
技术摘要:
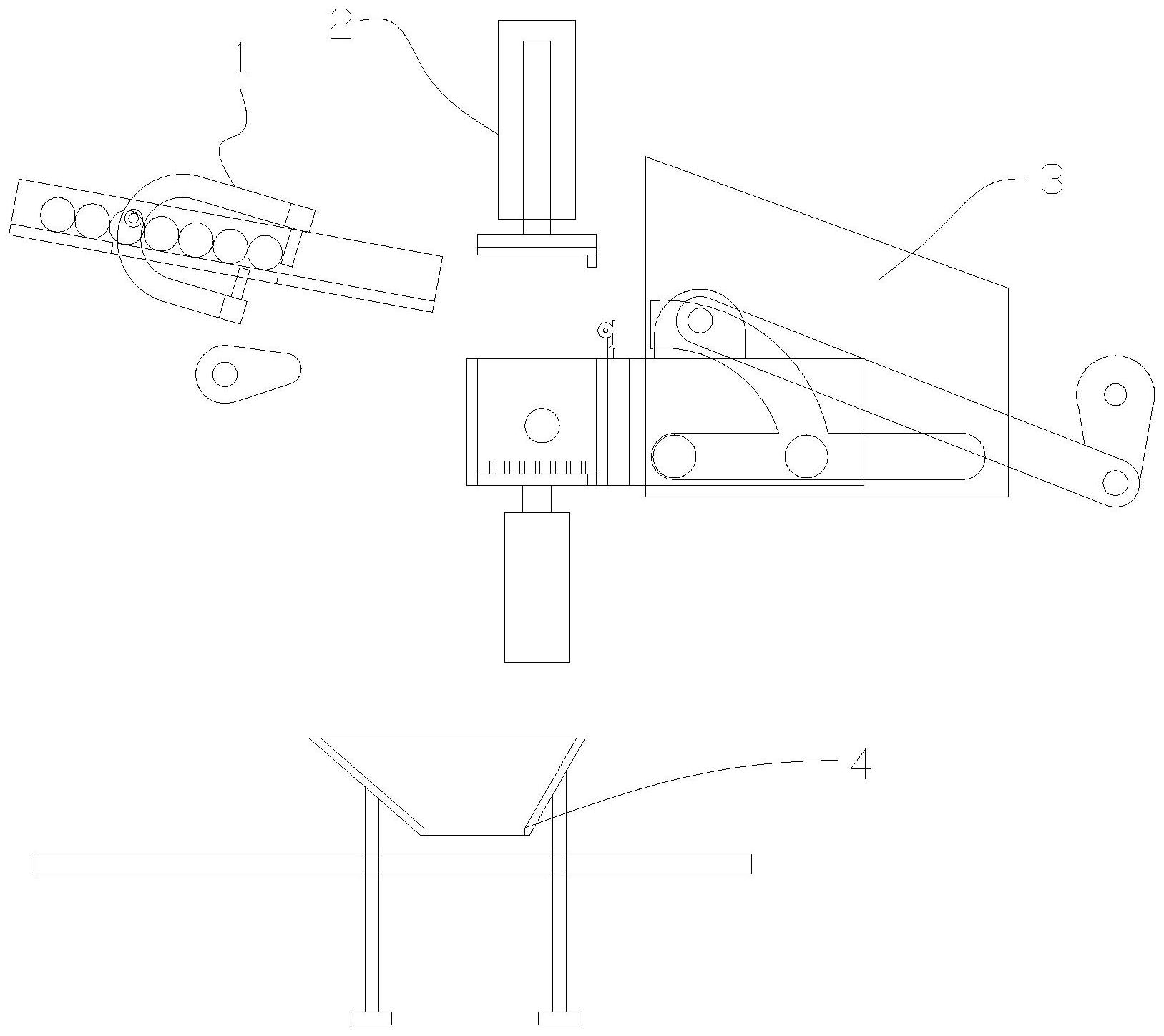
本发明公开了一种全自动鞋底加工装置,其结构包括下料装置、热压装置、成型装置、收纳斗,下料装置具有下料口,且该下料口位于热压装置和成型装置之间,热压装置位于成型装置上方且热压装置与成型装置相契合,成型装置可翻转且翻转后的排料口位于收纳斗上侧,通过下料 全部
背景技术:
鞋底生产过程中,一般用上压板模、下鞋身模和包裹在内的模芯构成一定形状的 型腔之后注塑成型,但现有技术中通常还是由人工进行投料,使用模具进行成型,后再由人 工进行取模,自动化程度低,在操作过程容易受人工不可避免的因素出现投料过多或过少, 且操作高温且笨重的模具时容易发生安全隐患,且加工效率低。
技术实现要素:
为了实现上述目的,本发明是通过如下的技术方案来实现:一种全自动鞋底加工 装置,其结构包括下料装置、热压装置、成型装置、收纳斗,所述下料装置具有下料口,且该 下料口位于热压装置和成型装置之间,所述热压装置位于成型装置上方且所述热压装置与 成型装置相契合,所述成型装置可翻转且翻转后的排料口位于收纳斗上侧。 为优化上述技术方案,进一步采取的措施为: 根据一种优选方式,所述下料装置包括支架、上卡杆、下卡杆、下料凸轮、开口槽、料架、 铰链件,所述上卡杆和下卡杆均与支架固定连接,所述支架为“C”字状,所述上卡杆和下卡 杆均为“L”状,所述下料凸轮安装于支架底部,所述开口槽位于料架底部且为一体结构,所 述料架具有斜面右侧为下料口,所述支架通过铰链件安装于料架上,所述下料凸轮后侧连 接驱动电机。 根据一种优选方式,所述热压装置为气缸,且该气缸活塞安装有鞋底上模具和加 热器,加热器加热作用于上模具上,且该鞋底上模具一角设有凸点。 根据一种优选方式,所述成型装置包括安装板、连杆、驱动凸轮、滑槽、卡块、凸点 槽、下气缸、成型腔、转盘、拨杆、成型座,所述安装板与滑槽为一体化结构,所述滑槽底部为 长条状且中部往上为弧状,所述连杆与驱动凸轮铰链连接,所述连杆另一端与成型座铰链 连接,所述驱动凸轮后侧连接驱动电机,所述卡块设有两个均插入滑槽内,所述卡块与成型 座固定连接,所述下气缸上安装有下模具,且凸点槽位于下模具上,所述下气缸的下模具安 装于成型腔内,所述拨杆固定安装于转盘外沿,所述转盘连接马达,所述拨杆位于成型腔一 侧。 根据一种优选方式,所述收纳斗为漏斗状,且所述收纳斗底部设有传输带。 根据一种优选方式,所述热压装置的上模具凸点插入凸点槽。 根据一种优选方式,所述热压装置的上模具和下气缸的下模具相契合。 有益效果 本发明通过下料装置实现现有技术中为解决的定量投胶过程,无需人工进行投料,且 下料量可把控,无需人工参与。 本发明通过将上模具安装在热压装置上,并配合成型装置里的下模具自动实现鞋 3 CN 111605113 A 说 明 书 2/3 页 底的成型,无需人工操作模具,方便实用自动化程度高。 本发明通过成型装置将成型的鞋底翻转,并利用拨杆将成型的鞋底取下,无需人 工取模,自动化程度高,且避免笨重的模具对工人产生安全隐患,并通过收纳斗对成型的鞋 底进行传输。 附图说明 为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述中的附图作详 细地介绍,以此让本发明的其它特征、目的和优点将会变得更明显: 图1为本发明一种全自动鞋底加工装置的结构示意图。 图2为本发明下料装置的结构示意图。 图3为本发明图2的俯视结构示意图。 图4为本发明成型装置的结构示意图。 图5为本发明成型装置工作的结构示意图。 附图标记说明:下料装置-1、热压装置-2、成型装置-3、收纳斗-4、支架-101、上卡 杆-102、下卡杆-103、下料凸轮-104、开口槽-105、料架-106、铰链件-107、安装板-301、连 杆-302、驱动凸轮-303、滑槽-304、卡块-305、凸点槽-306、下气缸-307、成型腔-308、转盘- 309、拨杆-310、成型座-311。











