
技术摘要:
本发明公开了一种筷子分拣检测装置及其检测算法,包括机架,机架的顶部固定安装有左侧挡板、侧面挡板、底部挡板和右侧挡板,右侧挡板的一侧固定安装有提升架。该筷子分拣检测装置,通过利用相机代替人眼睛去完成识别,测量、定位等功能,代替人工完成对存在污点或者霉 全部
背景技术:
筷子作为我们的日常生活用品,与我们的生活息息相关。竹木材经选材、分类、净 条、束直、烘干、旋制、切割以及端头轧制后被制成竹木质的筷子,在筷子初步成型后,为了 保证筷子生产过程中后续的质检和包装的顺利进行,需要将筷子中带有污点或者霉斑以及 缺边的筷子剔除,目前一般采用人工的方式对这些不合格品进行挑选剔除,但是如果仅仅 通过人工进行分拣和整理,会耗费大量的人工成本,而且非常容易漏检并且容易出现二次 污染,而影响后续工作的进行。 目前市场上也有一些筷子的分拣装置,例如:CN104690009A公开了斜吹出料质检 机,包括机架、位于机架一端的上料机构、与上料机构相配的料斗和水平链条输送机构、设 置在水平链条输送机构上的粗细检测机构、弯曲检测机构、长短检测机构、接料箱、与接料 箱相配的吹风口;水平链条输送机构包括与上料机构相配的第一水平链条输送机构和第二 水平链条输送机构,在第一水平链条输送机构和第二水平链条输送机构之间有向上和向下 运行的斜向链条输送机构;接料箱和吹风口设置在斜向链条输送机构上。该斜向链条输送 机构的具体结构并没有公开什么结构的支架能满足传送要求的。CN204568095U公开了一种 筷子大小头自动分拣码放装置,包括机架,支座,入料机构,上料机构,分拣机构和码放机 构:所述分拣机构包括分拣杆和固定底座,所述分拣杆为“1”型的圆杆;所述码放机构包括 第一限位板、第二限位板、侧板、使用框、下挡皮和支撑架,所述第一限位板和所述第二限位 板均为瓦状薄板,所述第一限位板、所述第二限位板、所述使用框、所述侧板和所述下挡皮 形成一个供筷署三次减速后顺利掉入所述使用框的接料空间。该装置利用筷子几何中心与 质量中心不一致的特点进行分拣,该分拣方法不仅分拣速度比较慢,而且对设备的安装要 求以及设备的振动大小要求比较高,否则容易出现分拣不准的情况,并且,当需要分拣的筷 子形状和规格发生变化时,就需要对核心部件进行相应的更换才能进行,基于以上几种筷 子分拣检测装置存在的缺陷。我们亟待解决目前分拣速度慢、分拣准确率低的现状研发了 一种筷子分拣检测装置以满足需求。
技术实现要素:
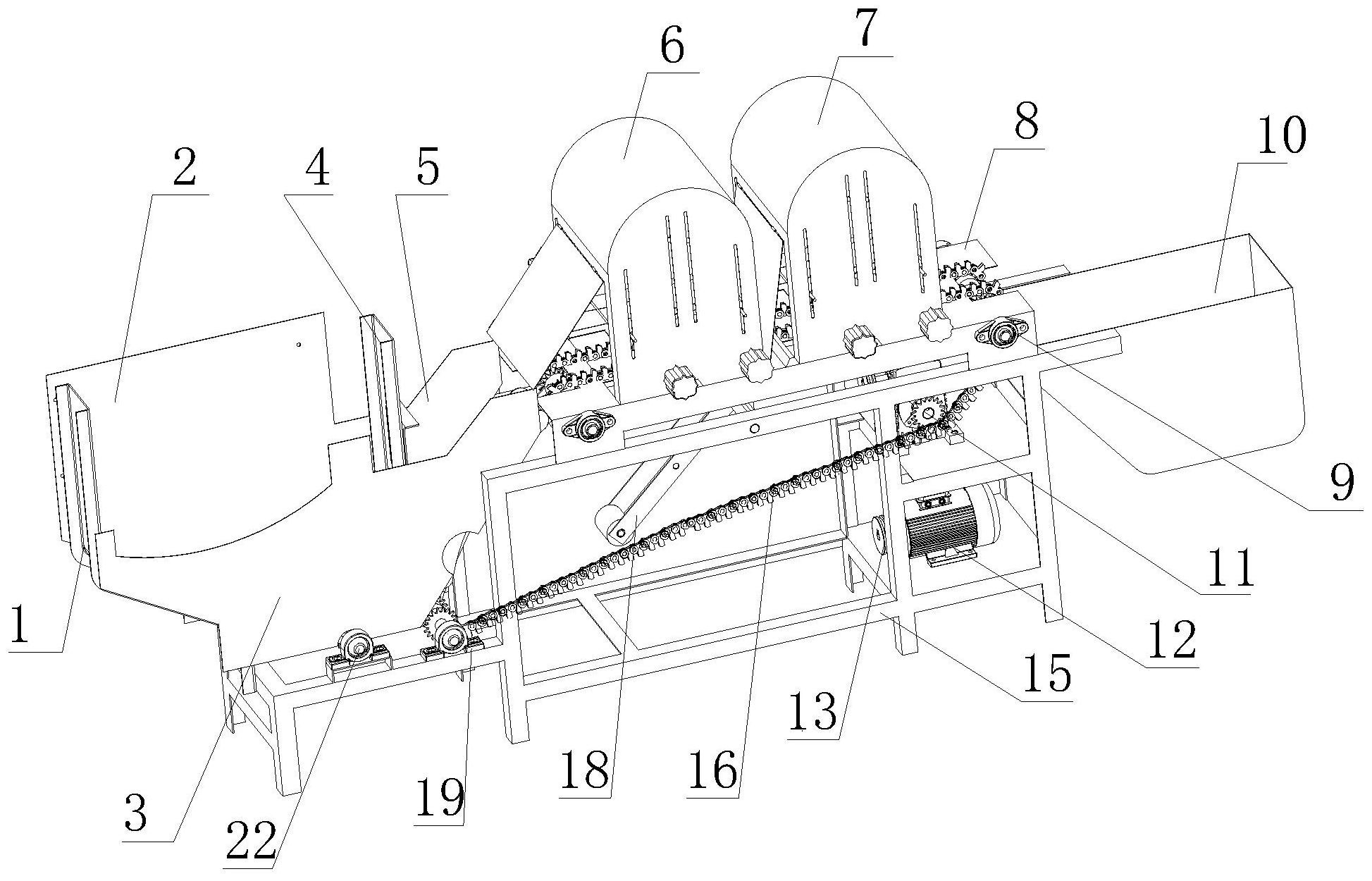
针对现有技术的不足,本发明提供了一种筷子分拣检测装置,解决了现有的筷子 的分拣装置,分拣速度比较慢,而且对设备的安装要求以及设备的振动大小要求比较高,否 则容易出现分拣不准的情况的问题,而提出一种筷子分拣检测装置。 本发明的目的可以通过以下技术方案实现:一种筷子分拣检测装置,包括机架,所 述机架的顶部固定安装有左侧挡板、侧面挡板、底部挡板和右侧挡板,所述右侧挡板的一侧 固定安装有提升架,所述提升架的底部与机架的顶部固定安装,所述机架的顶部固定安装 4 CN 111545483 A 说 明 书 2/6 页 有第一检测箱和第二检测箱,所述机架的中部设置有上料传送链,所述上料传送链的外表 面穿过第一检测箱和第二检测箱,且上料传送链首尾相互连接,所述上料传送链活动安装 在机架的中部,所述机架的内壁固定安装有减速器,所述减速器的齿轮与上料传送链上的 齿牙啮合,所述机架底部的横板上固定安装有电动机,所述电动机的输出轴与皮带轮的侧 面固定安装,所述皮带轮的外表面套接有皮带,所述皮带轮通过皮带与减速器的传动轴上 的皮带轮活动安装,所述机架的外壁固定安装有带座菱形座,所述带座菱形座上安装有传 动轴,传送轴的外表面设置有传动链轮与上料传送链上的齿牙啮合,所述机架的上端外表 面靠近一侧的位置固定安装有翻转块,所述机架的一端固定安装有合格品箱,所述机架的 后端外表面固定安装有张紧装置,所述张紧装置的调节头与上料传送链的齿牙活动啮合, 所述机架的内壁转动连接有链轮,所述机架的正面固定安装有带座立式轴承座,所述带座 立式轴承座的前端外表面设置有凸轮装置,所述链轮的表面与上料传送链的表面啮合,所 述链轮和凸轮装置之间套接有传动链,所述链轮通过传动链与凸轮装置传动连接,所述左 侧挡板的底部固定安装有底板,所述提升架的底部固定安装有下挡板,所述提升架的顶部 固定安装有连接块,所述连接块与上料传送链上的转动轴转动连接,所述第一检测箱和第 二检测箱内腔的顶部固定安装有检测平板。 进一步在于:所述凸轮装置包括凸轮轴,所述凸轮轴的表面固定套接有凸轮,所述 凸轮与底板的底部转动连接。 进一步在于:所述第一检测箱和第二检测箱均包括箱体外壳,所述箱体外壳的一 侧外表面铰接有翻转门,所述箱体外壳的前端外表面和后端外表面均开设有相机导槽和灯 条导槽,所述箱体外壳的前端外表面靠近两侧的位置均固定安装有喷气泵,所述箱体外壳 的内部固定安装有相机和灯条视觉检测装置。 进一步在于:所述上料传送链的外表面固定安装有多个卡接凸块,所述卡接凸块 的一侧外表面卡接有筷子本体,所述上料传送链的后端外表面固定安装有限位条体,所述 机架的前端外表面固定安装有废品收集箱。 进一步在于:所述凸轮装置的前端外表面固定安装有外圆块,所述外圆块的前端 外表面转动连接有凸轮,所述凸轮的内部设置有转轴。 一种筷子分拣装置用检测算法,该方法具体包括以下步骤: 步骤一:确定图像采集设备参数; 步骤二:通过外触发传感设备触发图像采集设备进行实时图像采集; 步骤三:以链条节点宽度对图像进行矩形感兴趣区域分割,使得每个感兴趣区域 内最多只有一根筷子图像; 步骤四:将感兴趣区域图像转化成灰度图像,通过canny算子采用图像信号函数极 大值判断图像的边缘像素点,查找整个图像边缘,自动检测有无筷子边缘,筷子边缘存在则 表示该感兴趣区域图像中有筷子; 步骤五:若无筷子,对该图像不做任何处理; 步骤六:如有筷子,对图像进行阈值化处理,通过轮廓检测法,查找所有面积大于 一定阈值的轮廓个数,轮廓数大于1判断图像中筷子上存在较明显缺陷,算法程序结束;轮 廓数等于1,则进入以下步骤; 步骤七:通过阈值分割技术去除图像中除筷子部分以外的背景图像,采用Gamma变 5 CN 111545483 A 说 明 书 3/6 页 换增强图像对比度,以突出缺陷特征,利用快速区域方法寻找筷子图像表面的连通域,标记 出筷子表面缺陷; 步骤八:由于筷子表面缺陷部分像素值与正常区域相比会存在较明显差异,将筷 子图像分成若干段,通过水平投影算法与分块特征统计法,统计并对比每一段筷子图像像 素投影值,即RGB,HSV色彩空间中各色彩通道的均值与标准差是否有较大变化,判断图像中 筷子表面是否存在缺陷以及对缺陷位置定位。 与现有技术相比,本发明的有益效果是: 1、该筷子分拣检测装置,通过提升架、第一检测箱、第二检测箱、翻转块、棱形转动 轴、合格品箱、减速器、电动机、皮带轮、皮带、机架、上料传送链、废品收集箱、张紧装置、链 轮、传动链、带座立式轴承座、凸轮装置、底板、凸轮轴、下挡板、连接块、检测平板和限位条 的配合使用,从而起到了通过利用相机代替人眼睛去完成识别,测量、定位等功能,代替人 工完成条码字符、裂痕、包装、表面图层是否完整、凹陷等检测,使用视觉检测系统能有效的 提高生产流水线的检测速度和精度,大大提高产量和质量,降低人工成本,同时防止因为人 眼疲劳而产生的误判,并利用相机拍照,通过计算机视觉捕捉到筷子的缺陷后,发送命令 使,电动机带动的传动链降低传动速度,并且通过喷气泵打开将筷子吹出掉入废品收集箱 内,从而大大的提高了分拣准确率并加快了筷子的分拣效率和质量。 附图说明 为了便于本领域技术人员理解,下面结合附图对本发明作进一步的说明。 图1为本发明结构整体示意图; 图2为本发明的正面内部剖视图; 图3为本发明的提升上料局部示意图; 图4为本发明的第一检测箱局部放大示意图; 图5为本发明的局部侧面放大示意图; 图6为本发明的上料传送链的局部剖视图; 图7为本发明的凸轮装置的正面剖视图; 图8为本发明的图3的A处放大示意图; 图9为本发明的检测算法流程图。 图中:1、左侧挡板;2、侧面挡板;3、底部挡板;4、右侧挡板;5、提升架;6、第一检测 箱;7、第二检测箱;8、翻转块;9、带座菱形座;10、合格品箱;11、减速器;12、电动机;13、皮带 轮;14、皮带;15、机架;16、上料传送链;17、废品收集箱;18、张紧装置;19、链轮;20、传动链; 21、带座立式轴承座;22、凸轮装置;23、底板;24、凸轮轴;25、下挡板;26、连接块;27、检测平 板;28、限位条;29、筷子本体;30、卡接凸块;61、翻转门;62、箱体外壳;63、相机导槽;64、灯 条导槽;65、喷气泵;66、灯条视觉检测装置;67、相机;221、外圆块;222、凸轮;223、转轴。











