
技术摘要:
本发明公开了一种获取焊缝热裂纹的试验装置及评估方法,其属于焊接技术领域,其中获取焊缝热裂纹的试验装置包括具有间隙的第一钢板和第二钢板,第二钢板在其厚度方向的第一侧与第一钢板焊接连接。评估方法包括步骤S1,准备上述获取焊缝热裂纹的试验装置;S2,使用药芯 全部
背景技术:
药芯焊丝在焊接时飞溅少,焊缝成型好。而且可以根据不同的待焊接钢材对其配 方成分进行调整,以提高实际的焊接质量。 在焊接施工中,药芯焊丝形成的焊缝中容易出现热裂纹,直接影响焊缝质量以及 焊接件之间连接的稳固程度。一般将同一条焊缝上的每个热裂纹沿焊缝的延伸方向的长度 进行测量并计算总长,热裂纹的总长相对于焊缝长度的比值为热裂纹发生率,热裂纹发生 率为评估药芯焊丝质量的标准之一。 由于药芯焊丝的配方不同,热裂纹发生率也不相同。为了更好的选择不同种类的 药芯焊丝,目前常用的评估药芯焊丝的热裂纹发生率的方法为:1)T型接头焊接裂纹试验 法;2)压板对接焊接裂纹试验法;3)可调拘束裂纹试验法;4)改进型的巴东试验法。其中T型 接头焊接裂纹试验法和压板对接焊接裂纹试验法比较适合于焊条的热裂纹试验评估,且由 于热裂纹发生率低,并不适合评估药芯焊丝的热裂纹发生率。而可调拘束裂纹试验法虽然 可以模拟出热裂纹,但试验装置相对复杂、试验过程的变量较多,并不适合推广应用。改进 型的巴东试验法是一种有效模拟药芯焊丝打底裂纹的方式,但该方法试验装置较为复杂, 所耗材料也较多,且焊缝拘束度的不同对于试验数据的影响较大,而且大多数情况下热裂 纹发生率较小,不宜进行统计测量。 因此亟需一种获取焊缝热裂纹的试验装置及评估方法来解决上述技术问题。
技术实现要素:
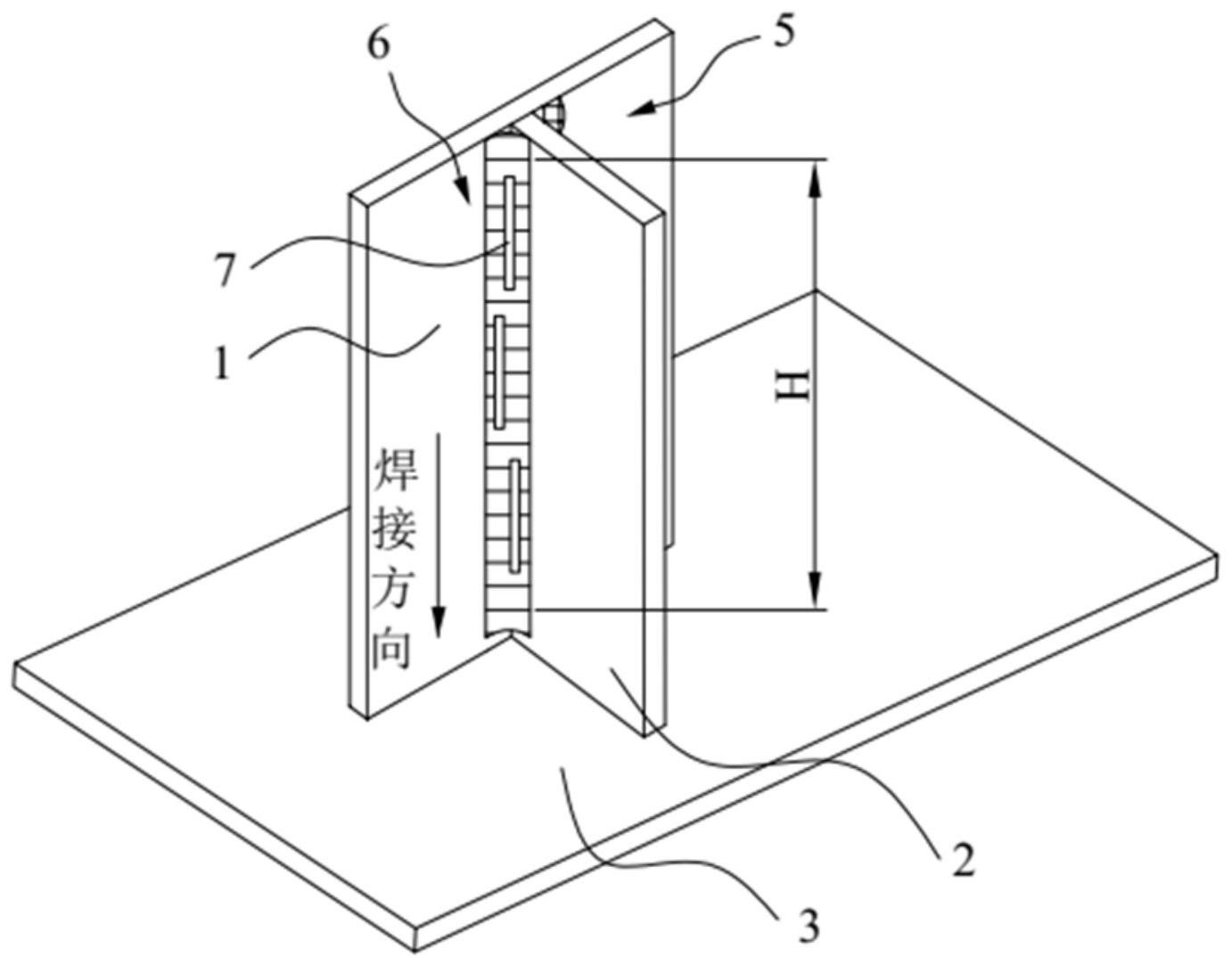
本发明的目的在于提供一种获取焊缝热裂纹的试验装置,以简化试验装置的结 构,便于操作,提高热裂纹发生率。 本发明的另一个目的在于提供一种评估方法,以简化试验装置的结构,便于操作, 提高热裂纹发生率。 为达此目的,本发明所采用的技术方案是: 一种获取焊缝热裂纹的试验装置,包括: 第一钢板,所述第一钢板竖直设置; 第二钢板,所述第二钢板竖直设置且与所述第一钢板垂直,所述第二钢板与所述 第一钢板之间具有间隙,所述第二钢板在其厚度方向的第一侧与所述第一钢板焊接连接, 第二侧能够通过向下立焊与所述第一钢板之间形成试验焊缝。 进一步地,所述第一钢板与所述第二钢板连接形成“T”形结构,所述第二钢板的所 述第一侧与所述第一钢板通过向上立焊形成拘束焊缝。 进一步地,所述获取焊缝热裂纹的试验装置还包括水平设置的刚性底座,所述第 3 CN 111604624 A 说 明 书 2/5 页 一钢板与所述第二钢板均固设于所述刚性底座。 进一步地,所述间隙的宽度为3mm-4mm。 一种评估方法,包括如下步骤: S1:准备权利要求1-4任一项所述的获取焊缝热裂纹的试验装置; S2:使用药芯焊丝对所述第二钢板在其厚度方向的所述第二侧通过向下立焊,与 所述第一钢板之间形成所述试验焊缝; S3:在所述试验焊缝上选取采样段,并测量所述采样段的长度H; S4:对所述采样段进行探伤,获取所有热裂纹沿所述试验焊缝的延伸方向的长度 之和L; S5:根据所述L和所述H获得所述药芯焊丝的热裂纹发生率。 进一步地,在步骤S5之后还包括步骤S6:使用不同种类的所述药芯焊丝重复步骤 S1-S5,并统计不同种类的所述药芯焊丝各自对应的所述热裂纹发生率。 进一步地,所述采样段的长度占所述试验焊缝长度的比例为90%-95%。 进一步地,在步骤S3中,对所述试验焊缝进行探伤前,将所述试验焊缝冷却至室 温。 进一步地,在步骤S4中,使用磁粉无损检测或渗透无损检测对试验焊缝的表面进 行探伤。 进一步地,在步骤S1中,所述向下立焊的焊接电压为29V,焊接电流为220A,焊接速 度为45cm/min。 本发明的有益效果为: 本发明提出的一种获取焊缝热裂纹的试验装置,包括第一钢板和第二钢板。第二 钢板在其厚度方向的第一侧与第一钢板焊接连接,实现了第一钢板和第二钢板之间相对位 置的固定。第二钢板与第一钢板之间具有间隙,有利于试验焊缝上出现热裂纹,提高了热裂 纹发生率。同时试验焊缝通过容易出现热裂纹的向下立焊的形式焊接而成,进一步提高了 热裂纹发生率和焊接效率。相对于现有的实验装置,其整体结构简单,降低了实验过程中的 变量,提高了热裂纹发生率的准确度。 本发明还提出的一种评估方法,适用于上述获取焊缝热裂纹的试验装置,具体包 括如下步骤:S1,准备上述获取焊缝热裂纹的试验装置;S2,使用药芯焊丝对第二钢板在其 厚度方向的第二侧通过向下立焊,与第一钢板之间形成试验焊缝;S3,在试验焊缝上选取采 样段,并测量采样段的长度H;S4,对采样段进行探伤,获取所有热裂纹沿试验焊缝的延伸方 向的长度之和L;S5,根据L和H获得药芯焊丝的热裂纹发生率。该评估方法操作简便,采用容 易出现热裂纹的向下立焊的形式焊接获得试验焊缝,提高了热裂纹发生率和试验效率。同 时该评估方法还可以实现不同种类的药芯焊丝的横向对比,为适应性的选择不同种类的药 芯焊丝提供了技术依据。 附图说明 图1是本发明实施例提供的第一钢板和第二钢板装配的俯视图; 图2是本发明实施例提供的获取焊缝热裂纹的试验装置的结构示意图; 图3是本发明实施例提供实验过程中的获取焊缝热裂纹的试验装置的结构示意 4 CN 111604624 A 说 明 书 3/5 页 图; 图4是本发明实施例提供的评估方法的主要步骤流程图; 图5是本发明实施例提供的评估方法的详细步骤流程图。 图中: 1、第一钢板;2、第二钢板;3、刚性底座;4、间隙;5、拘束焊缝;6、试验焊缝;7、热裂 纹;











