
技术摘要:
本发明公开了一种皮带硫化接头及其拼接方法,将其中一条皮带接头两侧分别向内去掉48‑52mm,形成第一基体,将另一条皮带接头两侧分别保留48‑52mm的原边,形成第二基体;在所述第一基体和所述第二基体上分别加工出包括至少三层台阶的第一阶梯部和第二阶梯部,形成第一 全部
背景技术:
火电输煤系统中的皮带胶带机是煤料输送中的重要组成部分,胶带机皮带硫化接 头处起层受损现象一直是行业内的通病。由于皮带接头在整条皮带中存在强度低,受力不 均匀等特点,加之在火电输煤系统中皮带的工作环境较为恶劣,导致输煤皮带在工作过程 中经常出现接头处起层及受损现象,严重影响原煤的正常补给。 现有技术中采用平行四边形的对接方式,平行四边形的对接方式使皮带接头处边 缘的耐磨强度远远低于原皮带的耐磨强度,长时间的使用便会导致皮带接头边缘的大幅度 磨损和起层。数据统计5个月进行了6次修补,平均每隔30天需要修补一次,费时费力且修补 效果不好,皮带寿命缩短快。
技术实现要素:
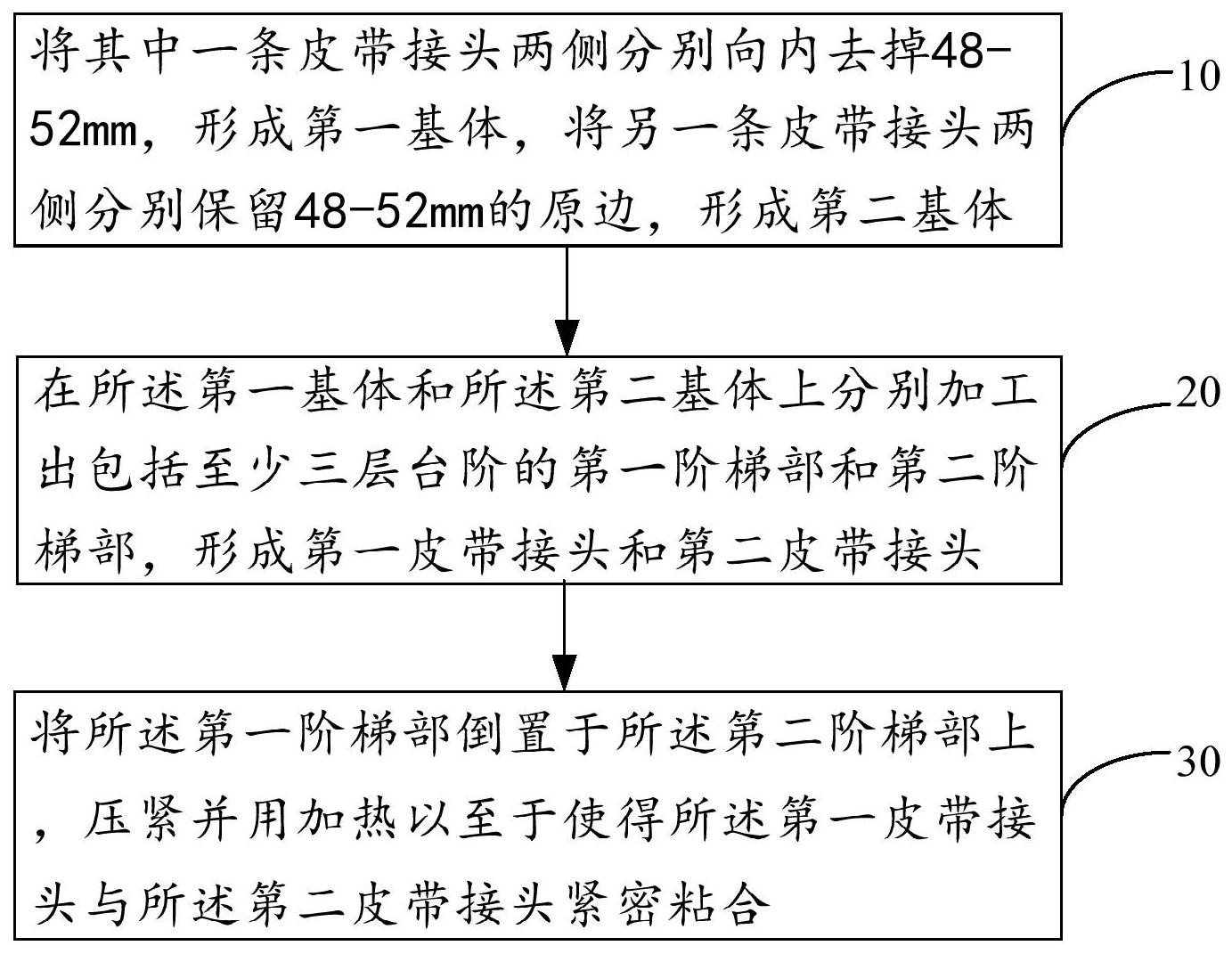
鉴于现有技术中的上述缺陷或不足,期望提供一种皮带硫化接头及其拼接方法。 为了克服现有技术的不足,本发明所提供的技术方案是: 本发明提供一种皮带硫化接头,其特殊之处在于,包括第一皮带接头和第二皮带 接头,所述第一皮带接头包括第一阶梯部,所述第二皮带接头包括第二阶梯部,所述第一阶 梯部两侧相对皮带两侧在宽度方向分别向内缩进48-52mm,所述第二阶梯部两侧具有48- 52mm的原边;所述第一阶梯部和所述第二阶梯部的大小形状相匹配,所述第一阶梯部和所 述第二阶梯部均包括至少三层台阶。 本发明还提供一种皮带硫化接头拼接方法,其特征在于,包括: 将其中一条皮带接头两侧分别向内去掉48-52mm,形成第一基体,将另一条皮带接 头两侧分别保留48-52mm的原边,形成第二基体; 在所述第一基体和所述第二基体上分别加工出包括至少三层台阶的第一阶梯部 和第二阶梯部,形成第一皮带接头和第二皮带接头; 将所述第一阶梯部倒置于所述第二阶梯部上,压紧并用加热以至于使得所述第一 皮带接头与所述第二皮带接头紧密粘合。 与现有技术相比,本发明的有益效果是: 本发明上述方案将其中一条皮带接头两侧分别向内去掉48-52mm,形成第一基体, 将另一条皮带接头两侧分别保留48-52mm的原边,形成第二基体;在所述第一基体和所述第 二基体上分别加工出包括至少三层台阶的第一阶梯部和第二阶梯部,形成第一皮带接头和 第二皮带接头;将所述第一阶梯部倒置于所述第二阶梯部上,压紧并用加热以至于使得所 述第一皮带接头与所述第二皮带接头紧密粘合。相比于现有厚度减半的拼接方式,本申请 第一皮带接头和第二皮带接头处两侧是皮带的原有厚度,一方面提高皮带的边缘抗剪切强 度,另一方面能大大增强其抗拉强度和抗扭强度。因而采用该方案拼接方法制成的硫化皮 3 CN 111594573 A 说 明 书 2/4 页 带接头的使用寿命大大延长。 附图说明 附图作为本申请的一部分,用来提供对本发明的进一步的理解,本发明的示意性 实施例及其说明用于解释本发明,但不构成对本发明的不当限定。显然,下面描述中的附图 仅仅是一些实施例,对于本领域普通技术人员来说,在不付出创造性劳动的前提下,还可以 根据这些附图获得其他附图。在附图中: 图1为本发明实施例提供的皮带硫化接头的俯视图; 图2为本发明实施例提供的第一皮带接头的立体图; 图3为本发明实施例提供的第二皮带接头的立体图; 图4为本发明实施例提供的第一阶梯部和所述第二阶梯部配合的侧视图; 图5为图4中A部位的局部放大图; 图6为本发明实施例提供的皮带硫化接头拼接方法的流程图。 图中:1-第一皮带接头,11-第一阶梯部,2-第二皮带接头,21-第二阶梯部,22-原 边。 需要说明的是,这些附图和文字描述并不旨在以任何方式限制本发明的构思范 围,而是通过参考特定实施例为本领域技术人员说明本发明的概念。











