
技术摘要:
本发明涉及汽车钢圈加工领域,具体是涉及一种外部整形的汽车钢圈整形生产线,包括输送台、抬升旋转机构和整形机构,所述输送台用于输送待加工轮圈,沿输送台的输送路径上设有抬升旋转机构和整形机构,所述整形机构位于抬升旋转机构的顶部,整形机构包括整形支架、升降 全部
背景技术:
在汽车钢圈的生产技术中,常规的汽车钢圈生产工艺是先用板材制作成轮 辐,用 型钢制作成轮辋,然后再将轮辐和轮辋焊接到一起制成汽车钢圈。汽车钢圈的轮圈加工完 成之后,需要对其外表面进行整形,使得其外表面尽可能是一个圆形,方便轮胎的组装工 作,目前的整形机,只能对一种尺寸的轮圈进行加工,这就限制了整形机的使用范围。
技术实现要素:
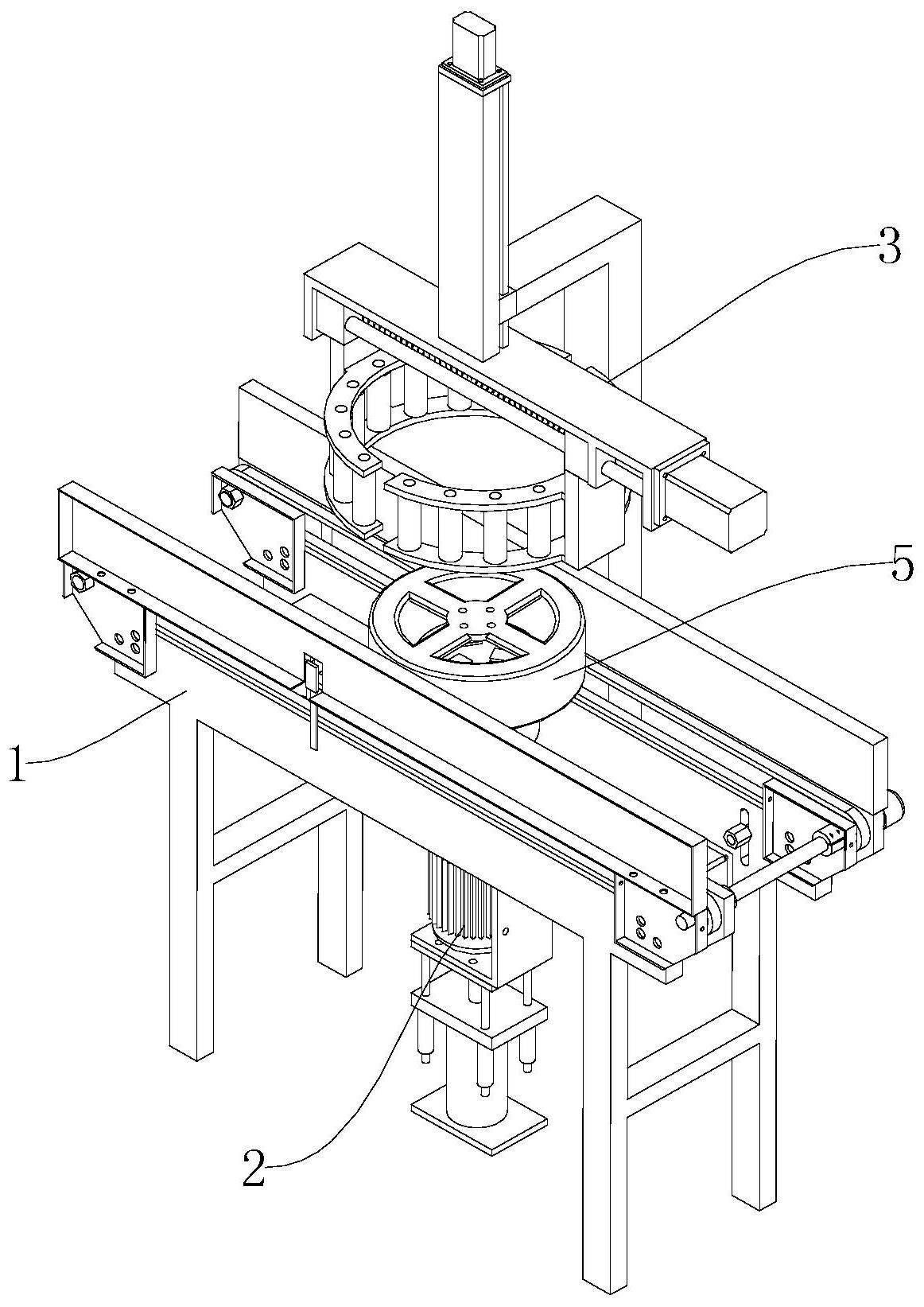
本发明所要解决的技术问题是提供一种外部整形的汽车钢圈整形生产线,该技术 方案解决了目前整形机只能加工单一尺寸的轮圈,该钢圈整形生产线整形模组上第一弧板 和第二弧板所构成的弧度形成了对轮圈的弧形夹持口,适配各种尺寸的轮圈,可以对不同 尺寸的钢圈进行加工,提升了该生产线的适用性。 为解决上述技术问题,本发明提供以下技术方案: 提供一种外部整形的汽车钢圈整形生产线,包括输送台、抬升旋转机构和整形机构,所 述输送台用于输送待加工轮圈,沿输送台的输送路径上设有抬升旋转机构和整形机构,所 述整形机构位于抬升旋转机构的顶部,整形机构包括整形支架、升降驱动电缸、双向丝杆滑 台和整形模组,所述整形支架设置在输送台的侧部,整形支架上设有所述升降驱动电缸,升 降驱动电缸的输出端设有所述双向丝杆滑台,在双向丝杆滑台旋向相反的两侧螺纹上均螺 纹连接有一个丝杆滑台座,所述丝杆滑台座上均设有一个挂板,挂板上均设有一个所述整 形模组,整形模组对称设置在挂板螺纹杆的两侧,整形模组包括第一弧板、整形辊和第二弧 板,所述第一弧板和所述第二弧板与挂板连接,第一弧板和第二弧板之间转动连接有若干 所述整形辊。 作为一种外部整形的汽车钢圈整形生产线的一种优选方案,所述输送台包括电机 安装板、输送驱动电机、主动轮、传动皮带、从动轮、输送带安装架、传动轴、第一输送带和第 二输送带,输送台上设有所述电机安装板,电机安装板上设有所述输送驱动电机,输送驱动 电机的输出轴传动连接有所述主动轮,主动轮通过所述传动皮带传动连接有所述从动轮, 从动轮套设在所述传动轴上,传动轴的两端分别传动连接有所述第一输送带和所述第二输 送带,第一输送带和第二输送带对称设置在输送台内的两侧,所述输送带安装架用于安装 第一输送带和第二输送带。 作为一种外部整形的汽车钢圈整形生产线的一种优选方案,传动皮带的侧部设有 压紧辊。 作为一种外部整形的汽车钢圈整形生产线的一种优选方案,输送台的两侧均设有 一个检视窗口,两个所述检视窗口上设有一对红外对射传感器,所述整形支架设置在检视 4 CN 111589901 A 说 明 书 2/5 页 窗口的侧部。 作为一种外部整形的汽车钢圈整形生产线的一种优选方案,所述抬升旋转机构包 括抬升驱动气缸、抬升座、导套、伸缩杆、电机安装架、旋转驱动电机、旋转支撑座和气动三 爪卡盘,抬升驱动气缸设置在所述双向丝杆滑台的底部,抬升驱动气缸的输出轴传动连接 有所述电机安装架电机安装架上安装有所述旋转驱动电机,旋转驱动电机的输出轴传动连 接有所述旋转支撑座,旋转支撑座的顶端设有所述气动三爪卡盘,靠近抬升驱动气缸输出 轴的一端端部设有所述抬升座,抬升座的底端设有若干所述导套,每个导套内滑动连接有 一个所述伸缩杆,伸缩杆远离导套的一端与电机安装架连接。 作为一种外部整形的汽车钢圈整形生产线的一种优选方案,在整形机构的侧部设 有定位机构,定位机构包括定位驱动气缸和定位板,所述定位驱动气缸与升降驱动电缸平 行设置,定位驱动气缸的输出轴传动连接有所述定位板。 作为一种外部整形的汽车钢圈整形生产线的一种优选方案,定位驱动气缸的侧部 设有充气驱动气缸,所述充气驱动气缸与定位驱动气缸垂直设置,充气驱动气缸的输出轴 传动连接有充气支撑板,所述充气支撑板上设有充气气嘴,所述气动三爪卡盘上设有与充 气气嘴相配合的进气口,气动三爪卡盘上还设有排气口,靠近充气驱动气缸输出轴的一端 端部设有防撞板。 本发明与现有技术相比具有的有益效果是: 输送台负责输送待加工轮圈,一对红外对射传感器用于检测待加工轮圈是否到达指定 的整形位置,,当待加工轮圈输送至制定的整形位置上时,定位驱动气缸驱动定位板向上抬 起的时,定位板其中一边抵住待加工轮圈,使得待加工轮圈无法被继续输送,,然后抬升旋 转机构开始工作,抬升旋转机构开始向上抬升,伸入到待加工轮圈的内部,充气驱动气缸驱 动充气支撑板靠近进气口,充气气嘴与进气口相配合,对气动三爪卡盘进行充气,使得气动 三爪卡盘夹持定位待加工轮圈,待加工轮圈被成功夹持之后,抬升旋转机构带动待加工轮 圈向上抬升,并在抬升过程中同步带动待加工轮圈做旋转运动。之后整形机构开始工作,升 降驱动电缸驱动双向丝杆滑台降下,使得整形模组与待加工轮圈的距离逐渐变小,得以接 近待加工轮圈,当整形模组中第二弧板的底端到达待加工轮圈的顶端位置时,双向丝杆滑 台驱动其螺纹杆转动,双向丝杆滑台上的两个丝杆滑台座相互接近,使得整形辊与待加工 轮圈外壁相接触。在丝杆滑台座逐渐接近的过程中,整形模组中第一弧板和第二弧板构成 的弧形夹持口得以夹持待加工轮圈,在待加工轮圈受到抬升旋转机构的驱动坐旋转运动的 过程中,与待加工轮圈外壁接触的整形辊对待加工轮圈外表面进行整形工作。整形结束后, 旋转驱动电机停止工作,抬升驱动气缸、定位驱动气缸、充气驱动气缸、升降驱动电缸、双向 丝杆滑台复位,操作者取下钢圈,或者输送台将钢圈输送至下一道工序设备处。 该整形生产线通过充气驱动气缸驱动充气气嘴为气动三爪卡盘进行充气,使得气 动三爪卡盘自动完成对待加工轮圈的夹持工作,在待加工轮圈受到抬升旋转机构的驱动坐 旋转运动的过程中,与待加工轮圈外壁接触的整形辊对待加工轮圈外表面进行整形工作, 两个整形模组上第一弧板和第二弧板所构成的弧度形成了对待加工轮圈的弧形夹持口,适 配各种尺寸的轮圈,同时可以对不同尺寸的钢圈进行加工,提升了该生产线的适用性。 5 CN 111589901 A 说 明 书 3/5 页 附图说明 图1和图2为本发明两种不同状态下的结构示意图; 图3为本发明中输送台的结构示意图; 图4为本发明中抬升旋转机构处的结构示意图; 图5为本发明中整形模组处的结构示意图; 图6为本发明中定位机构处的结构示意图; 图7为本发明中气动三爪卡盘处的结构示意图。 图中标号为: 1-输送台;1a-电机安装板;1b-输送驱动电机;1c-主动轮;1d-传动皮带;1e-从动轮; 1f-压紧辊;1g-输送带安装架;1h-传动轴;1i-第一输送带;1j-第二输送带;1k-检视窗口; 1l-红外对射传感器; 2-抬升旋转机构;2a-抬升驱动气缸;2b-抬升座;2c-导套;2d-伸缩杆;2e-电机安装架; 2f-旋转驱动电机;2g-旋转支撑座;2h-气动三爪卡盘;2h1-进气口;2h2-排气口; 3-整形机构;3a-整形支架;3b-升降驱动电缸;3c-双向丝杆滑台;3c1-丝杆滑台座;3d- 挂板;3e-第一弧板;3f-整形辊;3g-第二弧板; 4-定位机构;4a-定位驱动气缸;4b-定位板;4c-充气驱动气缸;4d-防撞板;4e-充气支 撑板;4f-充气气嘴; 5-待加工轮圈。











