
技术摘要:
本发明公开了一种流出杯式黏度计检定方法及检定装置,属于计量检定技术领域。一种流出杯式黏度计检定方法,其特征是:采用电子天平测量出自黏度计流出的标准液的质量m,同时采用计时器测量黏度计流出质量m的标准液所用的时间,根据流出时间计算出黏度计常数。本发明原 全部
背景技术:
黏度是流体材料重要物理化学参数,黏度的测量广泛应用于国民经济诸多领域。 涂-1黏度计属于流出杯式黏度计,使用方便,测定快速,广泛应用于测定油脂、油漆、涂料等 流体的黏度,黏度的大小影响涂料涂覆质量及涂料性能,为确保流出杯黏度计测量结果准 确有效,需要定期检定/校准涂-1黏度计。 依据JJG 743—2018《流出杯式黏度计检定规程》检定涂-1黏度计,主要过程为, 涂-1黏度计置于水浴套内,插入塞棒,将已恒温的标准液定量倒入黏度计内,待标准液中的 气泡逸出。在黏度计漏嘴下放置一个50mL量杯,尽量保证从黏度计流出的标准液紧靠量杯 内壁流下,以避免气泡产生。标准液温度达到检定要求后,迅速提起塞棒,同时启动秒表,流 出体积达到50mL时停止计时,记录流出时间,根据流出时间计算黏度计常数,完成对黏度计 的检定。在工作中,应用此方法检定涂-1黏度计时,存在的问题有:1、标准液受重力作用从 黏度计中流出,流入量杯后,不可避免会产生大量气泡,对50mL的流出体积影响很大;另外 因为不同标准液原料不同,生成气泡的大小及气泡消失的速度不同,均导致标准液流出体 积差异大,影响流出时间的测定,最终导致检定结果误差大,不同人员检定结果不统一;2、 标准液从黏度计中流出速度很快,达到50mL刻线时人员读数误差大,检定结果误差大。
技术实现要素:
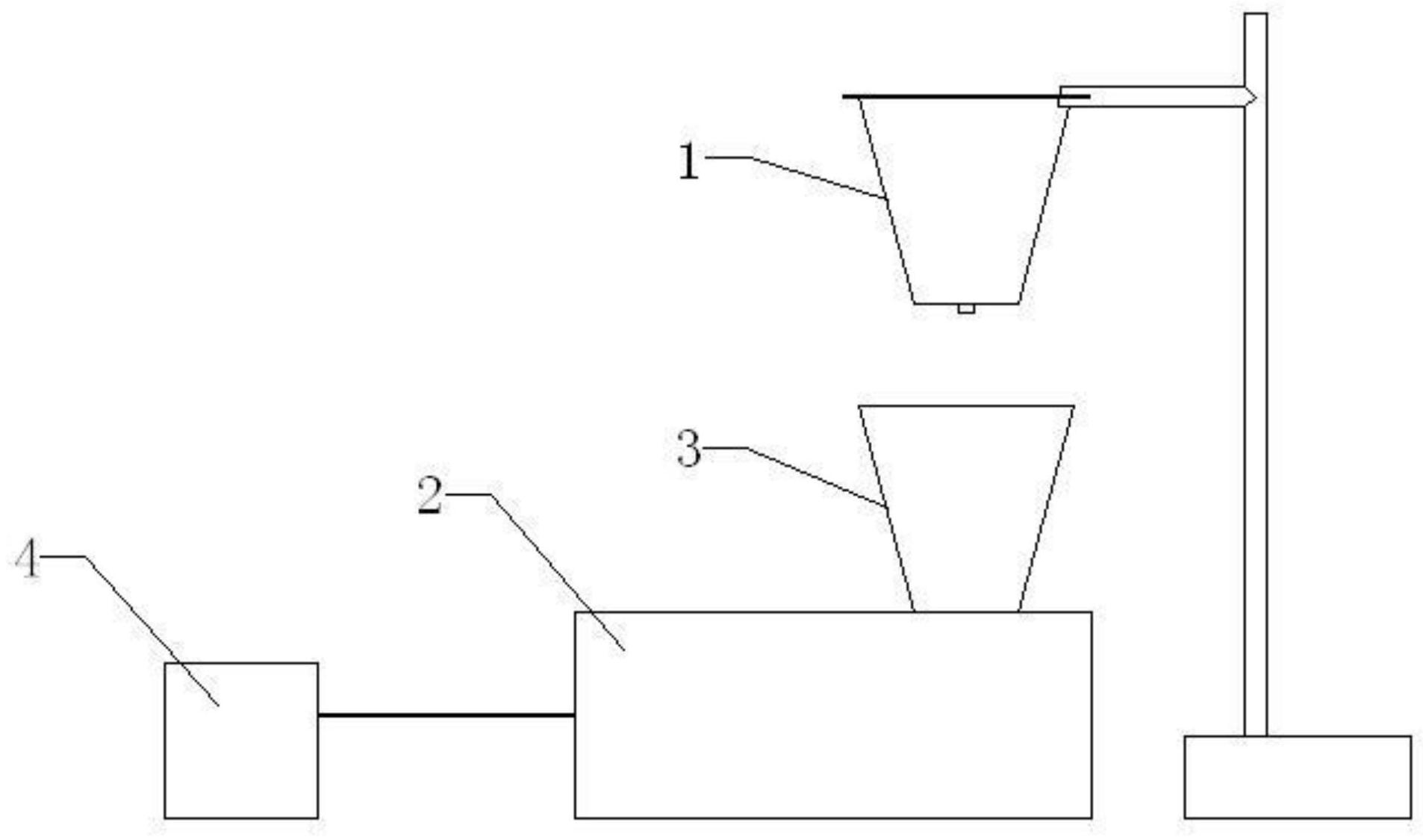
针对现有技术中存在的上述缺陷,本发明提供了一种可提高实验结果准确度及工 作效率的新的流出杯式黏度计检定方法。 本发明是通过如下技术方案来实现的:一种流出杯式黏度计检定方法,其特征是: 采用电子天平测量出自黏度计流出的标准液的质量m,同时采用计时器测量黏度计流出质 量m的标准液所用的时间,根据流出时间计算出黏度计常数。 本发明的原理是:从检定黏度计的标准液证书上可得到标准液的密度值ρ,乘以流 出体积50mL,即为需要流出的质量m,应用电子天平可准确测得需要流出的质量m,用计时器 测量流出质量m所用的时间,即可进行黏度计常数的计算。该方法由测量标准液流出体积改 为测量标准液流出质量,并记录流出时间,实现对黏度计的检定。该方法不受流出标准液体 中气泡数量、气泡大小、气泡消失的速度及人员读数误差等的影响,能够显著提高实验结果 准确度。 进一步的,采用如下步骤进行检定:将电子天平置于黏度计下方,在电子天平上放 置一个体积大于50mL的流出液体盛放容器并使流出液体盛放容器置于黏度计的漏嘴下方, 将电子天平清零,并在电子天平上输入50mL体积需要的质量,在黏度计中定量倒入标准液, 标准液温度达到检定要求后,迅速提起塞棒使标准液流下,同时启动计时器,当电子天平测 3 CN 111595729 A 说 明 书 2/2 页 得的流出质量到达设定值后,计时器停止计时,根据流出时间计算黏度计常数,完成对黏度 计的检定。 本发明还提供了上述的流出杯式黏度计检定方法采用的检定装置,包括黏度计, 其特征是:还包括电子天平、流出液体盛放容器、计时器,所述电子天平置于黏度计下方,所 述流出液体盛放容器置于所述电子天平上,所述计时器与所述电子天平通过数据线相联。 检定时,通过流出液体盛放容器接收自黏度计流出的标准液,通过电子天平测量自黏度计 流出的标准液的质量,通过计时器记录流出设定质量的标准液所需的时间。 本发明的有益效果是:本发明原理简单,使用方便,能够显著提高实验结果准确度 及工作效率。本发明改变了现有的采用测量流出体积来检定流出杯式黏度计时存在的因流 出标准液中存在气泡及观测流出体积不准而导致检定结果误差大的问题。本发明可用于 涂-1黏度计及其他量杯式黏度计检定。 附图说明 图1是本发明中的检定装置的结构示意图; 图中,1、黏度计,2、电子天平,3、流出液体盛放容器,4、计时器。











