
技术摘要:
异种材料接合体,其是具有树脂制肋与金属基体的接合部的异种材料接合体,在至少一部分接合部,形成有前述金属基体向该树脂制肋的内侧突出的凸状部。
背景技术:
作为用于收纳电子部件的壳体,以往,已提出了涉及组合金属板和合成树脂而成 的轻质的屏蔽壳体的多种方案(例如,专利文献1、2)。然而,对于该屏蔽壳体而言,存在下述 这样的问题:以金属板与树脂的热膨胀系数差、成型收缩等为诱因,从而有可能在成型后发 生剥离、翘曲、变形等,这会对内部的电子部件等造成不良影响。 尤其是在车载用的电子部件收纳用壳体领域中,轻质化需求、壳体自身的紧凑化 需求强烈。并且,为了有效地应对被收纳在壳体内的电子部件种类增加、部件个数增加的倾 向,还考虑了下述方法:通过使构成壳体的金属部的厚度变薄,从而尽可能地进行轻质化, 另一方面,想要通过增加树脂制的增强用肋的接合量来弥补相应的壳体强度下降、壳体变 形。本申请的发明人试验性地对这样的方法进行了尝试,结果发现,尤其是金属板的厚度小 于0.5mm时,与壳体内表面接合的接合部总面积、和与壳体外表面接合的接合部总面积存在 较大差异的情况下,存在这样的问题:壳体发生显著翘曲变形。 现有技术文献 专利文献 专利文献1:日本特开平6-29684号公报 专利文献2:日本特开2014-14997号公报
技术实现要素:
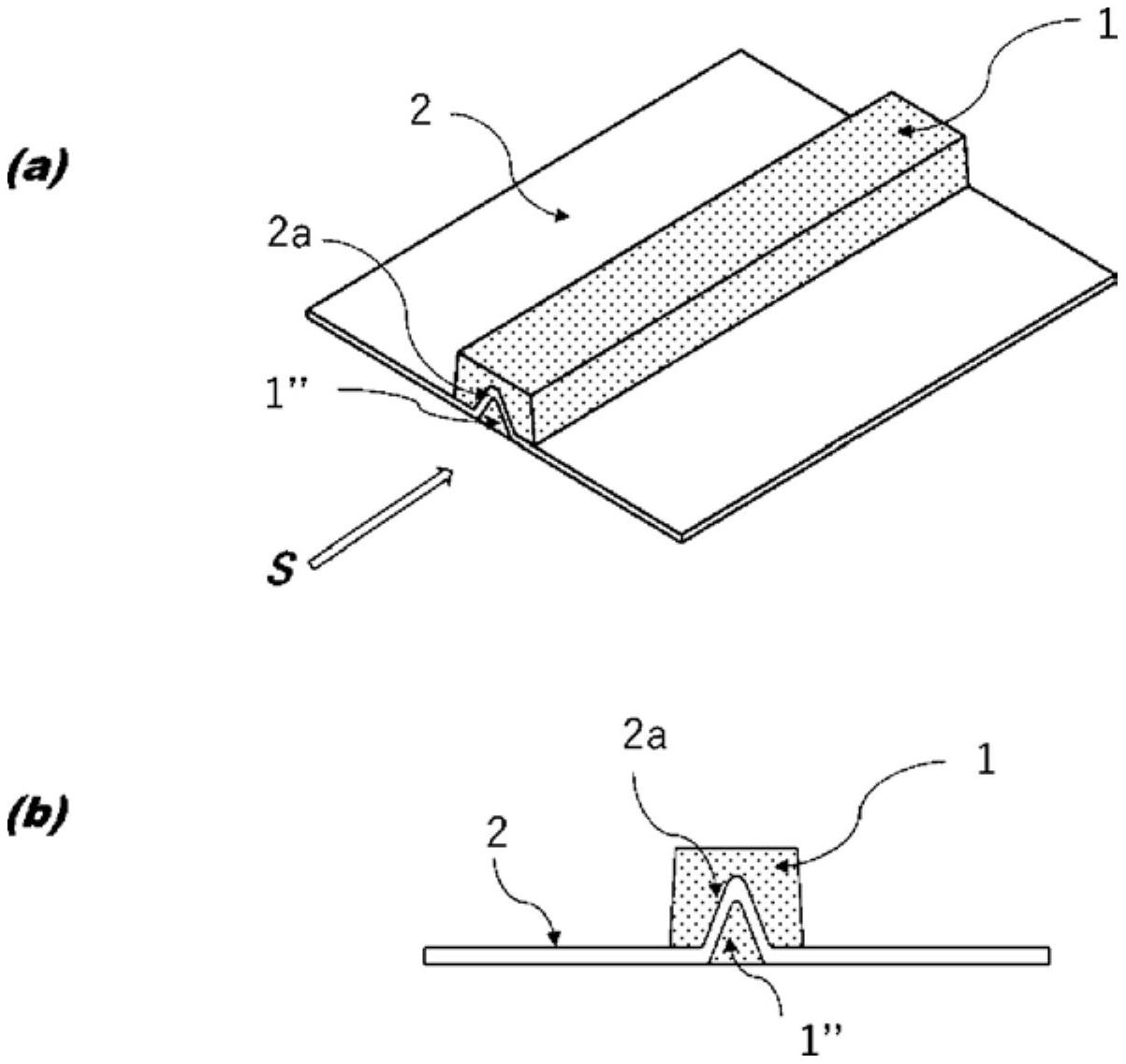
发明所要解决的课题 本发明的目的在于解决上述问题,即,提供下述异种材料接合体,其是树脂制肋接 合于薄金属基体而使其增强而成的异种材料接合体,因注射成型后的热塑性树脂的收缩等 导致的变形、树脂制肋从金属基体的剥离少,强度优异,即使长期使用时也能抑制变形。 用于解决课题的手段 本申请的发明人为了解决上述课题而进行了深入研究,从而完成了本发明。即,本 发明的主旨如下所述。 [1] 异种材料接合体,其是具有树脂制肋与金属基体的接合部的异种材料接合体, 在至少一部分接合部,形成有前述金属基体向该树脂制肋的内侧突出的凸状部。 [2] 如前述[1]所述的异种材料接合体,其中,前述凸状部为以沿树脂制肋的长度方向 连续地延伸的方式形成的槽结构。 [3] 如前述[2]所述的异种材料接合体,其中,前述树脂制肋接合于金属基体的一面, 3 CN 111587173 A 说 明 书 2/12 页 并且,所述异种材料接合体包含前述槽结构的截面为倒V字型形状的一条槽。 [4] 如前述[2]或[3]所述的异种材料接合体,其中,前述树脂制肋以彼此相对的方式 接合于金属基体的两面。 [5] 如[2]~[4]中任一项所述的异种材料接合体,其包含前述槽结构的截面为倒V字 型形状及V字型形状的、彼此平行的两条槽。 [6] 如前述[1]~[5]中任一项所述的异种材料接合体,其中,前述接合部为基于树脂 侵入至在金属表面的至少接合部形成的微细凹凸形状的异种材料接合。 [7] 如前述[1]~[6]中任一项所述的异种材料接合体,其中,构成前述金属基体的金 属为选自铁、不锈钢、铝合金、镁合金及铜合金中的一种或两种以上。 [8] 如前述[1]~[7]中任一项所述的异种材料接合体,其中,前述树脂制肋是由包含 热塑性树脂及填充材料而成的热塑性树脂组合物形成的。 [9] 如前述[8]所述的异种材料接合体,其中,前述树脂制肋是通过将前述热塑性树脂 组合物向前述金属基体上注射成型而形成的。 [10] 如前述[1]~[9]中任一项所述的异种材料接合体,前述异种材料接合体为将电子 部件收纳用壳体展开而得到的展开图状平面结构。 [11] 电子部件收纳用壳体,其具有前述[1]~[10]中任一项所述的异种材料接合体。 发明的效果 本发明可提供下述异种材料接合体,其是树脂制肋接合于薄金属基体而使其增强 而成的异种材料接合体,因注射成型后的热塑性树脂的收缩等导致的变形、树脂制肋从金 属基体的剥离少,强度优异,即使长期使用时也能抑制变形。 附图说明 通过下文所述的优选实施方式、及其附带的以下的附图,上述目的、及其他目的、 特征及优点将更加明确。 [图1]为树脂制肋接合于形成有倒V字型槽的金属基体的一面、在槽流路中也埋设 有树脂的异种材料接合体的立体图(a)、和从S方向观察而得到的截面图(b)。 [图2]为树脂制肋仅接合于形成有倒V字型槽的金属基体的一面而成的异种材料 接合体的立体图(a)、和从S方向观察而得到的截面图(b)。 [图3]为树脂制肋接合于形成有彼此平行的两条倒V字型槽的金属基体的一面、在 两条槽流路中也埋设有树脂的异种材料接合体的截面图。 [图4]为树脂制肋以相对的方式接合于相邻地形成有倒V字型槽与V字型槽的金属 4 CN 111587173 A 说 明 书 3/12 页 基体的两面而成的异种材料接合体的立体图(a)、和从S方向观察而得到的截面图(b)。 [图5]为树脂制肋以相对的方式接合于形成有S字型槽的金属基体的两面而成的 异种材料接合体的立体图(a)、和从S方向观察而得到的截面图(b)。 [图6]为将在金属基体表面形成的、正交的两条倒V字型槽的交点附近放大而成的 立体图。 [图7]为示出了本实施方式的电子部件收纳用壳体的盖板的一例的立体图。 [图8]为沿A-A’切割图7中例示的盖板时的截面的示意图。 [图9]为示出了本实施方式的接合有树脂制肋的展开图状异种材料接合体的一例 的立体图。 [图10]为实施例中使用的异种材料接合体的立体图。 [图11]为实施例中使用的异种材料接合体的S-S’截面图。











