
技术摘要:
在吸收体的至少正面片侧的面上形成有:在厚度方向上压缩吸收体的厚度而成的芯挤压部,其在与正面片之间形成有空间,且朝向背面片侧凹陷;和宽度方向吸收体压花,其在吸收体的宽度方向中央部处沿着大致宽度方向延伸。在与宽度方向吸收体压花重合的部分及其附近,沿着宽 全部
背景技术:
以往,作为所述吸收性物品,已知如下这样的吸收性物品:由棉状纸浆等构成的吸 收体介于聚乙烯片或聚乙烯片层压无纺布等不透液性背面片、和无纺布或透液性塑料片等 透液性正面片之间。 使所述吸收体的厚度薄型化的细长型的吸收性物品由于具有能够减轻穿着时的 不适感、在穿着时不容易从衣服的外侧看到吸收性物品的凹凸(不对外观产生影响)等优 点,因此被广泛地提供给市场。 可是,对于这样的细长型的吸收性物品,在通过实施在厚度方向上压缩吸收体的 压力加工来使吸收体的厚度薄型化的结构中,被指出有这样的问题:体液的吸收速度降低。 一般来说,吸收体与体液接触而吸水的机理是:体液首先附着于构成吸收体的纸浆等的纤 维表面,接着在纤维与纤维之间(纤维间的空隙)通过毛细管作用而浸透于吸收体的内部。 因此,吸收体的吸水性除了与纸浆自身的吸水性、纤维表面的浸润性相关以外,也与纤维的 组织或密度等吸收体的结构密切相关。在使用了相同的纸浆的情况下,被认为是:纤维密度 越低,则纤维间的空隙越大,因此,吸水性越高。因此,在通过实施压力加工而使得纤维被压 密化的部分,由于纤维间的空隙较小,因此体液的初始吸收速度变慢。 另外,关于细长型的吸收性物品,由于吸收体的厚度较薄,因此每单位面积的吸收 容量较小,针对厚度方向的液体保持能力较低,因此存在这样的要求:通过使其在平面方向 上扩散,由此能够有效利用吸收体本来所具备的吸收性能。 作为提高这样的扩散性的技术,在下述专利文献1中,公开了以这样的方式形成的 吸收性物品:在吸收性芯上,由在厚度方向上贯通该吸收性芯的孔构成的非积纤部穿过下 裆部在纵向上延伸。另外,在下述专利文献2中,公开了这样的吸收性物品:多个高密度部和 多个低密度部分别在吸收体的长度方向上延伸而形成,该高密度部和该低密度部在吸收体 的宽度方向上交替地形成。 现有技术文献 专利文献 专利文献1:日本特开2016-112081号公报 专利文献2:日本特开2010-136899号公报
技术实现要素:
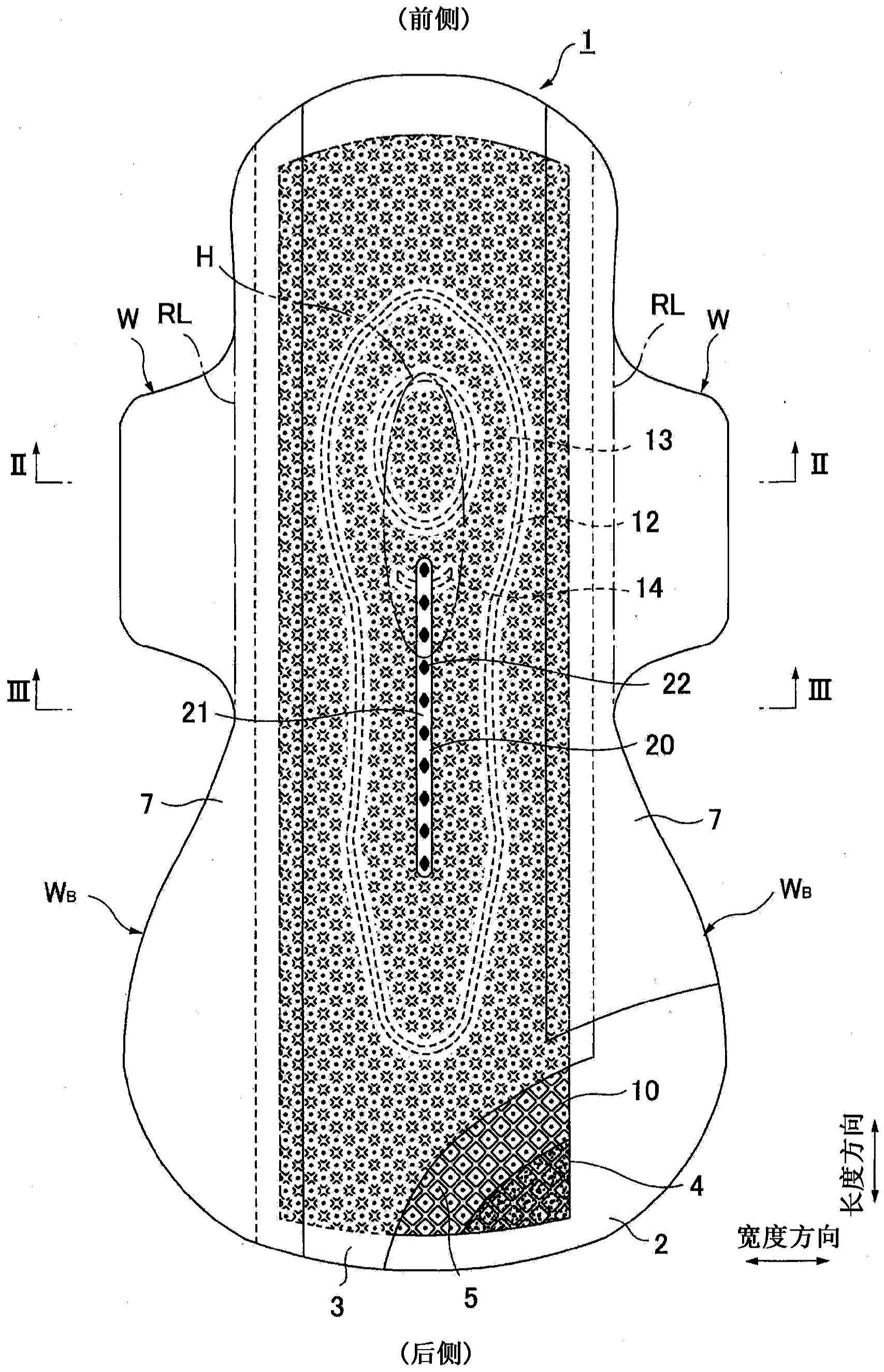
发明所要解决的课题 可是,在上述专利文献1所记载的吸收性物品中,体液容易沿着非积纤部向后侧剧 烈地流动,因此存在这样的担忧:体液到达非积纤部的后侧端部,并且体液集中于吸收体的 一部分,这种情况下,容易发生泄漏。另外,在细长型的吸收性物品中,如果在吸收体中设置 3 CN 111587102 A 说 明 书 2/11 页 非积纤部,则体液的吸收容量会相应地降低,因此存在吸收性能恶化的担忧。 另外,在上述专利文献2所记载的吸收性物品中,由于高密度部和低密度部交替地 形成,因此吸收体的厚度存在变厚的倾向,这不适用于细长型的吸收性物品。另外,由于所 述高密度部在吸收体的长度方向上延伸,因此,体液容易沿着该高密度部扩散到高密度部 的端部,从而担忧从吸收体的端部发生泄漏。 因此,本发明的主要课题在于提供这样的吸收性物品:不会发生吸收速度的降低 和泄漏,并且能够有效利用吸收体的广大范围。 用于解决课题的手段 为了解决上述课题,作为本发明的一个方式,提供一种吸收性物品,其中,吸收体 介于透液性的正面片与不透液性的背面片之间,其特征在于,在所述吸收体的至少所述正 面片侧的面上形成有:在厚度方向上压缩所述吸收体的厚度而成的芯挤压部,在所述芯挤 压部与所述正面片之间形成有空间,所述芯挤压部朝向所述背面片侧凹陷;和宽度方向吸 收体压花,其在所述吸收体的宽度方向中央部处沿着大致宽度方向延伸,在与所述宽度方 向吸收体压花重合的部分及其附近,沿着所述宽度方向吸收体压花的周围形成有使所述芯 挤压部间断而成的非挤压部,在所述正面片的外表面上,使从所述正面片至吸收体之间的 部分一体地朝向所述背面片侧凹陷而成的长度方向表面压花在吸收性物品的宽度方向中 央部处沿着长度方向延伸,并且形成为横穿所述宽度方向吸收体压花。 发明的效果 如以上那样,根据本发明的一个方式,不会发生吸收速度的降低和泄漏,并且能够 有效利用吸收体的广大范围。 附图说明 图1是本发明的卫生巾1的局部剖切展开图。 图2是沿图1中的II-II线的箭头观察的图。 图3是沿图1中的III-III线的箭头观察的图。 图4是吸收体4的俯视图。 图5是沿图4中的V-V线的箭头观察的图。 图6是变形例的吸收体4的俯视图。 图7是示出体液的流动的、沿图4中的VII-VII线的箭头观察的图(吸收体4的纵剖 视图)。











