
技术摘要:
本发明涉及一种塑胶件激光切水口与自动贴膜的流水线,包括双色注塑机、激光切割机、流水线与三工位换盘机,三工位换盘机包括供料机构、吹塑盘夹取搬运机构、保护膜剥离机构、贴膜抓取机构、裁膜机构与支架,支架长度方向的顶端处依次设有供料机构、贴膜抓取机构与保护 全部
背景技术:
目前,注塑胶口由员工先用剪钳剪掉并预留0.5mm,再拿到CNC车间用CNC精加工, 产品表面需要人工单独贴膜,然后人工单独摆放吹塑盘,人工将吹塑盘覆膜。 这种生产工艺落后,切水口效率低下,生产人力和生产场地占用较多,人工贴膜偏 差大,人工摆放多穴产品,容易混淆。 为此我们研发了一种塑胶件激光切水口与自动贴膜的流水线,用以解决以上缺 点。
技术实现要素:
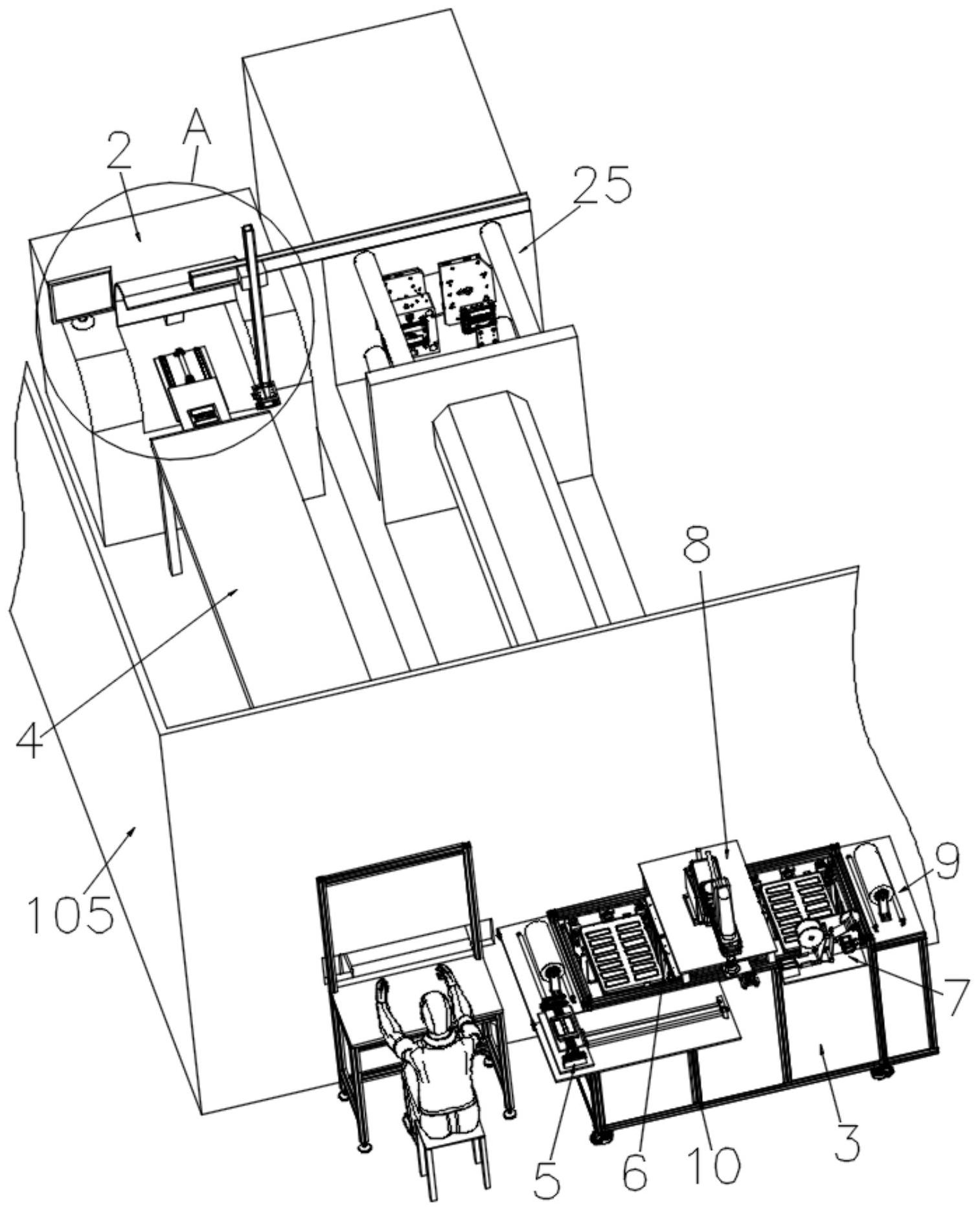
本发明目的是为了克服现有技术的不足而提供一种塑胶件激光切水口与自动贴 膜的流水线,具有提高切割精度与切割速度,提高贴保护膜的精度和稳定性,便于分穴摆 放,提高效率等优点。 为达到上述目的,本发明采用的技术方案是:一种塑胶件激光切水口与自动贴膜 的流水线,包括依次设置的一双色注塑机、一激光切割机、一流水线与一三工位换盘机,所 述三工位换盘机包括一供料机构、一框形的吹塑盘夹取搬运机构、一保护膜剥离机构、一贴 膜抓取机构、一裁膜机构与一支架,所述支架长度方向的顶端处依次设有所述供料机构、所 述贴膜抓取机构与所述保护膜剥离机构,所述支架长度方向的顶部两端处各设有一所述裁 膜机构,两所述裁膜机构的中间位置处设有所述吹塑盘夹取搬运机构,所述吹塑盘夹取搬 运机构与所述支架可移动连接,所述双色注塑机注塑的产品通过注塑机械手夹取至所述激 光切割机,所述激光切割机将产品两穴的水口切除,然后所述流水线将产品送至检验员,检 验员将外观检验后的产品放置在所述三工位换盘机上,所述三工位换盘机将产品贴保护膜 并将装载后的吹塑盘覆膜。 优选的,为了提高水口切割的精度和速度,所述激光切割机包括一电脑显示器以 及自上而下设置的一切割镜头、一切割面板与一切割支撑板,所述切割镜头与所述电脑显 示器电性连接,所述切割面板的底端处与所述切割支撑板的顶端处通过一气缸滑动连接。 优选的,为了将产品旋转以及便于产品贴保护膜,所述供料机构包括自下而上平 行设置的一滑台底板、一滑台安装板与一中空的治具底板,所述治具底板的一端连接有一 旋转法兰,并且另一端连接有一旋转气缸,所述旋转法兰通过一轴承座与所述滑台安装板 连接,所述滑台底板的顶端处与所述滑台安装板的底端处连接有一滑台,所述滑台沿所述 滑台底板长度方向设置,所述滑台底板与所述支架固定连接。 优选的,为了将一模两穴产品定位,所述治具底板中心位置处设有一日字形的定 位治具,所述定位治具的两端处设有一阶梯结构的第一矩形孔与一阶梯结构的第二矩形 4 CN 111571959 A 说 明 书 2/5 页 孔,所述定位治具长度方向的两端处分别通过一气缸夹爪与一双杆气缸抵接。 优选的,为了使产品的四周与定位治具的四周卡合,所述第一矩形孔长度方向的 两端处各设有两个第一槽口,所述第一矩形孔长度方向的两侧处分别设有一第二槽口与一 第三槽口,所述第三槽口的内侧壁上设有两个卡口,所述第二矩形孔长度方向的两端处各 设有两个所述第一槽口,所述第二矩形孔长度方向的两侧处分别设有一所述第三槽口与一 第四槽口,所述第四槽口的内侧壁上设有两个所述卡口,所述第二槽口、所述第三槽口与所 述第四槽口交错设置。便于防呆,区别两穴产品。 优选的,为了将保护膜剥离以及定位,所述保护膜剥离机构包括一贴膜安装主板 以及垂直设置在所述贴膜安装主板底端处的一贴膜底板,所述贴膜安装主板的同一侧设有 一卷膜安装盘、一收膜盘与多个导向托辊,所述卷膜安装盘的下侧设有一梯形结构的保护 膜剥离板,所述保护膜剥离板的一端处抵接有一保护膜定位板,所述保护膜定位板与所述 保护膜剥离板的底端和所述贴膜底板连接。 优选的,为了便于产品贴保护膜,所述贴膜抓取机构包括一四轴机械手,所述四轴 机械手架设在所述支架的顶端处,所述四轴机械手上设有两个吸附板,所述吸附板的底端 处各设有两个螺纹形状的吸嘴,所述吸嘴将保护膜贴附在产品上,并将产品搬运至吹塑盘。 优选的,为了将空吹塑盘搬运至支架两端的覆膜区域,所述吹塑盘夹取搬运机构 包括依次连接的一第一搬运板、一第二搬运板、一所述第一搬运板与一所述第二搬运板,所 述吹塑盘夹取搬运机构长度方向的两端处各设有一分盘板,并且长度方向的两侧处各设有 一吹塑盘夹板,所述分盘板通过气缸与所述第一搬运板连接,所述吹塑盘夹板通过气缸与 所述第二搬运板连接,所述第一搬运板的底端处设有两个气动手指,所述气动手指设置在 所述第一搬运板的两端处,所述第二搬运板与所述支架的顶端通过同步带滑动连接。 优选的,为了便于将覆膜后的吹塑盘的覆膜裁切,所述裁膜机构包括自上而下平 行设置的一第二托辊、一第一托辊与一无杆气缸,以及设置在所述支架长度方向一端处的 一保护膜安装板,所述第二托辊、所述第一托辊与所述无杆气缸架设在所述支架的宽度方 向上,所述保护膜安装板的顶端处依次平行设有一所述第二托辊、一保护膜卷轮与一所述 第二托辊,所述保护膜卷轮与所述第一托辊平行设置,所述无杆气缸的顶端处垂直设有一 刀片。 优选的,为了便于吹塑盘的供料,所述裁膜机构的下侧设有一提升搬运机构,所述 提升搬运机构包括一竖直的搬运滑台与一竖直的导轨支撑板,所述导轨支撑板与所述支架 固定连接,所述搬运滑台与所述导轨支撑板通过两个导轨滑动连接,所述搬运滑台的顶部 位置处设有一感应片,所述导轨支撑板顶部位置处依次设有两U槽型的光电传感器,所述感 应片穿设在所述光电传感器内。 由于上述技术方案的运用,本发明与现有技术相比具有下列优点: 1、本发明所述塑胶件激光切水口与自动贴膜的流水线,激光切割一模两穴产品的 水口,提高切割精度,提高切割速度; 2、四轴机械手贴保护膜提高精度,提高稳定性; 3、四轴机械手分穴号摆装产品,不会出现产品穴号混乱; 4、除1名外观检验员外,其余为全自动无人生产,提高自动化水平,降低生产成本。 5 CN 111571959 A 说 明 书 3/5 页 附图说明 附图1为本发明所述塑胶件激光切水口与自动贴膜的流水线的结构示意图。 附图2为本发明附图1中A处的放大图。 附图3为本发明所述三工位换盘机的结构示意图。 附图4为本发明附图3中B处的放大图。 附图5为本发明附图3中C处的放大图。 附图6为本发明所述供料机构的结构示意图。 附图7为本发明所述定位治具的结构示意图。 附图8为本发明所述贴膜抓取机构的结构示意图。 附图9为本发明所述吹塑盘夹取搬运机构的结构示意图。 附图10为本发明附图9中D处的放大图。











