
技术摘要:
本发明公开了一种中间包烘烤防护系统,包括烘烤器、设于烘烤器下方的中间包,以及PLC控制器,所述烘烤器包括烧嘴、煤气支管和空气支管,所述烧嘴有多个,沿中间包的长度方向间隔且居中布置;所述烧嘴内设电子点火器和火焰检测器,烧嘴连通煤气支管;所述煤气支管上设置 全部
背景技术:
中间包烘烤器的主要作用是对中间包进行烘烤,是整个连铸生产工艺的一个重要 环节,也是几个关键质控点之一。目前,中间包烘烤一般采用人工的方式进行操作,对其烘 烤过程、检修条件是否具备也缺少监控,其主要存在如下问题:人工点火,存在安全隐患;中 间包烘烤期间,是否有人员进入烘烤区域缺乏有效监控和提醒;系统是否有煤气泄漏,无法 预知;煤气含量是否超标,中间包区域设备是否可以检修无法判断;各种阀是否安装指令关 闭正常缺乏检测。 随着人工智能技术发展和城市智慧钢厂的建设,如何进一步降低工人劳动强度、 保证工人生命安全显得尤为重要。但目前对于如何保证中间包烘烤安全方面缺乏有效的系 统。
技术实现要素:
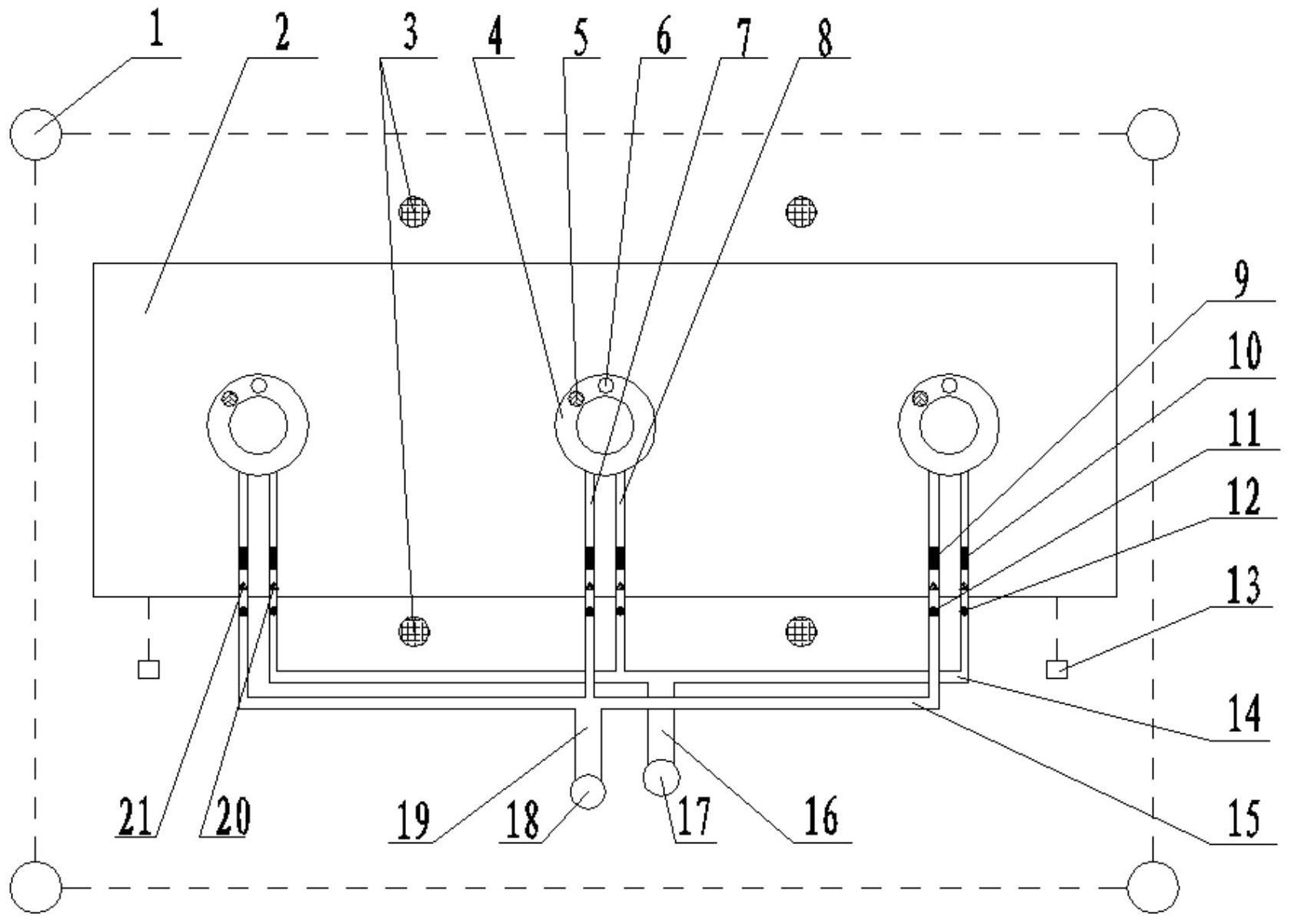
本发明的目的在于,针对现有技术的不足,提供一种可用于检修模式和烘烤模式 下安全防护的中间包烘烤防护系统及方法。 本发明采用的技术方案为:一种中间包烘烤防护系统,包括烘烤器、设于烘烤器下 方的中间包,以及PLC控制器,所述烘烤器包括烧嘴、煤气支管和空气支管,所述烧嘴有多 个,沿中间包的长度方向间隔且居中布置;所述烧嘴内设电子点火器和火焰检测器,烧嘴连 通煤气支管,煤气支管与煤气供给系统相连;所述煤气支管上设置有煤气流量检测器、煤气 截止阀和煤气流量调节阀;所述烧嘴与空气支管连通,空气支管与送风系统相连;所述空气 支管上配置有空气流量检测器、空气截止阀和空气流量调节阀;所述电子点火器、火焰检测 器、煤气截止阀、空气截止阀、煤气流量检测器、煤气流量调节阀、空气流量检测器、空气流 量调节阀均分别与PLC控制器相连;PLC控制器接收各检测器发送的检测信息,并控制电子 点火器和各阀门的开闭。 按上述方案,在中间包的四周分布有多个与PLC控制器相连的煤气检测器,用于检 测中间包烘烤区域的煤气含量,并将该煤气含量信息发送至PLC控制器。 按上述方案,在中间包的外围设计有多个与PLC控制器相连的光栅传感器,形成封 闭式的防护光幕,PLC控制器通过光栅传感器是否被遮挡来判断烘烤区域是否有人员进入 中间包烘烤区域。 按上述方案,中间包的一侧设计有多个与PLC控制器相连的测温枪,用于检测中间 包的温度,并将该温度信息发送至PLC控制器。 本发明还提供了一种基于如上所述防护系统的安全检修方法,该方法包括如下步 骤: 4 CN 111604493 A 说 明 书 2/5 页 步骤一、切换至检修模式后,火焰检测器检测烧嘴是否存在火焰,并将该信息发送 至PLC控制器:若检测到火焰,PLC控制器控制煤气截止阀和电子点火器关闭,直至火焰熄 灭;若未检测到火焰,进入步骤二; 步骤二、测温枪检测中间包的温度并将该温度信息发送至PLC控制器,PLC控制器 接收该温度信息并分析其是否<30℃,若接收到的中间包温度≥30℃时,PLC控制器控制送 风系统开启,利用送风系统对中间包进行降温,直至中间包的温度<30℃,进入步骤三; 步骤三、煤气检测器检测中间包四周的煤气浓度,并将该煤气浓度信息发送至PLC 控制器,PLC控制器接收该煤气浓度信息并分析其是否<30mg/m3,若接收到的煤气浓度≥ 30mg/m3,控制送风系统持续对中间包工作区域进行吹扫,直至煤气浓度<30mg/m3,进入步 骤四; 步骤四、煤气流量检测器检测各煤气支管内的煤气流量,并将该煤气流量信息发 送至PLC控制器,PLC控制器接收该煤气流量信息并分析其是否为0,若接收到的煤气流量不 为0,人工现场确认,直至PLC控制器接收到的煤气流量为0,整个工作环境安全,进入步骤 五; 步骤五、PLC控制器控制光栅传感器失电,工作人员进入中间包烘烤区域进行检修 作业;检修完成后输入检修结束信号,进入步骤六; 步骤六、PLC控制器控制空气流量调节阀和空气截止阀关闭,送风系统停止送风, 同时PLC控制器控制光栅传感器得电,恢复对中间包烘烤区域人员进出情况的实时监控。 本发明还提供了一种基于如权利要求4所述防护系统的安全烘烤方法,该方法包 括如下步骤: 步骤一、工作模式切换至烘烤模式,PLC控制器控制各个阀门打开,为烧嘴提供煤 气和助燃空气;自动点火器打开并延时持续为烧嘴点火,进入步骤二; 步骤二、火焰检测器检测烧嘴是否存在火焰,并将该信息发送至PLC控制器:若检 测到火焰,进入步骤三;若未检测到火焰,人工排除故障; 步骤三、煤气检测器检测中间包四周的煤气浓度,并将该煤气浓度信息发送至PLC 控制器,PLC控制器接收该煤气浓度信息并分析其是否<30mg/m3,若接收到的煤气浓度≥ 30mg/m3,人工对整个系统漏点进行排查;若接收到的煤气浓度<30mg/m3,进入步骤四; 步骤四、若未收到烘烤结束信号,跳转至步骤二;若收到烘烤结束信号后,进入步 骤五; 步骤五、PLC控制器控制各个阀门关闭,利用火焰检测器检测烧嘴是否有火焰,若 检测存在火焰,人工排查故障;当未检测到火焰,进入步骤六; 步骤六、煤气流量检测器检测各煤气支管内的煤气流量,并将该煤气流量信息发 送至PLC控制器,PLC控制器分析接收到的煤气流量是否为0,若接收到煤气流量不为0,人工 现场排查;若接收到的煤气流量为0,整个流程结束。 本发明的有益效果为:本发明所述防护系统可用于检修模式和烘烤模式这两中模 式下的防护,有效保证中间包烘烤区域各工作状态下的安全受控;利用自动点火器,实现了 烧嘴自动点火功能,解决了人工点火不安全的隐患;利用火焰检测器检测烧嘴火焰情况,为 自动点火器是否能正常工作提供了准确的判定依据;利用煤气检测器能够实时对中间包烘 烤区域的煤气浓度进行检测,PLC控制器对所述防护系统是否存在煤气泄漏和是否满足检 5 CN 111604493 A 说 明 书 3/5 页 修工作条件进行判断;利用测温枪对中间包的温度进行实时监控,PLC控制器对中间包烘烤 情况和温度情况进行实时监控;利用各流量阀检测管内煤气流量,PLC控制器判断管路中是 否有煤气,并对煤气截止阀的工作状态进行控制;利用光栅传感器建立了一个矩形封闭式 的防护光幕,通过信号是否被遮挡来判断烘烤区域是否有人员进入,解决了人员误入导致 的安全问题。 附图说明 图1为本发明一个具体实施例的结构示意图。 图2为本实施例检修模式的流程图。 图3为本实施例烘烤模式的流程图。 其中:1、光栅传感器;2、中间包;3、煤气检测器;4、烧嘴;5、电子点火器;6、火焰检 测器;7、煤气支管;8、空气支管;9、煤气流量调节阀;10、空气流量调节阀;11、煤气流量检测 器;12、空气流量检测器;13、测温枪;14、空气分管;15、煤气分管;16、空气总管;17、送风系 统;18、煤气供给系统;19、煤气总管;20、空气截止阀;21、煤气截止阀。











