
技术摘要:
本发明涉及一种用于制造飞行器中央机翼箱盒的方法,该飞行器中央机翼箱盒从由复合材料制成的多个U形型材区段(44)和C形型材区段(46)并且从形成在所述U形型材区段和C形型材区段上的纤维增强物的外蒙皮(48)来制造。所述方法的特征在于,所述C形型材区段(46)和所述U形型材 全部
背景技术:
如图1中展示的,飞行器的结构包括由中央机翼箱盒14连接的机身10和机翼结构 12。 根据图2中所展示的第一实施例,中央机翼箱盒14包括上部面板16、下部面板18、 前部翼梁20、以及后部翼梁22。 对于本说明书的其余部分,内部表面或面与面向朝向中央机翼箱盒14内部的表面 或面相对应。相反,外部表面或面与面向朝向中央机翼箱盒14外部的表面或面相对应。 每个面板或翼梁16至22被加强并且在其内部面上包括加强件24。 根据第一实施例,上部面板16和下部面板18以及前部翼梁20和后部翼梁22通过由 铝合金制成的金属元件彼此独立地产生,这些金属元件以形成加强件24的方式被机加工。 然后,使用L形支架26将上部面板16和下部面板18以及前部翼梁20和后部翼梁22一个接一 个地组装以形成中央机翼箱盒14。 这些组装操作很长并且对中央机翼箱盒14的成本具有显著影响。 根据文件EP 2590856中描述的第二实施例,通过围绕核心或围绕模具铺放纤维增 强物,由复合材料制成中央机翼箱盒,该模具具有与中央机翼箱盒的四个面和横截面完全 相同的四个面和横截面。为了获得加强件,在模具的面的情况下由U形横截面的复合材料制 成的型材区段以及在模具的每个边缘拐角处的由C形横截面的复合材料制成的型材区段被 安排成完全围绕该模具。每个U形型材区段包括腹板和与该腹板近似垂直的两个凸缘。每个 C形型材区段包括L形中心部分和两个凸缘,该L形中心部分的每一侧上有一个凸缘。 U形型材区段和C形型材区段是并置的,其方式为使得两个邻近的型材区段的凸缘 牢固地抵靠彼此以形成加强件,并且其方式为使得型材区段的腹板和L形中心部分压靠模 具。 为实现这个,对于每个加强件,该模具包括凹槽,在这些凹槽中的每个凹槽中定位 了两个邻近的型材区段的两个压靠在一起的凸缘。 然后,例如通过卷绕在U形型材区段的腹板和C形型材区段的L形中心部分上铺放 纤维增强物。 在放置纤维增强物结束时,由型材区段和纤维增强物构成的组件被聚合。 根据此第二实施例,上部面板16和下部面板18以及前部翼梁20和后部翼梁22的几 何形状受到以下各项的掌控程度直接影响: -每个型材区段的凸缘或L形中心部分的厚度, -每个型材区段的腹板或L形中心部分的外部面的几何形状和表面光洁度。 3 CN 111605222 A 说 明 书 2/6 页 此外,中央机翼箱盒的机械性质还与U形型材区段和C形型材区段的机械性质相 关,这些型材区段不得具有多孔性。 文件EP 2334486提出了一种用于制造U形型材区段的方法。根据此文件,首先,通 过在具有U形横截面的心轴上铺放纤维铺层来产生预成形件。然后,预成形件被定位在模具 与反模具之间,使得该预成形件可以浸渍以树脂并且在高温下聚合。最终,预成形件在真空 下、在100℃至150℃量级的高温下被压紧,以便避免型材区段的拐角处的缺陷。 在此制造方法期间,许多气泡被捕获在纤维铺层之间,使得型材区段多孔。 本发明力图克服现有技术的缺点。
技术实现要素:
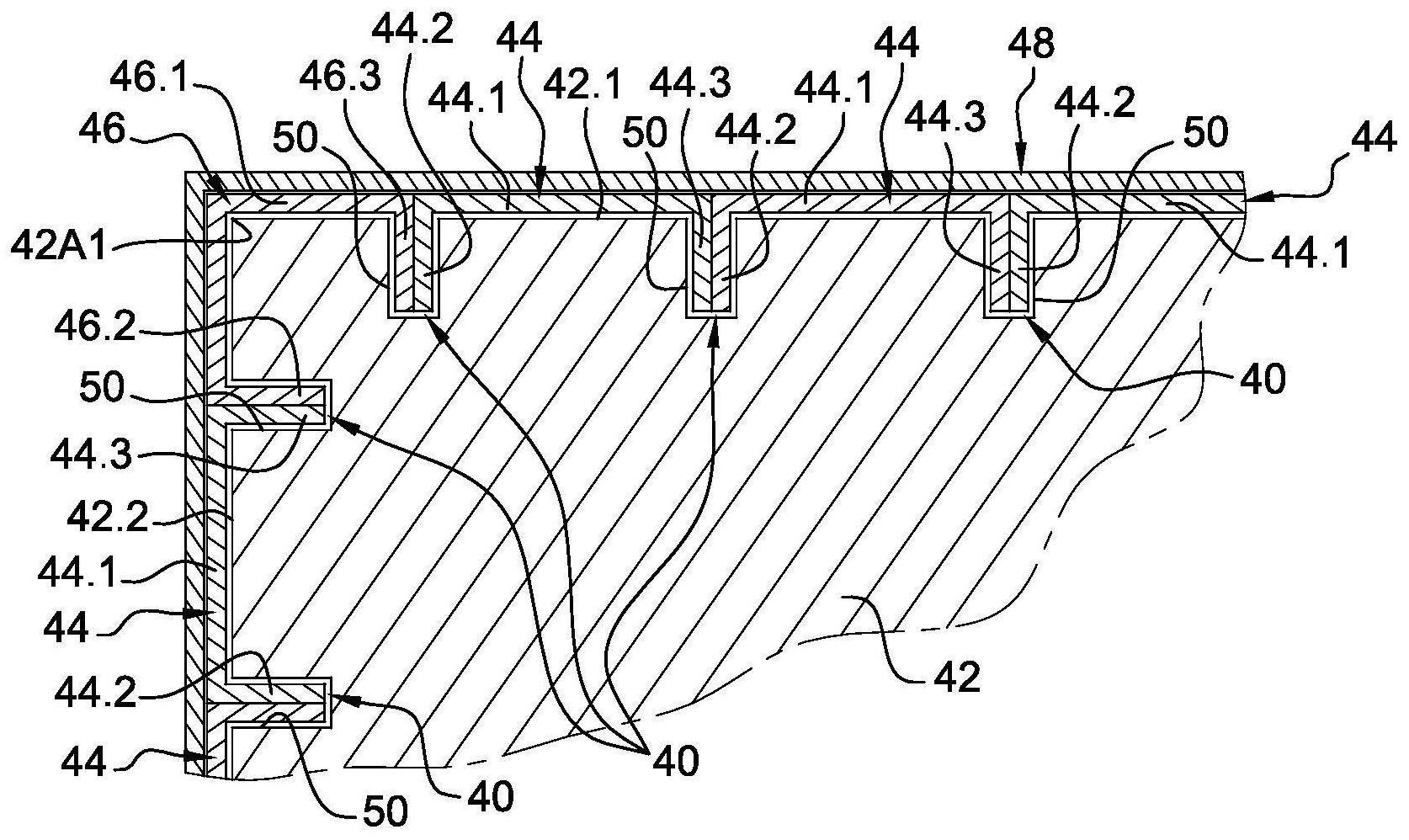
为此目的,本发明的一个主题是一种用于从由复合材料制成的多个U形型材区段 和C形型材区段并且从形成在所述U形型材区段和C形型材区段上的纤维增强物的外蒙皮制 造飞行器中央机翼箱盒的方法,所述U形型材区段各自具有腹板和与所述腹板近似垂直的 两个凸缘,所述C形型材区段各自具有L形中心部分和两个凸缘,所述L形中心部分每一侧上 有一个凸缘, 所述制造方法包括以下步骤: -将并置的所述U形型材区段和C形型材区段放置成完全围绕模具,使得两个邻近 的型材区段的所述凸缘牢固地抵靠彼此以形成加强件,所述加强件被定位在所述模具的凹 槽之一中,并且使得所述U形型材区段的腹板和所述C形型材区段的L形中心部分压靠所述 模具, -将所述外蒙皮放置在所述U形型材区段的腹板和所述C形型材区段的L形中心部 分的外部面上, -聚合,并且 -脱模。 根据本发明,用于制造所述中央机翼箱盒的所述方法的特征在于,所述C形型材区 段和所述U形型材区段通过涉及形成步骤的方法获得,所述形成步骤以大于或等于7巴的压 力并且以小于或等于90℃的温度进行。 在固化之前,此形成步骤使得可以减小多孔性、控制C形型材区段和U形型材区段 的厚度、并且最终改善所获得的中央机翼箱盒的机械性质。 根据另一个特征,所述C形型材区段和所述U形型材区段通过涉及形成步骤的挤拉 成型方法获得,所述形成步骤包括以大于或等于7巴的压力并且以小于或等于90℃的温度 压缩经树脂浸渍的纤维增强物的子步骤。 根据一个过程,所述压缩子步骤以包括在12巴与15巴之间的压力和/或以65℃量 级的温度执行。 根据另一个特征,所述C形型材区段和所述U形型材区段是从预浸渍的纤维增强物 获得。 本发明的另一个主题是一种飞行器中央机翼箱盒,所述飞行器中央机翼箱盒从根 据前述特征之一所述的制造方法获得。 4 CN 111605222 A 说 明 书 3/6 页 附图说明 进一步的特征和优点将从本发明的以下描述中变得明显,该描述单纯是通过举例 方式参照附图给出的,在附图中: -图1是飞行器机身的包括中央机翼箱盒的部分, -图2是根据现有技术的第一实施例的中央机翼箱盒在组装之前的透视图, -图3是根据本发明的一个实施例获得的中央机翼箱盒的透视图, -图4是穿过模具并且穿过添加至该模具的型材区段的横截面,展示了本发明的一 个实施例, -图5是U形型材区段的透视图,展示了本发明的一个实施例, -图6是C形型材区段的透视图,展示了本发明的一个实施例,并且 -图7是描绘用于通过挤拉成型制造型材区段的装置的多个不同的工作站的图示。











