
技术摘要:
本发明公开了一种棒线材用孔型刀具及其线切割成型方法,所述刀具包括刀头和刀体,所述刀头和所述刀体连接在一起,所述刀头和所述刀体的前端共面形成刀具面,所述刀具面为锥面且与轧辊加工面之间形成有预设夹角。本发明的棒线材用孔型刀具及其线切割成型方法,刀头和刀 全部
背景技术:
孔型刀具是棒线材轧辊加工过程中的重要工具,是工艺设计在轧辊上实现刻型完 成的重要工艺备件,孔型刀具的好坏不仅与其材质有关,也与刀具设计与机床平台、轧辊等 配合有关。 孔型刀具作为棒线材轧辊加工的主要消耗备件,在材质确定的情况下,成本控制 主要做着眼于孔型刀具的重复使用性,以获得更低的成本投入。轧辊孔型是棒线材加工的 基本条件,孔型的精度直接影响棒线材生产的稳定性和成品质量,而孔型的精度与孔型刀 具直接相关。 在多线切分领域,面对轧辊加工高精度的要求,通常的做法是在采用一体化成型 刀具,对成型刀具常规的加工方法是采用线切割机床切割成垂直的成型刀具(普通成型车 刀),成型刀具的结构可以参见附图1。这样在使用车床加工多线切分轧辊时,由于二次装夹 刀具,精确度会出现编差,并且由于刀具没有后角(锥度)加工不长时间就会出现较大的运 行阻力,加工效率较低。
技术实现要素:
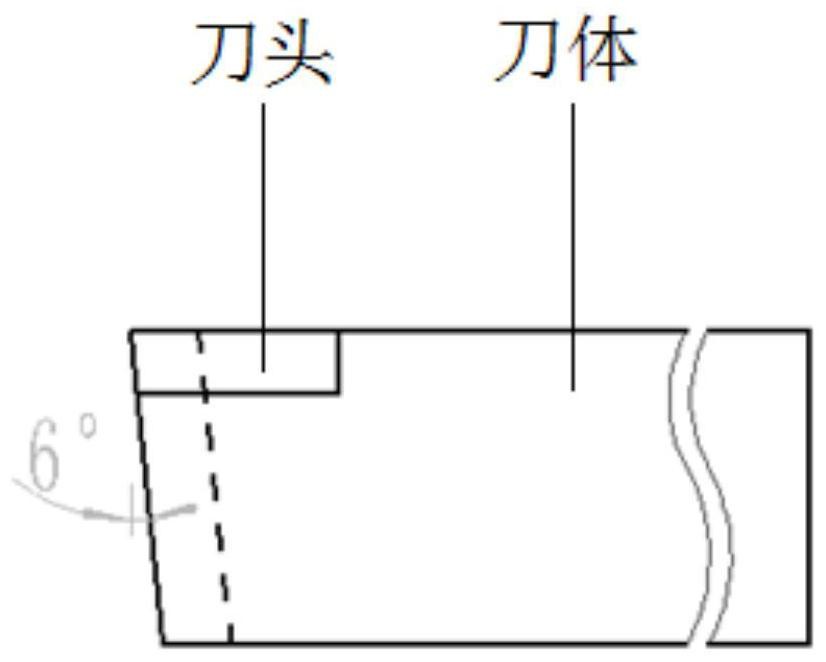
为解决上述现有技术中存在的技术问题,本发明提供了一种棒线材用孔型刀具及 其线切割成型方法。具体技术方案如下: 第一方面,提供了一种棒线材用孔型刀具,所述刀具包括刀头和刀体,所述刀头和 所述刀体连接在一起,所述刀头和所述刀体的前端共面形成刀具面,所述刀具面为锥面且 与轧辊加工面之间形成有预设夹角。 在一种可能的设计中,所述刀头通过焊接方式连接在所述刀体上。 在一种可能的设计中,所述刀头和所述刀体为一体成型结构。 在一种可能的设计中,所述刀头的前端为三切分哑铃孔型。 在一种可能的设计中,所述刀具面与轧辊加工面之间的夹角为6度。 第二方面,提供了一种如上述任一项所述的棒线材用孔型刀具的线切割成型方 法,所述方法包括: 在线切割控制端绘制输入工艺孔型图P1; 调出工艺孔型图P1,根据工艺孔型图绘制直线和辅助线; 定位线切割钼丝起点; 生成平面代码和变锥锥度加工单; 生成变锥等距图形,显示待加工的带锥度轨迹线P2; 根据工艺孔型图P1、带锥度轨迹线P2和工件厚度合成待加工锥度面P3并记录,每 3 CN 111604512 A 说 明 书 2/3 页 次加工调用待加工锥度面P3。 在一种可能的设计中,定位线切割钼丝起点时,补偿0.1mm作为钼丝切割损耗。 本发明技术方案的主要优点如下: 本发明的棒线材用孔型刀具及其线切割成型方法,刀头和刀具共面形成的刀具面 成锥度设计,可以避免在轧辊加工过程中刀体底部与轧辊接触而发生“啃辊”现象,在后期 刀具修磨过程中需要修磨的表面面积明显减少,更易于修磨刀具孔型精度的掌控,满足棒 线材高精度料型控制。更易于修磨,同时减少了砂轮片的消耗。 附图说明 此处所说明的附图用来提供对本发明实施例的进一步理解,构成本发明的一部 分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附 图中: 图1为现有技术提供的普通成型刀具的结构示意图; 图2为本发明一实施例提供的棒线材用孔型刀具的主视图; 图3为本发明一实施例提供的棒线材用孔型刀具的俯视图; 图4为本发明一实施例提供的棒线材用孔型刀具的加工过程示意图。











