
技术摘要:
本发明公开了一种高强度耐磨铝合金的生产方法,具体公开了熔铸→挤压→退火→辊式矫直→锯切短料→离线淬火→人工时效的高强度耐磨铝合金生产工艺流程;铝合金经过有效变质处理和热处理后,具有优良的机械性能、物理性能和抗腐蚀性能。铝合金中Si元素高达到10%~12%, 全部
背景技术:
4Y32铝合金中主要合金元素为Si,属于4000系变形铝合金。其Si含量在10%- 11%,非常接近Al-Si共晶点12.5%,4Y32铝合金属于Al-Si系变形铝合金,Si为主要合金元 素,由于Si比重和线膨胀系数都比铝小,同为面心立方晶体,熔化潜热大;因而具有流动性 好、铸造收缩小、疏松缩孔较小等优点。 根据Al-Si二元相图可知,共晶温度为577℃,共晶点的成分为12.6%或11.7%。在 共晶温度下,Si在Al中的最大溶解度是1.65%,而在常温下仅为0.05%,其主要组成成分为 α(Al) <α(Al) Si>共晶,<α(Al) Si>共晶,初晶Si <α(Al) Si>共晶。铸态下未经变质的共 晶硅相呈现粗大的针片状;共晶和过共晶组织的初晶Si相呈现多边形块状,这种粗大的多 边形状初晶Si硬脆,再加上尖锐的棱角,使其对基体的割裂作用异常显著,从而恶化了合计 的塑性和强度。硅含量超过8%的Al-Si合金不进行变质处理塑韧性非常差。对于那些添加 了Cu、Mg等合金元素的4000合金因析出了Mg2Si、CuAl2和S(Al2MgCu)相从而可进行离线固 溶 人工时效的方式来大幅提高力学性能。研究表明,4000合金的线膨胀系数随硅含量的增 加而减小;共晶硅和初晶硅都是软基体上分布很多硬质点的耐磨材料,其耐磨性也是与硅 含量成正比关系的。需要提供一种4Y32合金的生产方法,可大大改善合金的挤压工艺性能, 可保证挤压材料的最终工艺性能。
技术实现要素:
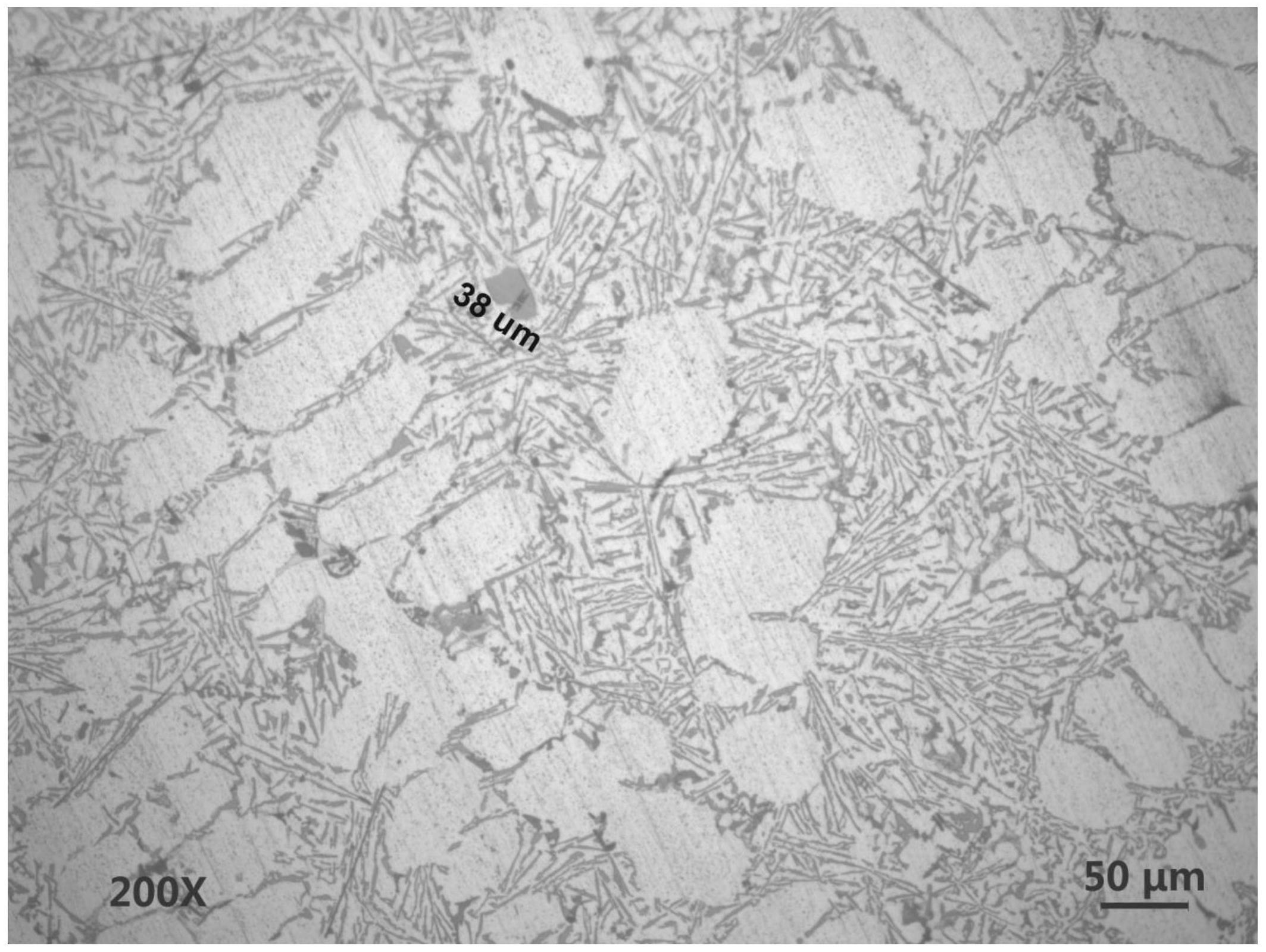
本发明的目的在于提供一种耐磨性好,高强度,耐高温的铝合金的生产方法。 本发明通过以下技术方案实现的: 一种高强度耐磨铝合金的生产方法,包括以下步骤: 步骤(1),熔铸工序; 配料:按照化学成分质量分数为:Si 10-11%;Fe 0.11-0.25%,Cu 2.5-3.5%,Mn 0.35-0.64%,Mg 0.40-0.60%,Cr 0.10%,Zn 0.25%,Ti 0.05%,Sb 0.15-0.20%,其他 元素每种少于0.05%,总计不超过0.15%;余量为AI; 投料:先在熔铸炉炉底铺一层结晶硅;接着往熔铸炉加入废料及铝锭,废料和铝锭 比例为2:3; 熔炼:将废料及铝锭加入熔铸炉后升温至800℃进行熔炼,保温一小时后采用人工 压漂浮的硅,再采用电磁搅拌0.5h,待熔铸炉内的温度下降到740℃时即开始进行合金化; 合金化:将镁锭、铁剂、电解铜、锰剂放进专用的合金化加料框,将合金化加料框沉 浸在熔铸炉的液面以下进行合金化,期间采用电磁持续不停搅拌,并且辅之以30min的人工 搅拌; 精炼:合金化完成后,取样品分析成分,若样品成分合格则进行第一次精炼;通过 4 CN 111575554 A 说 明 书 2/6 页 氩气吹送40kg 6AB精炼剂进入熔炼炉精炼20min,精炼完成后再取样品成分分析;若样品成 分合格,则添加锑锭再进行精炼15min后起铸;若样品成分分析不合格,则补充合金辅料和 锑锭再度精炼20min后起铸; 铸造:设定除气箱转速390±5r/min,氩气压力0.28-0.32MPa,流量2.8-3.5标准立 方,过滤板为派罗特克40ppi 80ppi,铸造前对与铝水接触的流槽、工具等喷上涂料并进行 充分烘烤,至少提前1个小时进行,直到起铸;将精炼后的铝合金铸造成铸棒;铸造出口温度 为730-740℃;除气箱熔池铝液温为720-730℃;模盘尾端温度为695-705℃;起铸速度为 50mm/min;铸造速度为80-90mm/min;对铸棒取样检测;铸棒头尾取样送检成分、低倍组织和 金相组织;在对铸棒进行均质处理,保温温度490℃,保温时间16h; 步骤(2),挤压工序; 短棒锯切:根据ERP系统BOM表配方将铸棒锯切下上机短棒; 挤压:设置挤压模具,外模φ106.1±0.02mm、内模φ85.6±0.02mm,采用φ95mm穿 心杆,设置棒温430±10℃、挤压主缸速度3.0-3.5mm/s、吹风冷却,对短棒进行挤压,挤压完 成后挤压素材尺寸为:外径φ105( 0.5,-0.3)mm、内径φ85( 0.3,-0.5)mm; 步骤(3),挤压素材退火,保温温度300℃,保温时间3h; 步骤(4),矫直工序;退火出来的挤压素材经辊式矫直机矫直,再锯切出短料; 步骤(5),热处理工序,短料进行离线淬火,保温温度510-520℃,保温时间2.5h;短 料进行人工时效处理,保温温度175℃,保温时间12h。 进一步地,在所述步骤(1)中,除气箱熔池铝液温度的高低通过调节加热棒温度来 实现。 进一步地,在所述步骤(1)中,过滤箱加热温度主要是控制铸盘温度来调节,若铸 盘铝液温度偏高,将加热温度调整至730℃,若铝液温度偏低,加热温度可调整至900℃。 进一步地,在所述步骤(1)中,铸棒的铸造长度为200mm之前需要打捞和过滤掉流 槽表面浮渣,铸棒铸造平稳后,严禁破坏过滤箱后铝液表面的氧化膜;打捞和过滤掉流槽表 面浮渣后横盘面上盖上盖子做好保温措施;铸造稳定时,在除气箱后,过滤盆前取样测试氢 含量。 进一步地,在所述步骤(5)中,所述短料进行离线淬火时,保温温度510℃,保温时 间2.5h。 进一步地,在所述步骤(5)中,所述短料进行离线淬火时,保温温度520℃,保温时 间2.5h。 进一步地,在所述步骤(1)中,所述废料为4000系列铝合金。 本发明的有益效果: 本发明的铝合金经过有效变质处理和热处理后,具有优良的机械性能、物理性能 和抗腐蚀性能。铝合金中Si元素高达到10%~12%,再配以Cu、Mn、Mg、Sb等元素,使组织中 存在较多的共晶体、初晶Si及强化相,这些共晶体、初晶Si晶粒脆硬,大大提高了合金的耐 磨性和力学性能,同时耐高温性能,以及强度和塑韧性也大大提高。得益于4Y32铝合金可塑 性变形且热膨胀系数较小、抗蠕变和抗疲劳,常用来加工成锻件,其被广泛应于用内燃机、 汽车、空调、焊条以及航空等领域;社会效益和经济效益好。 5 CN 111575554 A 说 明 书 3/6 页 附图说明 图1为本发明实施例1的铸棒取样检测的低倍组织成像图; 图2为本发明实施例1的铸棒取样检测的金相组织成像图。











