
技术摘要:
本发明提供了一种汽车金属部件红外探测及修复方法,该方法包括以下步骤:步骤一:将需要修复的汽车金属部件用固定装置放入检测室,通过红外线检测装置检测所需修复的部位;步骤二:检测完成后进入熔化室,进行常温冷熔;步骤三:冷熔完成后进入热镀锌室,通过加热器将 全部
背景技术:
研究红外辐射的产生、传播、转化、测量及其应用的技术科学。通常人们将其划分 为近、中、远红外三部分。近红外指波长为0.75-3.0微米;中红外指波长为3.0-20微米;远红 外则指波长为20-1000微米。在光谱学中,波段的划分方法尚不统一,也有人将0.75-3.0微 米、3.0-40微米和40-1000微米作为近红外、中红外和远红外波段。另外,由于大气对红外辐 射的吸收,只留下三个重要的“窗口”区,即1-3微米、3-5微米和8-13微米可让红外辐射通 过,因而在军事应用上,又分别将这三个波段称为近红外、中红外和远红外。 由于锌的标准电极电位负于铁,因此在水和潮湿的空气中镀锌层具有牺牲阳极保 护钢基的作用,从而可以大大的延长钢材的使用寿命。在工业上常用的镀锌层有热浸镀锌、 电镀锌、机械镀锌和热喷涂(镀)锌等,其中热镀锌约占镀锌总量的95%,热镀锌用锌量在世 界范围内占锌产量的40%,在中国约占锌产量的30%左右。 热镀锌是将钢、不锈钢、铸铁等金属浸入熔融液态金属或合金中获得镀层的一种 工艺技术。热镀锌是当今世界上应用最广泛、性能价格比最优的钢材表面处理方法。热镀锌 产品对钢铁的减蚀延寿、节能节材起着不可估量和不可替代的作用,同时镀层钢材也是国 家扶植和优先发展的高附加值短线产品。 随着西部大开发战略的实施,西电东送、西气东输、南水北调、三峡工程、农网及城 市电网二网改造等项目的深入展开,我国热镀锌行业已进入新一轮的高速发展阶段。 例如中国专利申请号:CN209716900U,公开了一种修复电站严重磨损金属部件的 装置,其结构包括支撑脚、固定座、放置基板、YAG激光器、电源导线、送粉器、波纹管、分粉 器、控制器、显示屏、按钮、连接块、激光发射头、聚光镜和升降装置,该实用新型的一种修复 电站严重磨损金属部件的装置,通过在激光发射头后端设置有升降装置,伺服马达得电进 行机械运动,通过联轴器带动滚珠丝杆在传动座和支撑座上端进行传动,进而使滚珠丝杆 带动滑动座进行移动,从而使滑动座带动顶部的滑动板通过滑块在滑轨上端进行滑动,进 而使滑动板带动激光发射头向下端进行移动,解决了现有修复电站严重磨损金属部件的设 备其结构复杂,并且无法自动调节激光器的发生高度,导致修复效率低的问题。 在上述结构中,运用的范围较小,没有运用红外线探测技术,未采用智能控制系 统,智能化程度低,
技术实现要素:
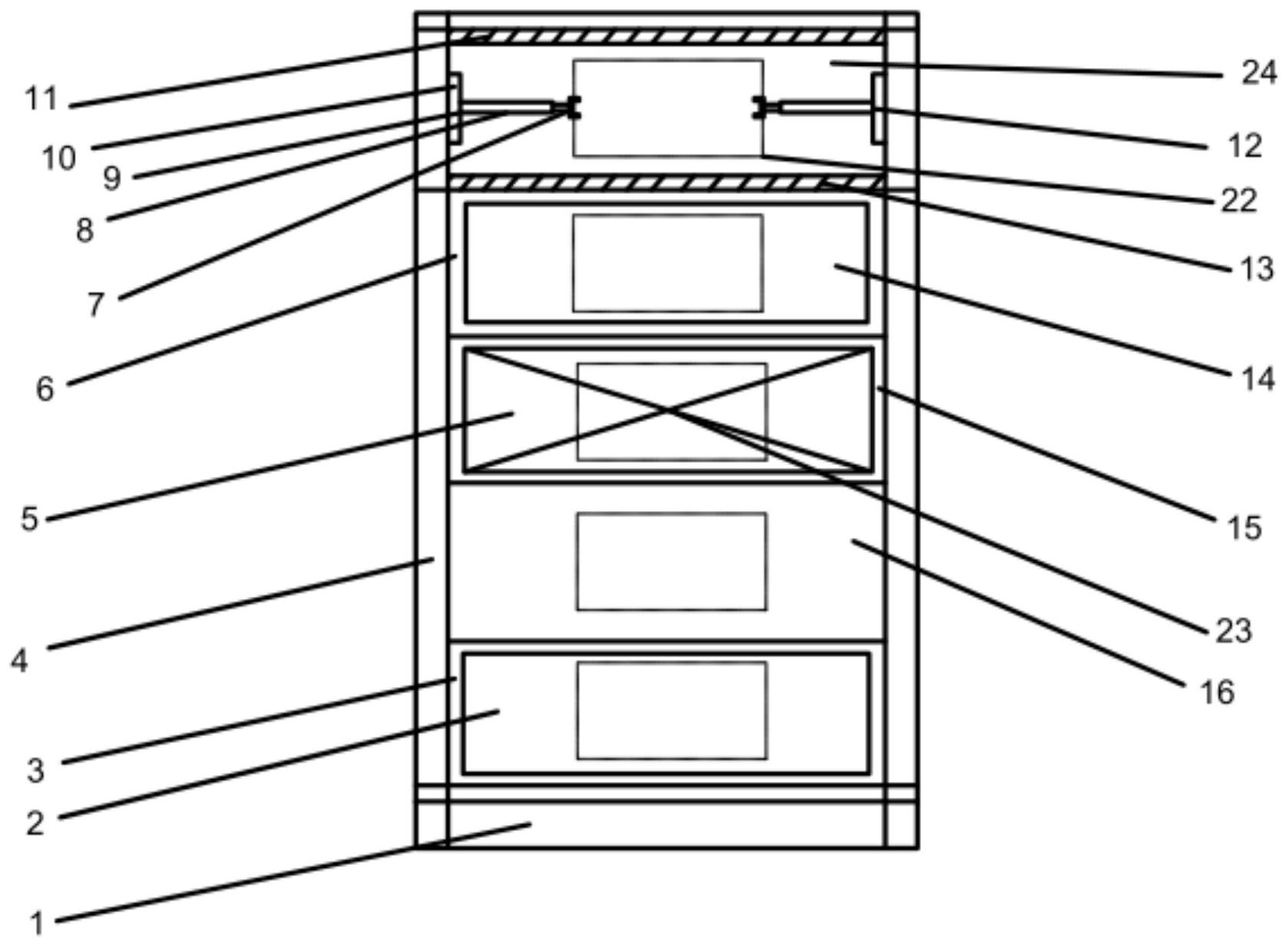
为克服现有技术中存在的运用的范围较小,没有运用红外线探测技术,未采用智 能控制系统,智能化程度低的问题,本发明提供了一种汽车金属部件红外探测及修复方法。 本发明公开一种汽车金属部件红外探测及修复方法,其特征在于,该方法包括以 4 CN 111579556 A 说 明 书 2/5 页 下步骤: 步骤一:将需要修复的汽车金属部件用固定装置放入检测室,通过红外线检测装 置检测所需修复的部位; 步骤二:检测完成后进入熔化室,进行常温冷熔; 步骤三:冷熔完成后进入热镀锌室,通过加热器将镀锌室加热后镀锌,防止腐化; 步骤四:镀锌后进入修复室,红外线检测模块监测汽车金属部件的需要修复的位 置后,定位模块定位,挤压转子将材料室中的修复材料挤出,由抹平装置进行抹平,自动提 取模块提取汽车金属部件上的颜色,反馈模块自动提取模块提取到的颜色反馈给系统,调 色模块所述反馈模块反馈的信息将物料桶中的颜料进行调色; 步骤五:修复完成的汽车金属部件进入烘干室,由烘干器进行烘干。 在此基础上,所述汽车金属部件红外探测及修复方法使用汽车金属部件红外探测 及修复装置,所述汽车金属部件红外探测及修复装置包括外壳、底座、检测室、熔化室、热镀 锌室、修复室和烘干室和控制系统,所述外壳内安装检测室、熔化室、热镀锌室、修复室和烘 干室,所述烘干室安装在所述底座上方,所述修复室安装在上所述烘干室上方,所述热镀锌 室安装在所述修复室上方,所述熔化室安装在所述热镀锌室上方,所述检测室安装在所述 熔化室上方,所述检测室内安装固定装置和红外线监测装置,所述固定装置安装在所述检 测室左右两侧内壁上,所述红外线检测装置安装在所述检测室上下两侧,所述固定装置包 括第一机械臂、第二机械臂,所述第一机械臂包括移动台、旋转轴和固定夹,所述旋转轴连 接所述移动台,所述固定夹安装在所述旋转轴上,所述移动台固定在所述外壳的内壁上,所 述红外线监测装置包括红外线发射器和红外线接收器,所述红外线发射器安装在所述检测 室的顶部,所述红外线接收器安装在所述检测室底部,所述熔化室内安装熔化装置,所述热 镀锌室内安装热镀锌装置,所述热镀锌装置包括加热器和锌液室,所述加热器安装在所述 锌液室内,所述加热器连接电源,所述修复室内安装修复装置,所述修复装置包括材料室、 挤压装置、调色装置、物料桶和抹平装置,所述挤压装置安装在所述材料室外部,所述调色 装置连接所述物料桶,所述抹平装置安装在所述汽车金属部件外侧,所述烘干室内安装烘 干器。 在此基础上,所述熔化装置采用常温冷熔的方式。 在此基础上,所述控制系统包括红外线检测模块、定位模块、自动提取模块、反馈 模块、调色模块,所述红外线检测模块用于监测所述汽车金属部件的需要修复的位置,所述 定位模块定位所述需要修复的位置,所述自动提取模块用于提取所述汽车金属部件上的颜 色,所述反馈模块用于将所述自动提取模块提取到的颜色反馈给系统,所述调色模块用于 根据所述反馈模块反馈的信息进行调色。 在此基础上,所述热镀锌装置采用500度高温加热。 在此基础上,所述第二机械臂和所述第一机械臂结构相同,所述第二机械臂和所 述第一机械臂对称分布在所述外壳内壁两侧。 在此基础上,所述所述第一机械臂和所述第二机械臂之间为所述汽车金属部件。 与现有技术相比,本发明的有益效果是: (1)本发明的汽车金属部件红外探测及修复方法,该发明使用汽车金属部件红外 探测及修复装置,采用一体化检测以及修复,结构简单,布局合理。 5 CN 111579556 A 说 明 书 3/5 页 (2)本发明的汽车金属部件红外探测及修复方法,该发明使用汽车金属部件红外 探测及修复装置,采用红外探测技术,操作安全、灵敏度高、诊断率高。 (3)本发明的汽车金属部件红外探测及修复方法,固定装置采用旋转轴旋转,保证 红外探测的全面性。 (4)本发明的汽车金属部件红外探测及修复方法,该发明使用汽车金属部件红外 探测及修复装置,采用常温冷熔,不会产生内应力,不会存在热变形和软化现象。 (5)本发明的汽车金属部件红外探测及修复方法,该发明使用汽车金属部件红外 探测及修复装置,安装烘干室,保证修复后汽车金属部件的干燥性。 附图说明 图1是本发明的汽车金属部件红外探测及修复方法的主视结构示意图; 图2是本发明的汽车金属部件红外探测及修复方法的修复室结构示意图。 其中:1、底座,2、烘干器,3、烘干室,4、外壳,5、锌液室,6、熔化室,7、固定夹,8、旋 转轴,9、移动台,10、第一机械臂,11、红外线发射器, 12、第二机械臂,13、红外线接收器, 14、熔化装置,15、热镀锌室,16、修复室,17、挤压装置,18、材料室,19、抹平装置,20、物料 桶,21.调色装置, 22、汽车金属部件,23、加热器,24、检测室。











