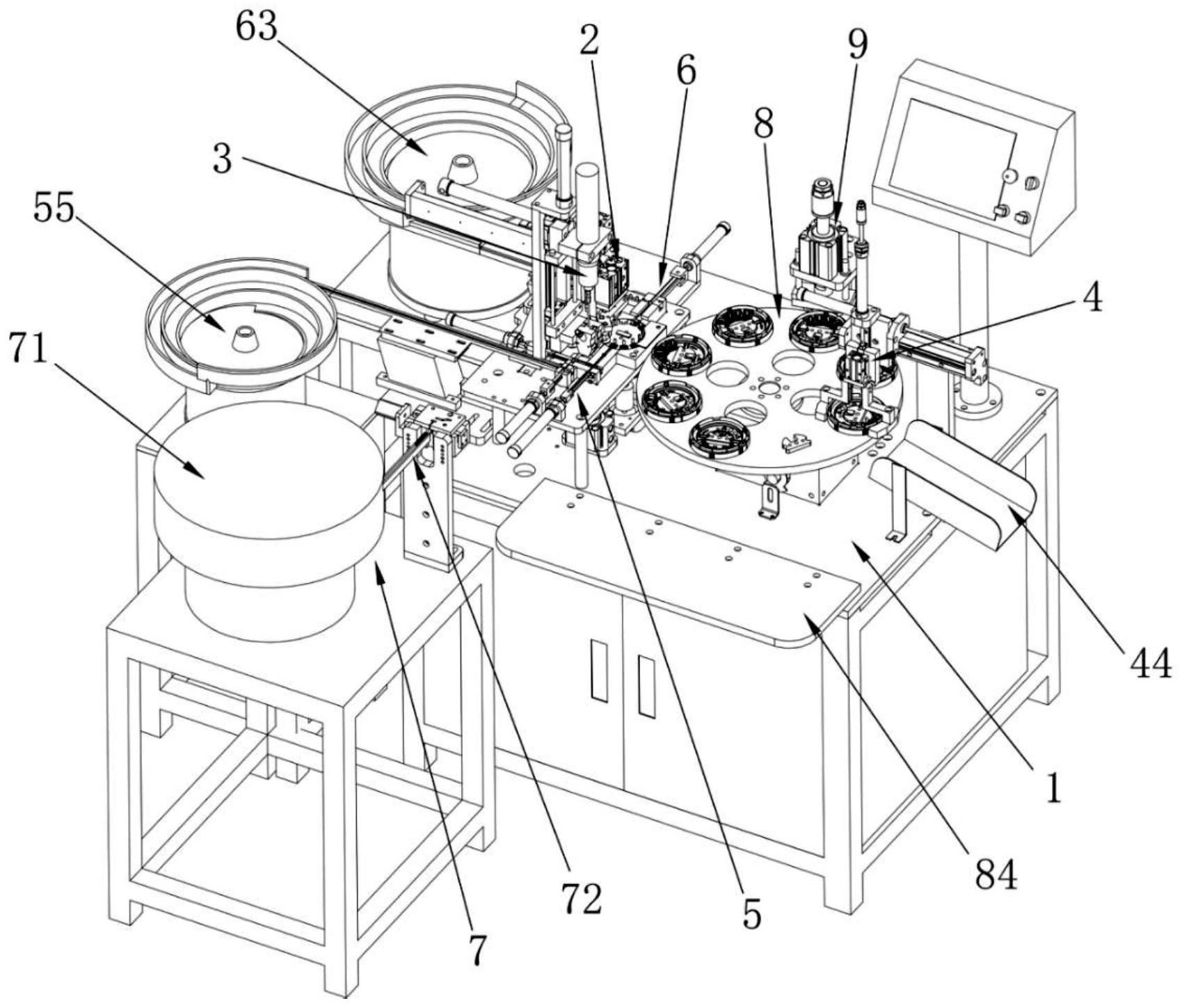
(一)要解决的技术问题 本发明所要解决的问题是提供一种自动化底座组件组装机,以克服现有底座组件 组装效率低、人工成本高、合格率较低的缺陷。 (二)技术方案 为解决所述技术问题,本发明提供一种自动化底座组件组装机,包括工作台以及 安装在所述工作台上的端子组装机构、螺丝组装机构和卸料机构,所述端子组装机构的转 动台分别连接有用于输送垫片的第一送料机构以及用于输送端子的第二送料机构,所述螺 丝组装机构设置在所述第一送料机构的上侧并与用于输送螺丝的第三送料机构连接,所述 螺丝组装机构用于将螺丝组装到垫片上形成垫片螺丝组件,所述第一送料机构的第三推杆 用于将垫片螺丝组件组装到端子上形成端子组件;所述转动台的侧端设置有用于输送底座 的送料盘,所述卸料机构设置在所述送料盘的上侧;所述端子组装机构用于将端子组件组 装到底座上形成底座组件,所述卸料机构用于对底座组件进行卸料。本组装设备,通过三个 送料机构、端子组装机构、螺丝组装机构以及卸料机构的配合,整体自动化程度高,组装效 率高,人工成本低;而且各部件定位精准并设置有检测装置,成品合格率高,组装效果好。 进一步的,所述第一送料机构包括第一滑道以及滑动安装在所述第一滑道内的第 一推杆、第二推杆和所述第三推杆,所述第一推杆和所述第二推杆相配合用于将垫片推动 至所述螺丝组装机构下端,所述第三推杆用于将垫片螺丝组件组装到位于所述转动台上的 端子上;所述第一滑道一端与所述转动台连接,另一端与用于输送垫片的第一振动盘连接。 所述第三送料机构包括用于输送螺丝的第二振动盘以及第二滑道,所述第二滑道一端与所 述第二振动盘连接,另一端与所述螺丝组装机构连接。 进一步的,所述螺丝组装机构包括导正座以及可转动的扭动杆,所述扭动杆滑动 安装在所述导正座内,所述导正座用于导正螺丝,所述扭动杆用于将所述导正座内的螺丝 组装到垫片上。所述第二送料机构包括第三滑道以及可滑动安装在所述第三滑道内的第四 4 CN 111546029 A 说 明 书 2/5 页 推杆,所述第三滑道一端与用于输送端子的第三振动盘连接,另一端与所述转动台连接;所 述转动台上环形等间距设置有多个用于限位端子的定位槽,所述第四推杆用于将端子推送 至所述定位槽内。 进一步的,所述端子组装机构包括所述转动台、可在水平方向上滑动的推动板以 及可在竖直方向上滑动的夹头座,所述夹头座滑动安装在所述推动板上,所述夹头座上环 形等间距设置有至多四个夹头。所述夹头为四个,包括夹头主体以及可滑动安装在所述夹 头主体内的压块,所述夹头主体底部对称设有第一限位块;两个限位块之间设置有限位槽, 所述压块上设置有与所述限位槽相对应的第二限位块,所述夹头主体上设置有与所述第二 限位块配合的滑槽。 进一步的,所述送料盘上环形等间距设置有多个用于安装底座的定位座,所述定 位座套装在底座内;所述定位座上对称设置有弧形槽,两个弧形槽之间设置有避空槽;所述 工作台在位于所述送料盘的侧端设置有用于放置底座的置物板。 进一步的,所述卸料机构包括可在水平方向上滑动的的水平滑板以及可在竖直方 向上滑动的竖直滑板,所述竖直滑板可滑动安装在所述水平滑板上,所述竖直滑板上对称 安装有用于夹持底座组件的卡爪;所述工作台上还设置有与所述卸料机构配合的卸料口。 所述送料盘的上侧设置有检测装置,所述检测装置包括可在竖直方向上滑动的检测头座, 所述检测头座上环形等间距设置有四个检测头。 (三)有益效果 本发明提供的一种自动化底座组件组装机,通过三个送料机构、端子组装机构、螺 丝组装机构以及卸料机构的配合,第二送料机构的第四推杆将端子输送至转动台上,第一 送料机构的第一推杆和第二推杆将垫片推动至螺丝组装机构下侧,第三送料机构将螺丝输 送至螺丝组装机构内并经扭动杆将螺丝组装到垫片上,然后第一送料机构的第三推杆将垫 片螺丝组件组装到端子上,端子组装机构将端子组件再组装到位于送料盘上的底座上,再 经检测装置检测后,最后经端子组装机构进行卸料;整体自动化程度高,组装效率高,人工 成本低;而且各部件定位精准并设置有检测装置,成品合格率高,组装效果好;克服了现有 底座组件组装效率低、人工成本高、合格率较低的缺陷。 附图说明 图1为本发明底座组件的爆炸图; 图2为本发明一种自动化底座组件组装机的立体图; 图3为本发明一种自动化底座组件组装机去除振动盘后的立体图; 图4为本发明一种自动化底座组件组装机第一送料机构和螺丝组装机构的立体 图; 图5为本发明一种自动化底座组件组装机第二送料机构和端子组装机构的立体 图; 图6为本发明一种自动化底座组件组装机转动台的立体图; 图7为本发明一种自动化底座组件组装机夹头的立体图; 图8为本发明一种自动化底座组件组装机夹头的爆炸图; 图9为本发明一种自动化底座组件组装机卸料机构和检测装置的立体图; 5 CN 111546029 A 说 明 书 3/5 页 图10为本发明一种自动化底座组件组装机定位座的结构示意图; 图中各个附图标记的对应的部件名称是:1、工作台;2、端子组装机构;3、螺丝组装 机构;4、卸料机构;5、第一送料机构;6、第二送料机构;7、第三送料机构;8、送料盘;9、检测 装置;21、转动台;22、推动板;23、夹头座;24、夹头;25、压块座;31、导正座;32、扭动杆;41、 水平滑板;42、竖直滑板;43、卡爪;44、卸料口;51、第一滑道;52、第一推杆;53、第二推杆; 54、第三推杆;55、第一振动盘;61、第三滑道;62、第四推杆;63、第三振动盘;71、第二振动 盘;72、第二滑道;81、定位座;82、弧形槽;83、避空槽;84、置物板;91、检测头座;92、检测头; 211、定位槽;241、夹头主体;242、压块;243、第一限位块;244、限位槽;245、第二限位块; 246、滑槽。











