
技术摘要:
本发明涉及外转子电机领域,提供一种外转子电机的定子及装配方法,包括定子铁芯,该定子铁芯包括:定子齿(3),其一端设有固定头(33),所述固定头(33)的外侧面开设第一固定槽(32);定子轭(4),其开设有多个定位槽(42),所述定位槽(42)的内侧面开设第二固 全部
背景技术:
现有技术的外转子电机,定子铁芯的结构通常为齿轭一体式结构,由于受一体式 定子上槽的开口限制,绕组的直接绕制或嵌线都比较困难,而且槽满率低,制造成本高。同 时,齿轭一体式结构会导致使用集中绕组成型线圈嵌线时困难,易损伤绝缘材料和绕组线 圈等问题。现有技术中成型线圈为倒梯形结构,上宽下窄,一体式定子铁芯的齿部同样上宽 下窄,嵌线过程需要将成型线圈的下边先胀开,使其宽于铁芯齿上边宽度,然后将其嵌套在 齿上边,然后松开成型线圈的下边,将其下压,直至完全嵌套在整个齿上,在胀开成型线圈 和嵌套在齿上的过程,易损伤线圈的绝缘材料。另外,在安装时通常使用开口槽,恶化气隙 磁密波形,导致磁钢的涡流损耗较大。
技术实现要素:
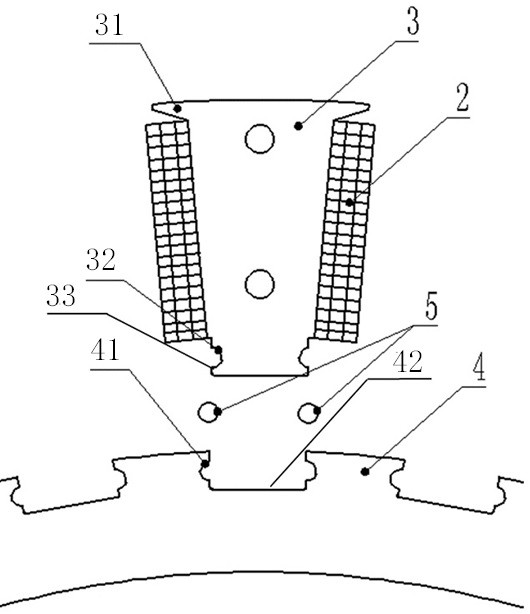
为解决上述技术问题,便于绕组的绕制,并提高电机槽满率,本发明提供一种外转 子电机的定子,包括定子铁芯和绕组线圈2,将定子铁芯拆解成定子轭4和多个定子齿3,多 个定子齿3周向均布于定子轭4的外周部,所有定子齿3与定子轭4之间均采用拼接结构可拆 地连接在一起,且通过销5进行相互固定,多个定子齿3和定子轭4形成定子冲片,定子冲片 叠压形成定子铁芯。具体如下: 一种外转子电机的定子,包括定子铁芯和绕组线圈2;其中定子铁芯包括:定子齿3、定 子轭4、销5,多个定子齿3周向均布于定子轭4的外周部,定子齿3与定子轭4可拆卸的连接, 所述绕组线圈2缠绕在所述定子铁芯的定子齿3上;所述定子轭4上开设有多个定位槽42,定 子齿3一端设有固定头33,所述固定头33与定子轭4上的定位槽42相配合。定子齿3的截面顶 部宽度和底部宽度可以相等,也可以不相等,在宽度不相等的结构中,接近固定头33的底部 宽度应小于顶部宽度。所述固定头33的侧面开设第一固定槽32;所述定位槽42的内侧面开 设第二固定槽41;销5与所述第一固定槽32和所述第二固定槽41相配合。 进一步的,所述定子齿3的顶部设有极靴31。 进一步的,定子齿3一端的固定头33为相应的配合形状。 进一步的,所述第一固定槽32和所述第二固定槽41截面形状为圆弧形或矩形或以 上形状的组合,所述销5的截面为圆形或矩形或以上形状的组合,第一固定槽32和第二固定 槽41为与销5的形状相应的配合形状。 进一步的,绕组线圈2为漆包线多层绕组,或者为扁铜线绕组。 进一步的,定子轭4中设置有中空的冷却介质管道。根据定子轭4的具体大小和数 量及槽数,开设多根冷却水管道,大大增加了定子的散热面积,通过液压涨管工艺,加强了 定子冲片叠压后的整体强度。 基于同样的发明构思,本发明另提供一种外转子电机的定子装配方法,包括如下 3 CN 111600400 A 说 明 书 2/4 页 步骤: S1:定子齿3一端的固定头33侧面开设第一固定槽32; S2:定子轭4开设多个定位槽42,所述定位槽42的内侧面开设第二固定槽41; S3: 绕组线圈2缠绕在所述定子齿3上形成整体; S4:将所述整体的固定头33沿所述定子轭4的径向插入定位槽42使得所述第一固定槽 32和所述第二固定槽41相配合形成凹槽; S5:将销5沿所述定子轭4的轴向插入所述凹槽进行固定。 有益效果: (1)本发明的定子有效地提高了槽满率,成型线圈嵌入定子齿的过程不受胀力及摩擦 力的作用,操作方便,嵌线容易,且绝缘材料没有受到损伤; (2)定子齿结构会形成半闭口槽,改善气隙磁密波形,降低磁钢涡流损耗;(3)通过销将 定子齿与定子轭进一步固定,提高拼接安装的牢固性; (4)从径向插入装配,可以有效地减小摩擦阻力,有利于保护绝缘材料; (5)定子齿设有极靴,用于来增大磁通面积,减小主磁场以外的漏磁。 附图说明 图1为现有技术中外转子电机定子示意图。 图2为本发明的外转子电机定子示意图。 图3为本发明的外转子电机定子轭与定子齿的装配示意图。 图4为本发明实施例2定子轭的冷却介质管道示意图。 一体式定子铁芯1,绕组线圈2,定子齿3,极靴31,第一固定槽32,固定头33,定子轭 4,第二固定槽41,定位槽42,销5。











