
技术摘要:
本发明涉及一种焊接领域,尤其涉及一种焊接装置。本发明要解决的技术问题是提供一种焊接装置。一种焊接装置,包括底层工作架板,中层工作架板,顶层工作架板,第一定位机构,第二定位机构,压紧定型机构,缝隙焊接机构和实时控制屏;底层工作架板顶端后侧与中层工作架 全部
背景技术:
焊接,也称作熔接、镕接,是一种以加热、高温或者高压的方式接合金属或其他热 塑性材料如塑料的制造工艺及技术。现代焊接的能量来源有很多种,包括气体焰、电弧、激 光、电子束、摩擦和超声波等。除了在工厂中使用外,焊接还可以在多种环境下进行,如野 外、水下和太空。无论在何处,焊接都可能给操作者带来危险,所以在进行焊接时必须采取 适当的防护措施。焊接给人体可能造成的伤害包括烧伤、触电、视力损害、吸入有毒气体、紫 外线照射过度等。 在现有技术中,存在一种双曲面不锈钢筒,其截面形状为两个半圆形连接两条直 线,与田径场跑道形状较为相同,但是由于此类不锈钢筒在进行焊接加工时,需要首先将两 块不锈钢板进行定型弯曲,然后进行人工拼接,将前后两侧连接缝进行人工逐个焊接固定, 进而导致了在加工过程中,人力弯曲不锈钢板,人力不足,且手工弯曲,不锈钢板左右受力 不均,不锈钢板弯曲后左右部分不对称,同时直板部分存在微小弯曲弧度,同时在连接缝焊 接过程中,人工固定逐个焊接,在焊接过程汇总出现轻微晃动,致使焊接偏移,不锈钢板错 位的问题。 综上,目前需要研发一种焊接装置,来克服上述问题。
技术实现要素:
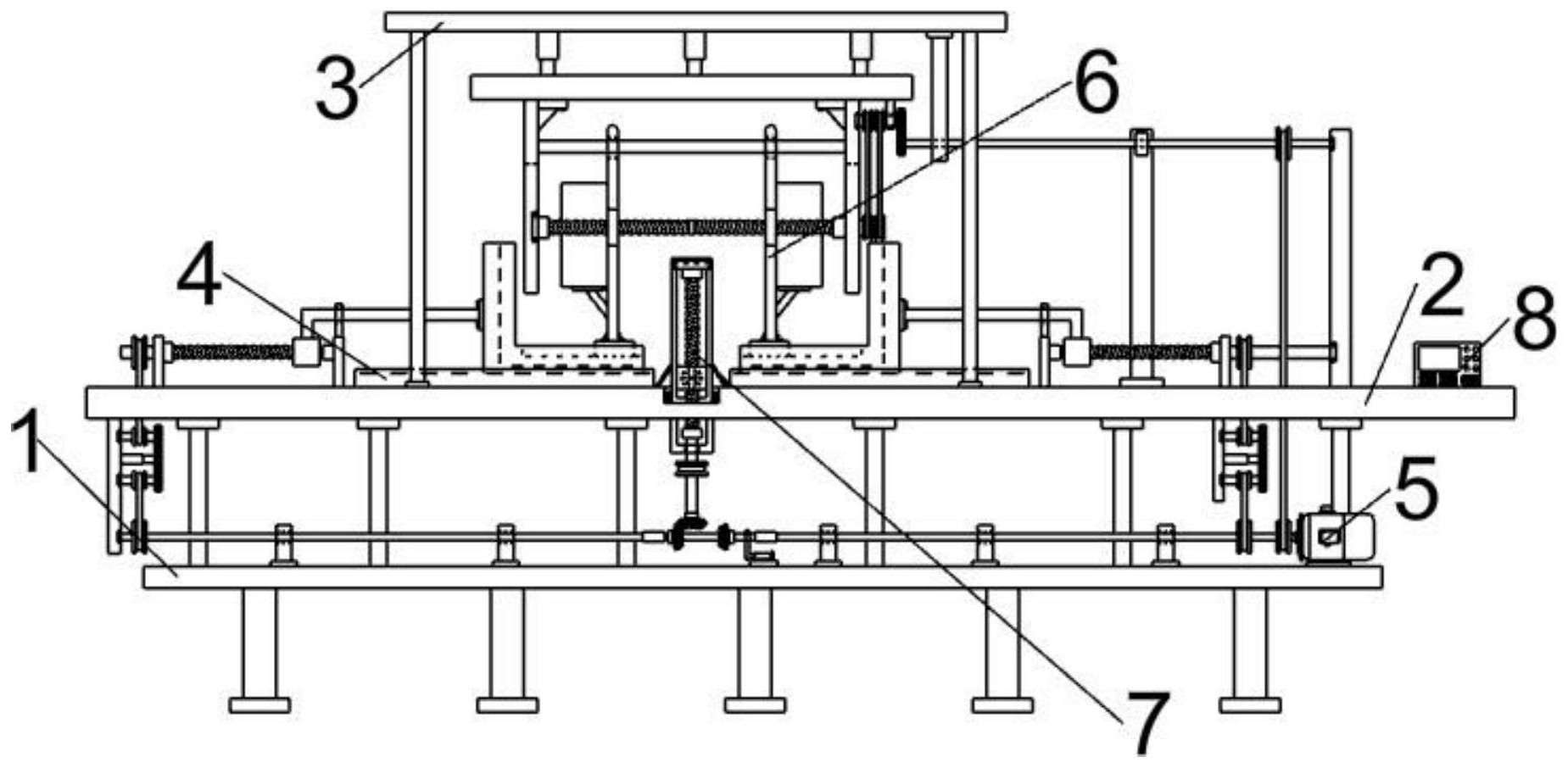
本发明为了克服由于此类不锈钢筒在进行焊接加工时,需要首先将两块不锈钢板 进行定型弯曲,然后进行人工拼接,将前后两侧连接缝进行人工逐个焊接固定,进而导致了 在加工过程中,人力弯曲不锈钢板,人力不足,且手工弯曲,不锈钢板左右受力不均,不锈钢 板弯曲后左右部分不对称,同时直板部分存在微小弯曲弧度,同时在连接缝焊接过程中,人 工固定逐个焊接,在焊接过程汇总出现轻微晃动,致使焊接偏移,不锈钢板错位的缺点,本 发明要解决的技术问题是提供一种焊接装置。 本发明由以下具体技术手段所达成: 一种焊接装置,包括底层工作架板,中层工作架板,顶层工作架板,第一定位机构, 第二定位机构,压紧定型机构,缝隙焊接机构和实时控制屏;底层工作架板顶端后侧与中层 工作架板进行焊接;底层工作架板顶端左侧与第一定位机构相连接,并且第一定位机构中 部与中层工作架板相连接;底层工作架板顶端右侧与第二定位机构相连接,并且第二定位 机构中部与中层工作架板相连接;底层工作架板顶端中部与缝隙焊接机构相连接,并且缝 隙焊接机构左端底部与第一定位机构相连接,而且缝隙焊接机构右端底部与第二定位机构 相连接;中层工作架板顶端中部与顶层工作架板进行焊接;中层工作架板顶端右侧设置有 实时控制屏;顶层工作架板底端与压紧定型机构相连接,并且压紧定型机构底端左侧与第 一定位机构相连接,并且压紧定型机构底端右侧与第二定位机构相连接,而且压紧定型机 5 CN 111604613 A 说 明 书 2/8 页 构右部与第二定位机构相连接。 进一步的,第二定位机构包括动力电机,第一传动轮,第一转轴杆,第二传动轮,第 三传动轮,第一平齿轮,第二平齿轮,第一电动推杆,第三平齿轮,第四传动轮,第一齿轮板, 第五传动轮,第一丝杆,第一轴承架板,第一抽拉条,滑动定位座和第一滑轨板;动力电机左 端中部与第一传动轮进行转动连接;第一传动轮左端中部与第一转轴杆进行插接;第一转 轴杆外表面中右侧与第二传动轮进行套接;第二传动轮上方与第三传动轮进行传动连接; 第三传动轮右端中部与第一平齿轮进行转动连接;第三传动轮左端与第一齿轮板进行插 接;第一平齿轮顶端中部与第二平齿轮进行啮合;第二平齿轮左端中部与第一电动推杆进 行插接,并且第一电动推杆左端与第一齿轮板相连接;第二平齿轮顶端中部与第三平齿轮 进行啮合;第三平齿轮左端中部与第四传动轮进行转动连接,并且第四传动轮左端中部与 第一齿轮板相连接;第四传动轮上方与第五传动轮进行传动连接;第五传动轮左端中部与 第一丝杆进行转动连接;第一丝杆左端中部与第一轴承架板进行插接;第一丝杆外表面左 侧与第一抽拉条进行转动连接;第一抽拉条左端与滑动定位座进行插接;滑动定位座底端 与第一滑轨板进行滑动连接;第一滑轨板底端与中层工作架板相连接;第一轴承架板底端 与中层工作架板相连接;第一丝杆底端右侧与中层工作架板相连接;第一转轴杆左部与底 层工作架板相连接;动力电机底端与底层工作架板相连接;第一传动轮上方与压紧定型机 构相连接;滑动定位座内底端中部与压紧定型机构相连接;第一转轴杆左端与缝隙焊接机 构相连接。 进一步的,压紧定型机构包括第六传动轮,第二转轴杆,第四平齿轮,第五平齿轮, 第一顶部集合板,第二电动推杆,第七传动轮,第八传动轮,第九传动轮,第十传动轮,第二 集合板,第二丝杆,第一夹板机构,第一滑杆,第二夹板机构和第三集合板;第六传动轮左端 中部与第二转轴杆进行插接;第二转轴杆左端与第四平齿轮进行插接;第四平齿轮顶端中 部与第五平齿轮进行啮合;第五平齿轮外表面左侧与第一顶部集合板相连接;第五平齿轮 左端中部与第七传动轮进行转动连接;第一顶部集合板顶端与第二电动推杆进行插接;第 七传动轮左端中部与第八传动轮进行转动连接;第七传动轮下方与第九传动轮进行传动连 接;第八传动轮下方与第十传动轮进行传动连接,并且第十传动轮右端中部与第九传动轮 相连接;第八传动轮左端中部与第二集合板进行插接,并且第二集合板顶端与第一顶部集 合板相连接;第十传动轮左端中部与第二丝杆进行转动连接,并且第二丝杆外表面右侧与 第二集合板相连接;第二丝杆外表面右中部与第一夹板机构进行转动连接;第二丝杆外表 面左中部与第二夹板机构进行转动连接;第二丝杆左端与第三集合板进行套接,并且第三 集合板顶端与第一顶部集合板相连接;第一夹板机构顶部内侧与第一滑杆进行滑动连接, 并且第一滑杆外表面左中部与第二夹板机构相连接;第二电动推杆顶端与顶层工作架板相 连接;第二夹板机构底端与第一定位机构相连接;第一夹板机构底端与滑动定位座相连接; 第二转轴杆外表面左侧与顶层工作架板相连接;第二转轴杆外表面中部与中层工作架板相 连接;第二转轴杆右端与中层工作架板相连接;第六传动轮下方与第一传动轮相连接。 进一步的,缝隙焊接机构包括第一伸缩转轴,套接联动板,第三电动推杆,第一锥 齿轮,第二锥齿轮,第二伸缩转轴,第三锥齿轮,第十一传动轮,第三丝杆,第一轴承框,顶部 轴承板,焊接控制滑块,滑动矩形框和圆形焊枪头;第一伸缩转轴外表面左侧与套接联动板 进行套接;第一伸缩转轴左端中部与第一锥齿轮进行转动连接;套接联动板右端底部与第 6 CN 111604613 A 说 明 书 3/8 页 三电动推杆相连接;第一锥齿轮左端中部与第二锥齿轮进行转动连接;第二锥齿轮左端中 部与第二伸缩转轴进行转动连接;第二锥齿轮顶端中部与第三锥齿轮进行啮合;第三锥齿 轮顶端中部与第十一传动轮进行转动连接;第十一传动轮顶端中部与第三丝杆进行转动连 接;第十一传动轮外表面上侧与第一轴承框进行套接;第三丝杆顶端与顶部轴承板进行套 接;第三丝杆外表面中下部与焊接控制滑块进行转动连接,并且焊接控制滑块外表面前侧 与滑动矩形框进行滑动连接,并且滑动矩形框前端顶部与顶部轴承板相连接;焊接控制滑 块前端中部与圆形焊枪头相连接;滑动矩形框底端与中层工作架板相连接;第一轴承框顶 端与中层工作架板相连接;第一伸缩转轴右端与第一转轴杆相连接;第一伸缩转轴右部与 底层工作架板相连接;第三电动推杆底端与底层工作架板相连接;第二伸缩转轴左部与底 层工作架板相连接;第二伸缩转轴左端与第一定位机构相连接。 进一步的,第二夹板机构包括圆弧形压紧板,十字控制板和滑动底脚;圆弧形压紧 板右端与十字控制板进行焊接;十字控制板底端与滑动底脚进行插接;滑动底脚底端与滑 动定位座相连接;十字控制板前部内侧与第二丝杆相连接;十字控制板顶部与第一滑杆相 连接。 进一步的,第一定位机构和第二定位机构为左右对称机构。 进一步的,第十一传动轮后侧带动另一组与缝隙焊接机构对称分布的相同机构进 行运转。 进一步的,第二丝杆外表面左半部分和右半部分的螺纹方向相反。 与现有技术相比,本发明具有如下有益效果: 为解决由于此类不锈钢筒在进行焊接加工时,需要首先将两块不锈钢板进行定型 弯曲,然后进行人工拼接,将前后两侧连接缝进行人工逐个焊接固定,进而导致了在加工过 程中,人力弯曲不锈钢板,人力不足,且手工弯曲,不锈钢板左右受力不均,不锈钢板弯曲后 左右部分不对称,同时直板部分存在微小弯曲弧度,同时在连接缝焊接过程中,人工固定逐 个焊接,在焊接过程汇总出现轻微晃动,致使焊接偏移,不锈钢板错位的问题; 设计了第一定位机构,第二定位机构,压紧定型机构和缝隙焊接机构,在使用时首 先通过第一定位机构,第二定位机构配合压紧定型机构对不锈钢板进行定位定型,并带动 两块不锈钢板互相靠拢,然后通过缝隙焊接机构将连接处的缝隙进行均匀焊接; 实现了自动化高效定位不锈钢板,并且能够通过双侧加压的方式将不锈钢板压紧 定型,并且通过平行移动的方式将不锈钢板边缘紧密贴合,并且在边缘紧密贴合后,进行双 侧连接处同时焊接的效果。 附图说明 图1为本发明的结构示意图; 图2为本发明的第二定位机构结构示意图; 图3为本发明的压紧定型机构结构示意图; 图4为本发明的缝隙焊接机构结构示意图; 图5为本发明的第二夹板机构结构示意图; 图6为本发明的滑动定位座结构示意图; 图7为本发明的第五平齿轮,第一顶部集合板,第九传动轮,第十传动轮和第二集 7 CN 111604613 A 说 明 书 4/8 页 合板组合右视图。 附图中的标记为:1-底层工作架板,2-中层工作架板,3-顶层工作架板,4-第一定 位机构,5-第二定位机构,6-压紧定型机构,7-缝隙焊接机构,8-实时控制屏,501-动力电 机,502-第一传动轮,503-第一转轴杆,504-第二传动轮,505-第三传动轮,506-第一平齿 轮,507-第二平齿轮,508-第一电动推杆,509-第三平齿轮,5010-第四传动轮,5011-第一齿 轮板,5012-第五传动轮,5013-第一丝杆,5014-第一轴承架板,5015-第一抽拉条,5016-滑 动定位座,5017-第一滑轨板,601-第六传动轮,602-第二转轴杆,603-第四平齿轮,604-第 五平齿轮,605-第一顶部集合板,606-第二电动推杆,607-第七传动轮,608-第八传动轮, 609-第九传动轮,6010-第十传动轮,6011-第二集合板,6012-第二丝杆,6013-第一夹板机 构,6014-第一滑杆,6015-第二夹板机构,6016-第三集合板,701-第一伸缩转轴,702-套接 联动板,703-第三电动推杆,704-第一锥齿轮,705-第二锥齿轮,706-第二伸缩转轴,707-第 三锥齿轮,708-第十一传动轮,709-第三丝杆,7010-第一轴承框,7011-顶部轴承板,7012- 焊接控制滑块,7013-滑动矩形框,7014-圆形焊枪头,601501-圆弧形压紧板,601502-十字 控制板,601503-滑动底脚。











