
技术摘要:
本发明适用于耳机盒制备技术领域,公开了一种磁性件装配设备,用于向待装配磁性件的产品装配磁性件,磁性件装配设备包括第一上料机构、传输机构、固定机构和第二上料机构,第一上料机构用于移送产品,传输机构用于接收第一上料机构移送的产品,并将产品输送至装配工位 全部
背景技术:
磁铁作为一种制造业不可或缺的配件,广泛应用于电子产品与电器产品的制造 中,起到定位和吸紧等作用;电子产品中蓝牙耳机耳机结构复杂且产品较小,磁铁的装配过 程比较困难;磁铁具有相互吸引或排斥的特性而且TWS耳机所用磁铁又薄又小,装配过程更 加困难。 目前磁铁在电子产品和电器产品中的装配主要采用定位座加手动装配的方式,装 配难度大,并且手动操作效率低、且工作人员易疲劳,致使产品的生产效率较低,且生产成 本增加。
技术实现要素:
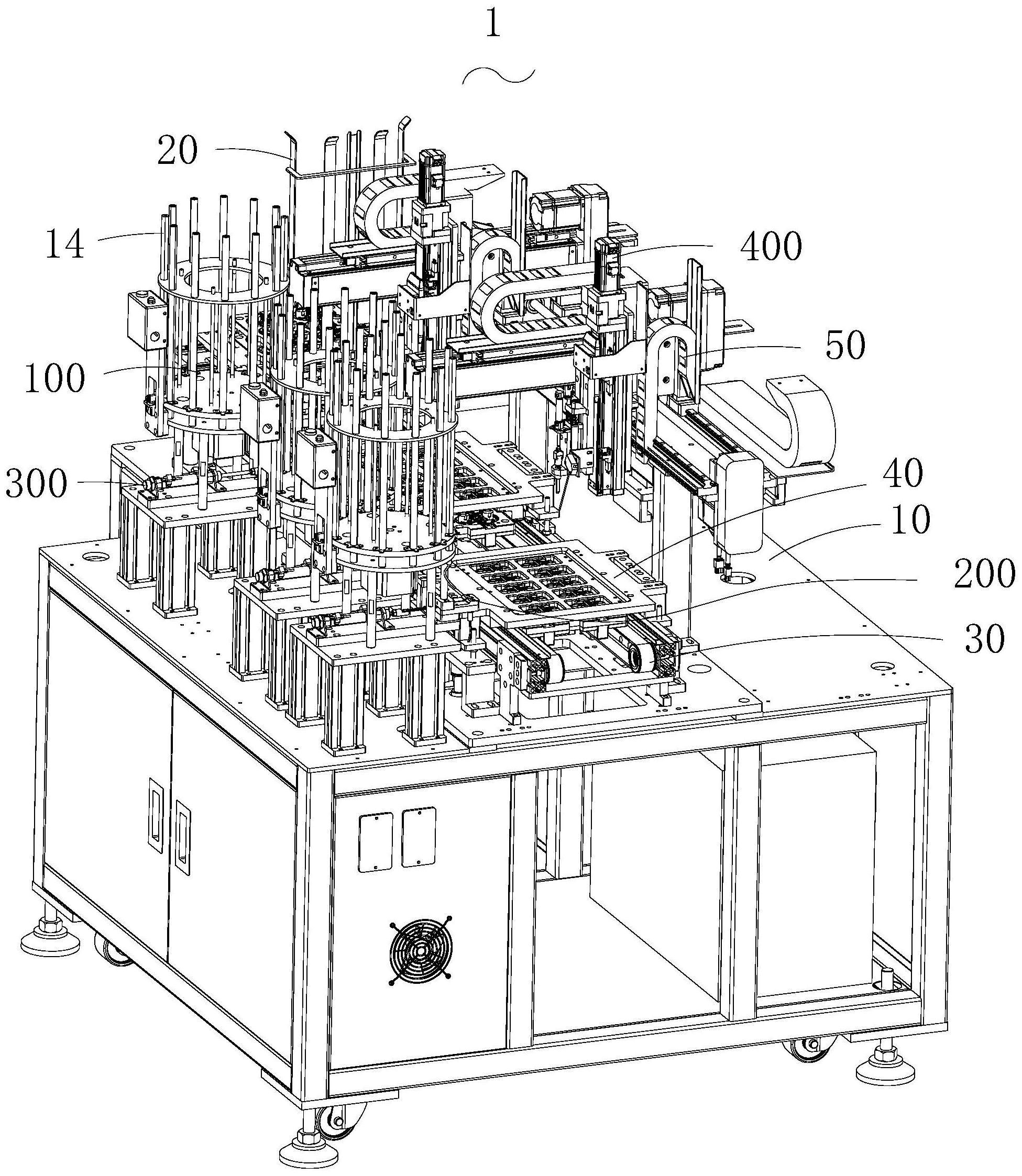
本发明的目的在于提供一种磁性件装配设备,其可通过机械设备进行磁性件的装 配,避免手动将磁性件装入产品的过程,能够提高磁性件的装配效率,降低装配难度。 为达到上述目的,本发明提供的方案是: 一种磁性件装配设备,用于向待装配磁性件的产品装配磁性件,所述磁性件装配 设备包括: 第一上料机构,用于移送所述产品; 传输机构,用于接收所述第一上料机构移送的产品,并将所述产品输送至装配工 位; 固定机构,用于固定所述产品; 第二上料机构,用于将所述磁性件装配至所述产品。 作为一种改进方式,所述第一上料机构包括托盘、设于所述托盘靠近地面一侧的 顶升机构、放置于所述顶升机构靠近所述托盘一侧的载具、以及用于夹紧或松开所述载具 的夹紧机构,所述托盘贯穿开设有通槽,所述通槽的尺寸大于所述载具的尺寸,所述载具配 置有若干个产品,所述载具设有至少两个,两个以上所述载具层叠放置,所述顶升机构朝向 或远离所述托盘运动以托举单个所述载具穿过所述通槽移动至所述传输机构,所述顶升机 构托举一个所述载具移动至所述传输机构,所述夹紧机构夹紧其余所述载具。 作为一种改进方式,所述夹紧机构包括两个夹板和两个第一驱动机构,两个所述 夹板一一设于所述载具的两侧并与所述托盘滑动连接,所述两个所述第一驱动机构安装在 所述托盘上,所述第一驱动机构和所述夹板一一对应连接以驱动所述夹板朝向或远离所述 载具以夹紧或松开所述载具。 作为一种改进方式,所述载具设有至少两个,两个以上所述载具层叠放置;所述顶 升机构包括托板以及与所述托板连接以驱动所述托板朝向或远离所述托盘运动的第二驱 动机构。 4 CN 111571165 A 说 明 书 2/8 页 作为一种改进方式,所述第二上料机构包括料仓组件、进料组件、推料组件以及插 磁组件;所述料仓组件支撑于所述进料组件,所述料仓组件设有出料口,所述料仓组件配置 有若干个磁性件;所述进料组件设有进料工位和取料工位,所述进料组件设于所述料仓组 件靠近出料口的一侧以使磁性件能够从所述出料口落入所述进料工位;所述推料组件用于 从所述进料工位推动单个磁性件移动至所述取料工位;所述插磁组件往复运动于所述取料 工位与产品之间以吸取所述磁性件至产品。 作为一种改进方式,所述料仓组件包括中空设置的储料管,所述储料管靠近所述 进料组件的一侧设有所述出料口,磁性件放置在所述储料管内,所述储料管设有至少两根, 所述料仓组件还包括旋转台和间隔设于所述旋转台靠近所述进料组件一侧的支撑台,两根 以上所述储料管沿所述旋转台的圆周方向均匀分布于所述旋转台,且所述储料管靠近所述 进料组件的一端穿过所述旋转台并支撑于所述支撑台,所述支撑台贯穿设有通孔,所述旋 转台旋转预设角度,所述储料管、所述通孔、所述进料组件连通。 作为一种改进方式,所述进料组件包括工作台以及中空设置的进料管,所述工作 台设有进料通道,所述进料工位和所述取料工位均设于所述工作台,所述进料工位和所述 取料工位均与所述进料通道连通,并分别位于所述进料通道的两端,所述进料管安装于所 述进料工位,且所述进料管靠近所述储料管的一端与所述储料管连通,所述进料管远离所 述储料管的一端与所述进料通道连通;所述推料组件包括推杆以及用于驱动所述推杆在所 述进料通道朝向或远离所述取料工位运动的第三驱动机构。 作为一种改进方式,所述插磁组件包括用于吸取磁性件至耳机盒的插磁机构、用 于驱动所述插磁机构在水平方向上朝向或远离所述取料工位运动的第四驱动机构、以及用 于驱动所述插磁机构在竖直方向上朝向或远离所述取料工位运动的第五驱动机构。 作为一种改进方式,所述传输机构位于所述托盘靠近所述地面的一侧,所述传输 机构包括第一传输组件和与所述第一传输组件平行间隔设置的第二传输组件,所述第一传 输组件与所述第二传输组件同步运动,所述顶升机构位于所述第一传输组件与所述第二传 输组件之间,并朝向或远离所述托盘运动以托举单个所述载具至所述第一传输组件与所述 第二传输组件上。 作为一种改进方式,所述固定机构包括定位夹具以及用于驱动所述定位夹具朝向 或远离所述产品运动以固定或松开所述产品的第六驱动机构。 本发明的本实施例的磁性件装配设备从第一上料机构将产品移送至传输机构,传 输机构将产品传送至装配工位,即停止运输,接着,固定机构固定住产品,最后,第二上料机 构把磁性件装配至产品,完成磁性件的装配,整个过程无需人工操作,自动化程度高,能够 提高生产效率,同时还能把控产品质量,产品一致性高。 附图说明 为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现 有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本 发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以 根据这些附图示出的结构获得其他的附图。 图1是本发明实施例提供的磁性件装配设备的结构示意图; 5 CN 111571165 A 说 明 书 3/8 页 图2是本发明实施例提供的磁性件装配设备的立体图; 图3是本发明实施例提供的磁性件装配设备的俯视图; 图4是本发明实施例提供的第一上料机构的结构示意图; 图5是本发明实施例提供的第一上料机构的侧视图; 图6是本发明实施例提供的载具的结构示意图; 图7是本发明实施例提供的固定机构的结构示意图; 图8是本发明实施例提供的料仓组件、进料组件以及推料组件的装配示意图; 图9是本发明实施例提供的料仓组件、进料组件以及推料组件的装配侧视图; 图10是本发明实施例提供的工作台的剖视图; 图11是本发明实施例提供的插磁组件的结构示意图; 图12是图11中A的放大图; 图13是本发明实施例提供的压入套筒的结构示意图。 附图标号说明: 1、磁性件装配设备; 10、机架; 20、第一上料机构; 30、传输机构;301、第一传输组件;302、第二传输组件; 40、固定机构;401、定位夹具;402、第六驱动机构; 50、第二上料机构; 100、料仓组件;11、出料口;12、旋转台;13、支撑台;131、通孔;14、储料管;15、电 机; 200、进料组件;21、进料工位;22、取料工位;23、工作台;231、进料通道;24、进料 管;25、霍尔传感器; 300、推料组件;31、推杆;32、第三驱动机构; 400、插磁组件;41、插磁机构;411、安装板;412、压入套筒;4121、滑槽;413、吸磁 件;414、第七驱动机构;415、固定板;416、缓冲机构;4161、顶板;4162、滑轨;4163、滑轨座; 4164、弹性件;42、第四驱动机构;43、第五驱动机构; 500、托盘;51、通槽; 600、载具;61、定位槽; 700、顶升机构;71、托板;72、第二驱动机构;73、安装支架;74、导向支撑柱; 800、夹紧机构;81、夹板;811、定位部;82、第一驱动机构;83、限位机构; 900、定位架。











