
技术摘要:
本发明公开了一种绕线装置及绕线方法,绕线装置包括转动驱动装置以及绕线模具,转动驱动装置与绕线模具连接并且驱动绕线模具转动,其中,绕线模具包括:第一端板,与转动驱动装置连接;第二端板,与第一端板相对设置;绕线块,设置在第一端板与第二端板之间,线材绕制 全部
背景技术:
电机定子是电机的重要组成部分,定子的主要作用是产生旋转磁场,转子的主要 所用是在旋转磁场中被磁力线切割而产生电流。 定子通常包括铁芯、绕组、机座等,其中绕组是由多个线圈或线圈组构成一相或整 个电磁电路的统称。根据线圈绕制的形状与嵌装布线方式不同,绕组可分为集中式绕组和 分布式绕组。 绕组通常通过绕线机将导线绕制形成,绕线机可以包括转动驱动装置以及绕线模 具,其中转动驱动装置驱动所述绕线模具转动,导线从线盘上拉出后进入绕线模具,随绕线 模具转动逐渐在其上绕成线圈,从而形成绕组。 形成绕组的导线绝大多数为扁铜线,其具有宽面和窄面。在形成集中式绕组的过 程中,扁铜线的窄面与绕线模具的周面接触,即扁铜线立设于绕线模具的周面,此时容易产 生导线倾斜、松散等问题,影响线圈成型。
技术实现要素:
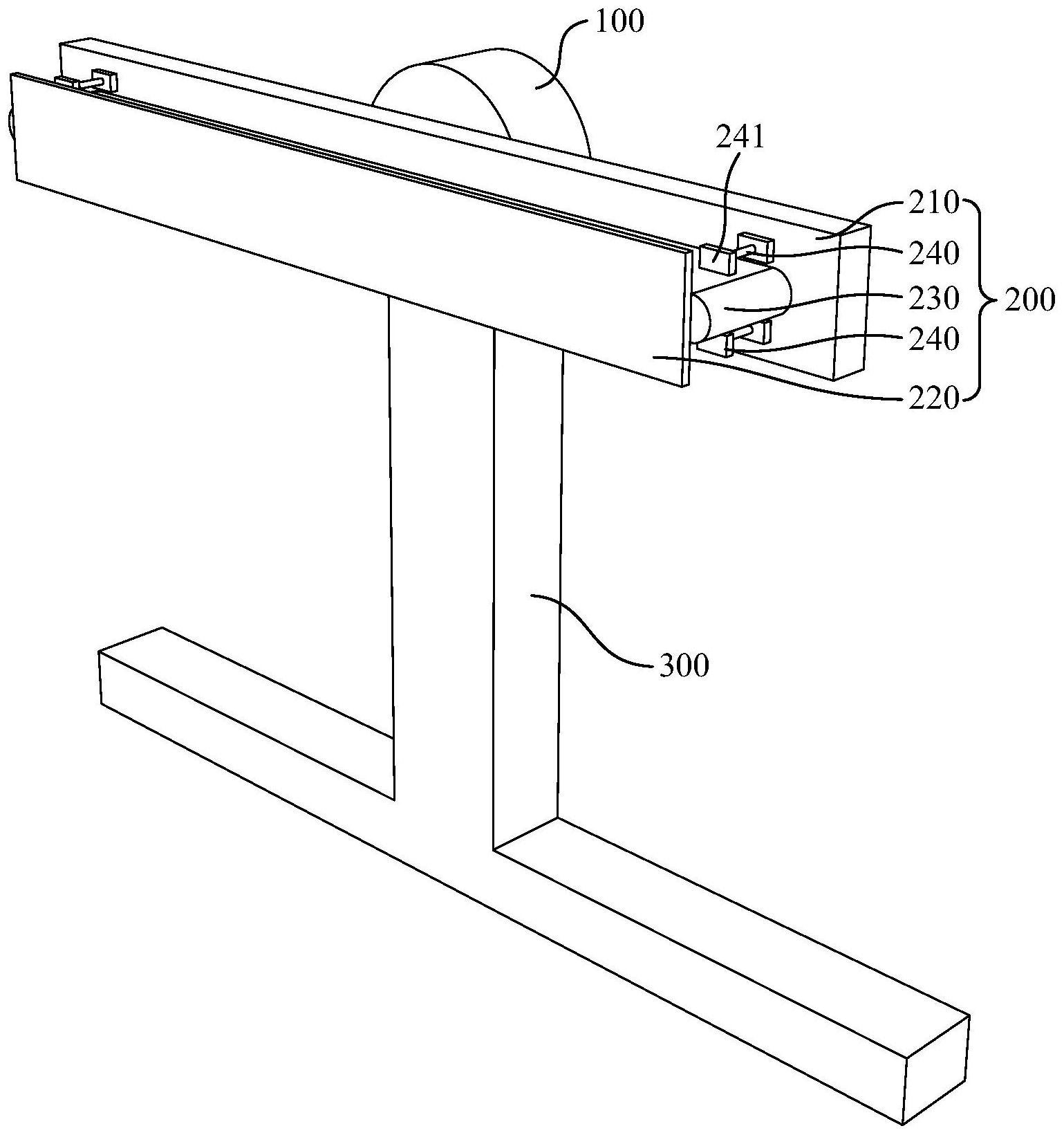
本发明提供了一种绕线装置及绕线方法,解决绕线过程中线材容易倾倒、松散等 问题。 一方面,本发明提供了一种绕线装置,其包括转动驱动装置以及绕线模具,转动驱 动装置与绕线模具连接并且驱动绕线模具转动,其中,绕线模具包括:第一端板,与转动驱 动装置连接;第二端板,与第一端板相对设置;绕线块,设置在第一端板与第二端板之间,线 材绕制于绕线块上形成线圈;以及至少一个伸缩组件,设置于第一端板与第二端板之间,使 得线材紧密绕制于绕线块。 根据本发明实施例的一个方面,伸缩组件设置于第一端板,每个伸缩组件包括伸 缩部,伸缩部能够在第一端板与第二端板之间伸缩,以将线材推向第二端板。 根据本发明实施例的一个方面,绕线块为柱状绕线块,柱状绕线块在自身轴线上 具有相对的第一端面和第二端面,第一端面与第一端板连接,第二端面与第二端板连接。 根据本发明实施例的一个方面,柱状绕线块垂直于自身轴线的截面轮廓包括至少 一个拐角部,伸缩组件对应于拐角部设置。 根据本发明实施例的一个方面,拐角部为弧状拐角部,弧状拐角部在自身的弧状 延伸方向上具有相对的两端,在相对的两端处均设有对应的伸缩组件。 根据本发明实施例的一个方面,伸缩组件与拐角部一一对应设置,其中伸缩组件 的伸缩部的形状与对应的拐角部的形状匹配,并且围绕于拐角部的外周侧设置。 根据本发明实施例的一个方面,第一端板具有相对的第一表面和第二表面,其中 第一端板包括转动连接部,转动连接部设置于第一表面,绕线块以及伸缩组件连接于第二 4 CN 111600449 A 说 明 书 2/7 页 表面。 根据本发明实施例的一个方面,伸缩组件还包括固定部,伸缩部与固定部伸缩连 接,第二表面开设有与固定部匹配的安装孔,固定部至少部分内嵌于安装孔,使得伸缩组件 的固定部与第一端板固定。 根据本发明实施例的一个方面,第一端板开设有与绕线块的第一端面匹配的安装 槽,绕线块的第一端面内嵌于安装槽以与第一端板连接。 根据本发明实施例的一个方面,绕线装置还包括:支架,转动驱动装置设置于支 架,转动驱动装置包括转轴,绕线模具的第一端板与转轴连接。 另一方面,本发明实施例提供一种绕线方法,应用于上述任一项的绕线装置,绕线 模具包括两个以上伸缩组件,其中,转动驱动装置驱动绕线模具转动过程中,两个以上伸缩 组件根据绕线进程交替进入伸展状态和收缩状态。 根据本发明实施例提供的绕线装置及绕线方法,其中绕线模具设有至少一个伸缩 组件,以伸缩组件设置于第一端板为例,绕线过程中,线材自第二端板处开始绕制,并且沿 从第二端板向第一端板的方向堆叠形成线圈,其中伸缩组件交替进入伸展状态和收缩状 态,并且在伸展状态下能将线材推向第二端板,从而避免了绕线过程中线材容易松散的问 题,提高线圈绕制质量。当线材为扁线线材时,伸缩组件能够将扁线线材推向第二端板并与 第二端板共同压紧扁线线材,从而防止绕线过程中线材倾倒现象的产生,进一步提高线圈 绕制质量。 附图说明 通过阅读以下参照附图对非限制性实施例所作的详细描述,本发明的其它特征、 目的和优点将会变得更明显,其中,相同或相似的附图标记表示相同或相似的特征。 图1示出根据本发明的绕线装置的立体图; 图2示出根据本发明的绕线装置的立体分解图; 图3示出根据本发明的绕线装置在绕线过程中的截面示意图; 图4示出根据本发明的绕线装置的正视图; 图5示出根据本发明的绕线装置的绕线块的立体图; 图6a和图6b示出根据本发明的绕线装置的第一端板的立体图; 图7示出根据本发明的绕线装置的伸缩组件的立体图; 图8示出根据本发明的绕线装置的支架及转动驱动装置的立体图; 图9示出根据本发明另一实施方案的绕线装置的立体图; 图10示出根据本发明另一实施方案的绕线装置的正视图; 图11示出T1时刻绕线装置绕线过程的正视图; 图12示出T2时刻绕线装置绕线过程的正视图; 图13示出T3时刻绕线装置绕线过程的正视图; 图14示出T4时刻绕线装置绕线过程的正视图; 图15示出T5时刻绕线装置绕线过程的正视图。 图中: 100-转动驱动装置;110-转轴; 5 CN 111600449 A 说 明 书 3/7 页 200-绕线模具; 210-第一端板;210a-第一表面;210b-第二表面;211-转动连接部;212-安装孔; 213-安装槽; 220-第二端板; 230-绕线块;230a-第一端面;230b-第二端面;231-拐角部; 240-伸缩组件;241-伸缩部;242-固定部; 300-支架; 900-线材。











