
技术摘要:
本发明公开了一种雪花白无机人造石原料配方及制作方法,属于装饰材料领域,原料配方由白水泥22‑27%、重钙粉7‑11%、石英砂55‑65%、水3‑8%和苯丙乳液2‑5%组成。本发明通过采用水泥等无机材料制作雪花白大理石,通过配制两种砂浆,并控制其砂浆稠度为白色底料40 全部
背景技术:
雪花白是一种天然大理石,产于意大利,其通体雪白、质感纯净,表面具有晶莹、雪 花、半通透等特点,该石材无论在材质,花纹,光洁度等方面都深受设计师和业主的喜爱,被 作为装修装饰用材,广泛应用于高档酒店、别墅、商场、休闲娱乐等场所。 受限于产地和产量,天然雪花白大理石根据矿石品位的高低,价格高达4000-5000 元/平米。 鉴于此,市面上便出现了仿雪花白的产品,其中以陶瓷板和树脂人造石最为常见。 一、瓷板存在的缺点: (1)陶瓷板的幅面较小,多为长800/宽800mm规格,无法做出大规格的产品。 (2)陶瓷生产需烧制,能耗高。 (3)陶瓷表面质感较差,显得低档,无法在商场、写字楼等高端场景使用。 二、树脂型雪花白人造石存在以下缺点: (1)与天然雪花白大理石相似度不足。因其灰色纹料状态为干硬性树脂砂浆,无法 呈流态,因此纹理呈纯浅灰色,较为呆板,难以做出流线型的效果,与天然大理石有一定差 距。 (2)树脂人造石在生产过程中,采用不饱和聚酯树脂作为胶结材料,此类树脂会散 发出刺鼻的气味,对于皮肤、眼睛均有刺激作用,对工人身体健康有害。 (3)紫外光持久照射后易黄变,无法用于室外。 (4)遇水且呈碱性的环境下会加速材料的破坏和老化。
技术实现要素:
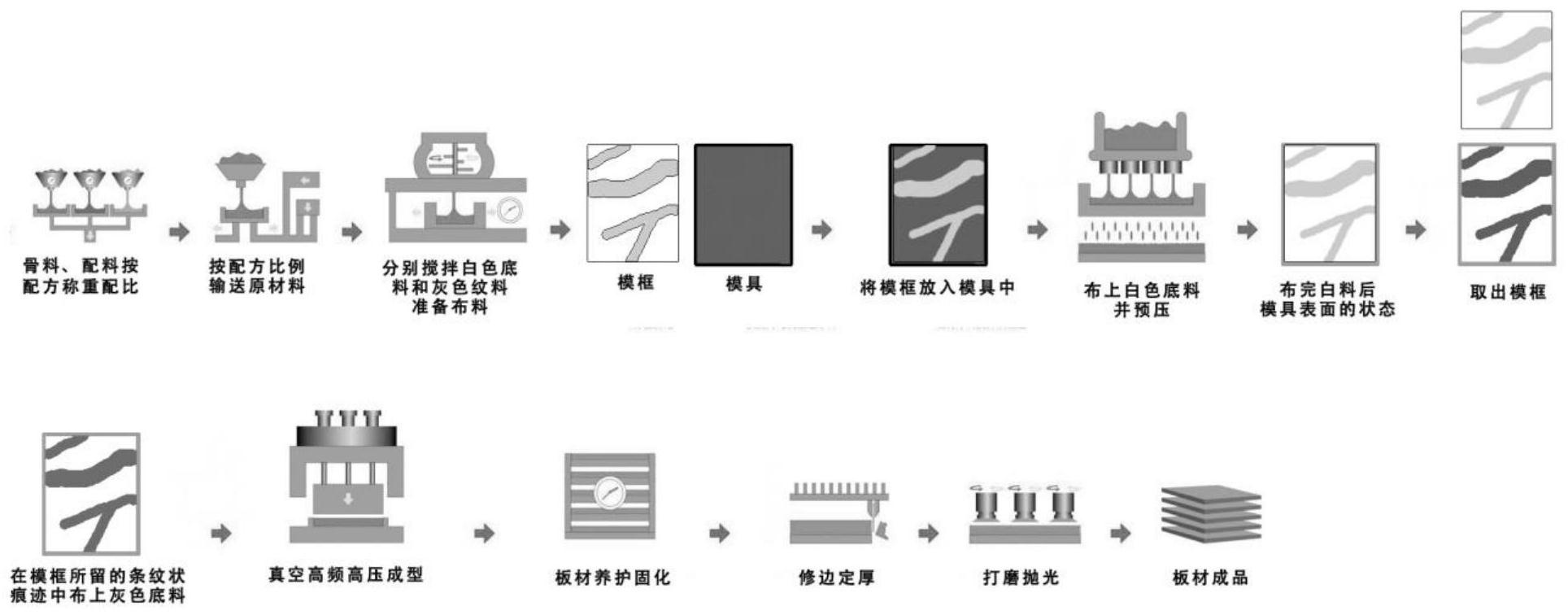
本发明的目的在于提供一种雪花白无机人造石原料配方及制作方法,解决背景技 术中存在的技术问题。主要应用于建筑装饰领域,具有良好的质感和美感,优异的力学性 能,极低的吸水率,以及良好的耐久性,可应用于各种场景的室内外墙面、地面装饰。 雪花白无机人造石原料配方包括白色底料配方和灰色纹料配方。 一种雪花白无机人造石白色底料配方,由白水泥22-27%、重钙粉7-11%、石英砂 55-65%、水3-8%和苯丙乳液2-5%组成。 所述重钙粉包括200目重钙粉2-4%和2000目重钙粉5-7%。 上述方案还包括添加剂,添加剂包括减水剂和保水剂,所述减水剂与白水泥和重 钙粉总和的比例为3-5%,所述保水剂与水的比例为1-2%。 上述方案还包括颜料,颜料为钛白粉,所述钛白粉与白水泥和重钙粉总和的比例 为4-6%。 4 CN 111574147 A 说 明 书 2/6 页 一种雪花白无机人造石灰色纹料配方,由白水泥30-40%、重钙粉4-6%、流变改性 剂4-6%、石英砂45-55%和水7-10%组成。 上述方案还包括添加剂,添加剂包括EVA乳胶粉、减水剂和保水剂,所述EVA乳胶粉 与白水泥、重钙粉和流变剂总和的比例为0.2-0.8%,所述减水剂与白水泥、重钙粉和流变 剂总和的比例为3-5%,所述保水剂与水的比例为0.1-0.2%。 上述方案还包括颜料,颜料包括钛白粉和铁黑,所述钛白粉与白水泥、重钙粉和流 变剂总和的比例为1-2%,所述铁黑与白水泥、重钙粉和流变剂总和的比例为0.03-0.06%。 一种雪花白无机人造石的制备方法,其特征在于:所述制备方法包括如下步骤: 步骤1:分别配制成白色底料和灰色纹料两种浆料,控制两种砂浆物料的状态:白 色底料的砂浆稠度为40-60mm,灰色纹料的砂浆稠度为65-80mm; 步骤2:将模框放入模具中,将白色底料平铺到模具中,底料铺设的厚度高于模框, 将白色底料预压,再将模框取出; 步骤3:灰色纹料的配制,是将除铁黑颜料之外的原材料混合并搅拌均匀,在布料 前,再将铁黑加入到物料中,搅拌20-30s,沿模框轨迹布设灰色纹料,此时尚未完全与浆体 融合的黑颜料在浆体中自然形成长条状的流线型灰黑色纹理; 步骤4:在物料表面覆盖塑料薄膜后,进行真空压制,养护7天后拆模,定厚抛光后 即为成品。 所述步骤1中,在配制原料前,将天然雪花白大理石拍照,通过电脑软件,等比例绘 制其条纹轨迹,根据该轨迹制作相同尺寸的实体模框,模框厚度与最终压制的板材厚度相 同。 所述步骤1中配制白色底料的过程,使用权利要求5的配方,先取石英砂预先与颜 料混合,比例为颜料/石英砂=1/5,将石英砂、水泥和重钙粉置入搅拌锅中,干混搅拌1min, 然后加入水和减水剂,搅拌1min,再加入苯丙乳液,搅拌3min,最后加入保水剂和颜料,将物 料搅拌均匀; 配制灰色纹料的过程,使用权利要求7的配方,取石英砂预先与颜料混合,比例为 颜料/石英砂=1/5,颜料在物料中均匀分布,将石英砂、水泥、重钙粉和流变改性剂置入搅 拌锅中,干混搅拌1min,然后加入水和减水剂,搅拌1min,再加入EVA乳胶粉,搅拌3min,最后 加入保水剂和钛白粉,将物料搅拌均匀,在布料前再加入铁黑,搅拌20-30s; 步骤2中,将模框放入模具底部,在模具中布上白色底料,底料厚度高于模具和模 框,布好料的模具由自动皮带向前输送,皮带前端置一滚轴,其宽度与模具宽度一致,高度 可上下控制,滚轴可对模具中的物料进行预压制; 步骤3中,将模框以垂直方向从物料中提出,在模框所留的痕迹中,加入灰色纹料, 尚未完全与浆体融合的铁黑颜料会在浆体中自然形成长条纹状的流线型纹理; 步骤4中,在物料表面盖上塑料薄膜,通过输送皮带,将布好料的模具送入压机中, 真空压制成板材胚体,抽真空时间为60s,真空度-100Pa,压力200吨,振动频率40-50Hz,压 制时间120s;将板材送入养护室中养护7天,7天后拆模,定厚抛光,表面做防护或结晶处理, 即为成品。 原材料信息: (1)52.5级白色硅酸盐水泥,D50=18-22μm。 5 CN 111574147 A 说 明 书 3/6 页 (2)200目重钙粉,D50=40-50μm,超白型。 (3)2000目重钙粉,D50=2-4μm,超细、超白型。 (4)流变改性剂,D50=1-3μm。 (5)保水剂。 (6)苯丙乳液,固含量50%。 (7)EVA乳胶粉。 (8)减水剂:聚羧酸类,减水率>25%,固含量30%,液体。 (9)石英砂,纯白、粒径0.1-0.6mm。 (10)铁黑、钛白粉等无机颜料,为确保颜料均匀分布,预先与石英砂按1:5比例混 合并充分搅拌均匀。 本发明采用了上述技术方案,本发明具有以下技术效果: (1)本发明通过采用水泥等无机材料制作雪花白大理石,通过配制两种砂浆,并控 制其砂浆稠度为白色底料40-60mm,灰色纹料65-80mm,后添加颜料,两次布料等工艺完成制 作,使得板材表面纹理与天然雪花白大理石相似;板材其他性能:弯曲强度>18MPa,压缩强 度>120MPa,吸水率<0.5%; (2)相比于陶瓷板类产品,本发明的产品最大幅面可达长3.2m/宽1.6m,无需煅烧, 能耗更低,表面经打磨、结晶处理后,美观且显档次,可用于写字楼、商场等区域; (3)相比于树脂人造石产品,本发明通过调整砂浆状态,以及颜料的添加顺序,可 使纹理呈流线型,相对于树脂人造石更为自然,更接近于天然雪花白大理石,生产过程中无 气味,对人体无害,紫外光长期照射后不会黄变,碱性水环境下不会老化,室内外均可使用。 附图说明 图1是本发明的制备流程图。 图2是本发明的产品图。











